活套带钢跑偏的原因分析及改进措施
2014-09-19刘海军魏明星刘小虎
刘海军 魏明星 刘小虎
(酒钢集团宏兴股份公司碳钢薄板厂,甘肃 735100)
活套带钢跑偏的原因分析及改进措施
刘海军 魏明星 刘小虎
(酒钢集团宏兴股份公司碳钢薄板厂,甘肃 735100)
分析了酒钢碳钢薄板厂镀锌线1#活套小车跑偏的原因,并制定了改进措施,带钢跑偏问题得到了解决,保障了设备稳定生产。
活套;带钢跑偏;改进措施
目前,现代化高水平的连续生产线,如酸洗-冷轧联合机组、连续热镀锌机组、连续退火机组、彩色图层机组、连续电镀锡机组等,均设有活套,可以最大限度满足生产线的高速化、自动化和连续化的要求。活套对实现带材张力的精确控制及速度的合理匹配,提高产量及生产高等级的板带材都是至关重要的。活套主要分为两种形式:水平活套(卧式活套)和立式活套。活套常见问题是跑偏,引起跑偏原因有电气控制方面、辊形、纠偏能力、安装找正、原料板形等因素。本文针对酒钢两条年产量70万吨的镀锌钢板生产线入口活套跑偏问题,分析了活套跑偏原因并提出了解决方法。
1 酒钢立式活套带钢跑偏
酒钢镀锌线投产以来入口活套跑偏问题非常严重,尤其是厚规格板材和入口原料板形不好时跑偏问题最严重,导致生产线被迫降速生产,甚至出现带钢刮碰钢结构现象,最终导致生产线停机。活套由活套小车、钢丝绳卷筒、传动装置等组成。传动装置通过钢丝绳卷筒带动活套小车在轨道上行走,从而让活套冲套、放套。活套装置如图1所示。
2 活套带钢跑偏原因分析
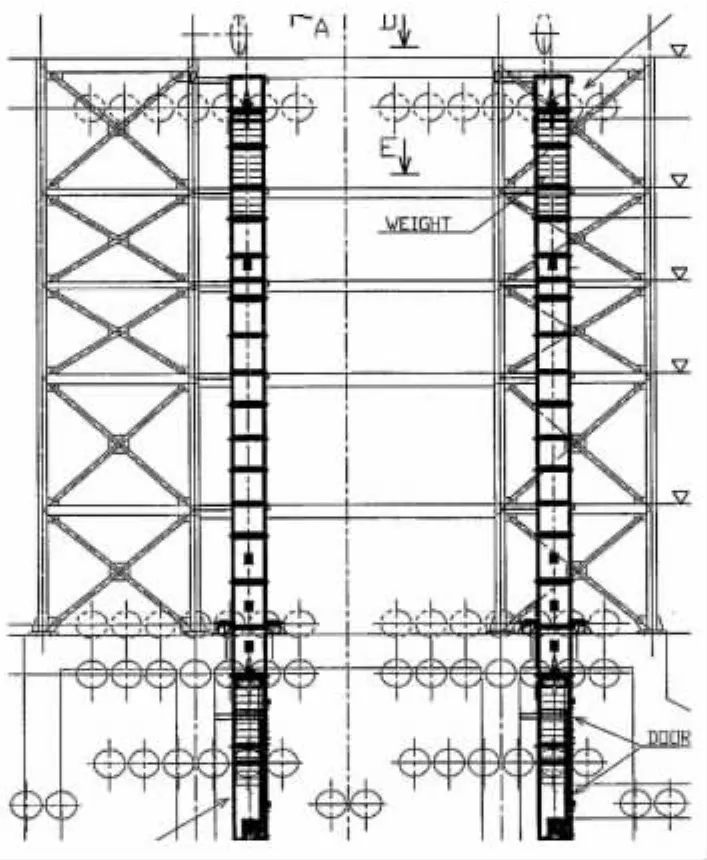
图1 立式活套装置结构Figure 1 Configuration of vertical loop
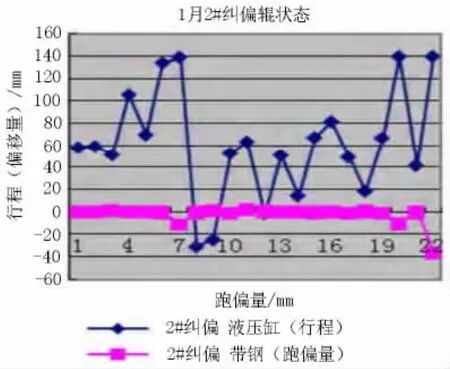
图2 带钢跑偏量及纠偏缸行程Figure 2 Strip steel deflection amount and deviation rectifier cylinder displacement
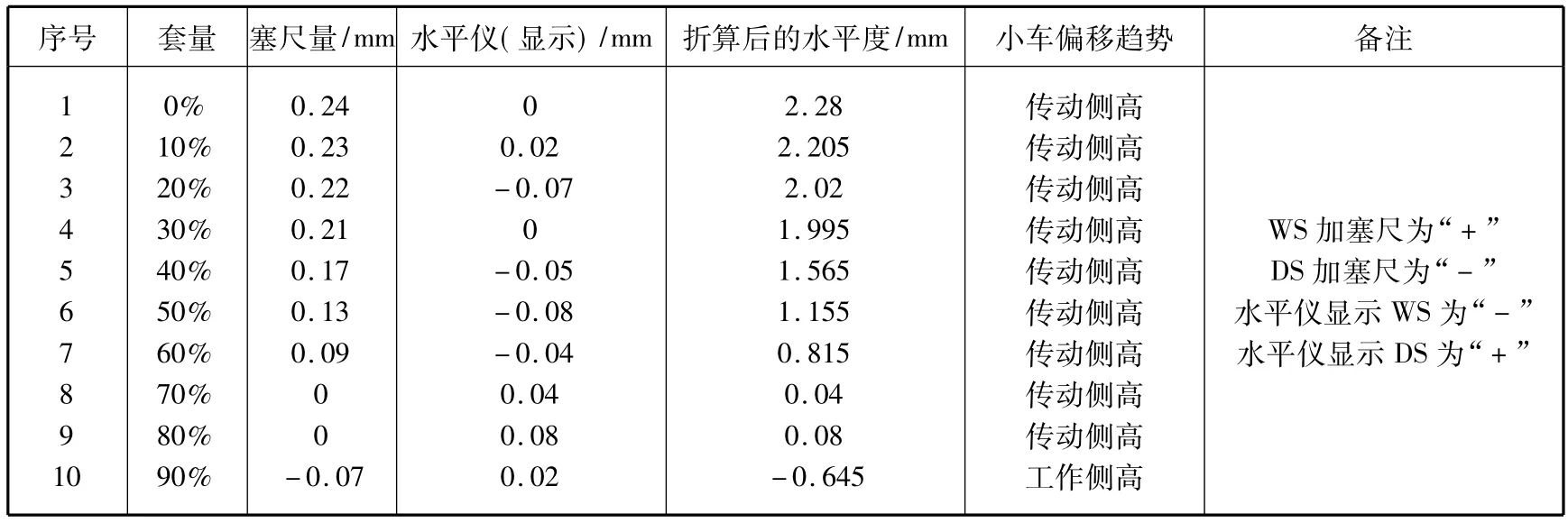
表1 入口活套1#活套调整前小车状态分析Table 1 Carriage status analysis of entrance loop before No.1 loop ad justment
选取一组入口活套生产数据进行分析,见图2。从图2中反映出在带钢基本处于中间位置时,纠偏装置液压缸始终往一侧偏斜,且个别位置已达到行程极限(±150 mm),非常危险。这种情况下操作人员往往选择降速以防事故发生。
对其他带钢监测后发现上述现象对不同规格带钢具有普遍性,初步排除跑偏原因是原料板型问题;对测张辊压头进行校验以及观察出口活套带钢运行比较平稳,也排除控制方面问题;最后将入口活套带钢跑偏原因锁定在设备精度方面。对活套小车进行状态分析,见表1。
在上下运行过程中,影响小车整体水平精度的主要部件为小车车轮组和轨道。对小车车轮组检查后未发现异常点,故确定是小车轨道变形引起入口活套带钢跑偏,这与前期活套抽带操作不规范有很大关系。
3 防止带钢跑偏的改善措施
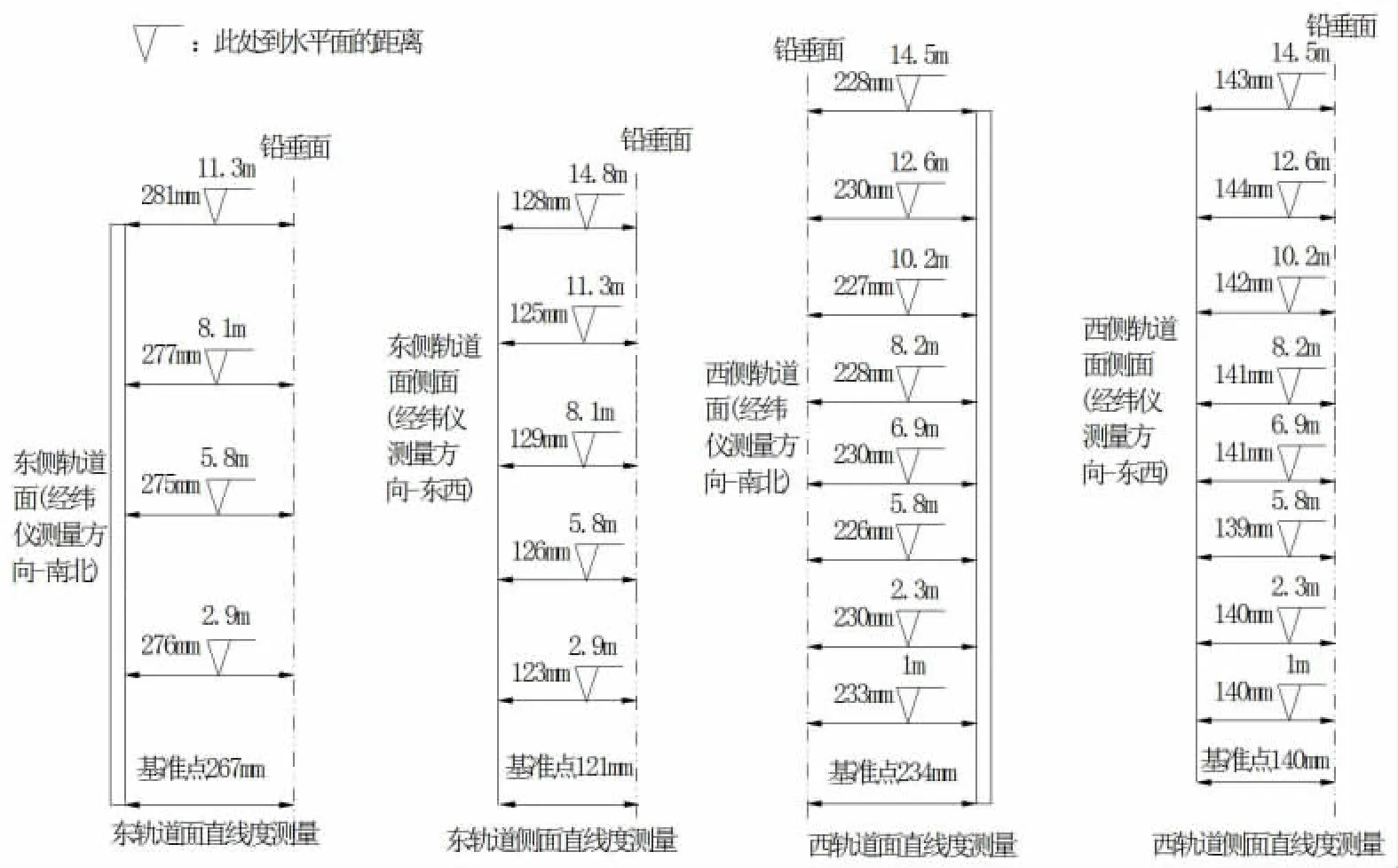
图3 轨道垂直度测量值Figure 3 Measure value of track perpendicularity
过去轨道安装和找正采用传统吊线法,人为因素干扰较大,轨道精度约30 mm/轨道全长,安装精度很低。经过论证研究,决定采用经纬仪测量轨道侧面垂直度和轨道面垂直度来确定轨道精度。
采用取平均值的方法,将平均值与各取样点处的水平度进行对比,取最接近的点作为调整点对轨道垂直度进行测量调整(见图3),保证轨道底座的垂直度偏差控制在“5 mm/轨道全长”之内。
轨道座垂直度测量调整。安装轨道底座时以下部未拆除的轨道底座为基准,对轨道底座相垂直的两个面使用经纬仪进行垂直度测量,测量方法如图4。
(1)将经纬仪放置在测量点2处,对A面的垂直度进行测量调整,保证轨道的垂直度偏差控制在“5 mm/轨道全长”之内;
(2)将经纬仪放置在测量点1处,对B面的垂直度进行测量调整,保证轨道的垂直度偏差控制在“5 mm/轨道全长”之内;

图4 经纬仪垂直度测量方法Figure 4 Perpendicularitymeasurement by theodolite
(3)将水准仪放置在测量点3处并与中心点重合,在B面上取一点并标记,测出相对高度,将此相对高度在D面上进行标记;将经纬仪旋转90°,测量B面的标记点到经纬仪所在面的垂直距离;将经纬仪旋转180°测量经纬仪所在面与D面上标记点的垂直距离,以B面的标记点到经纬仪所在面的垂直距离作为基准来调整D面轨道,两侧轨道的截面的中心线与轧制线垂直并对称,误差控制在“1 mm/轨距”之内;
(4)按照(1)和(2)的方法对C、D面全长轨道的垂直度进行精找正;
(5)对两轨道的四个垂直度和轨距进行复测精调整,保证轨道垂直度小于“5 mm/轨道全长”,轨距精度±3 mm。
4 调整后的效果
小车轨道采用经纬仪进行垂直度测量调整和水平中心距找正后,小车整体水平精度得到很大的提高。小车调整前后水平精度比较见图5。
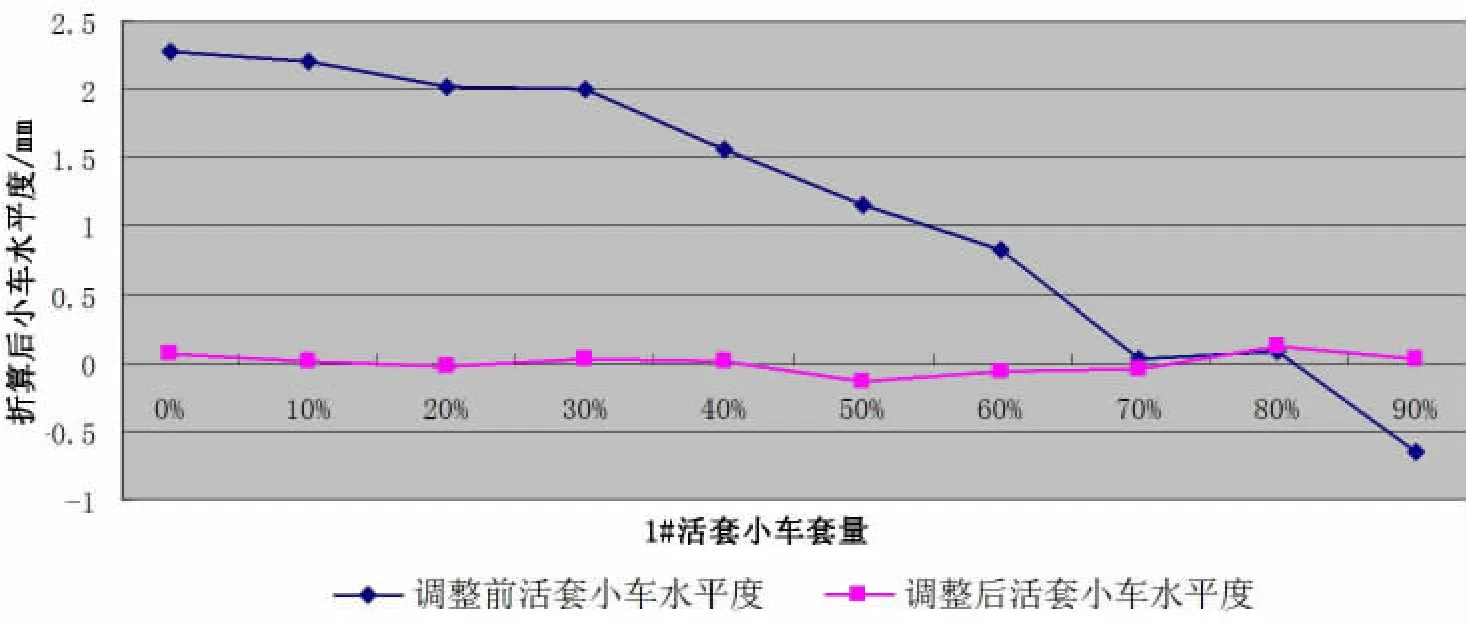
图5 活套小车调整前后水平精度比较Figure 5 Horizontal precision comparison before and after loop carrier adjustment
5 结语
通过采用经纬仪测量方法对活套小车水平精度进行调整,酒钢镀锌线入口活套运行非常平稳,带钢跑偏问题得到彻底解决,生产线速度达到设计值,设备改进效果明显。
编辑 杜 敏
Cause Analysis and Improvement Measure of Loop Strip Steel Deflection
Liu Haijun,W eiM ingxing,Liu Xiaohu
No.1 loop carrier deviation cause of galvanization line for the carbon steel thin plate plant in Jiuquan Steel has been analyzed and improvementmeasure has been established,finally strip steel deviation issue has been solved and the device could operate steadily.
loop;strip steel deflection;improvementmeasure
TG333.7
B
2013—06—14
