新型异形截面铝型材精整机的结构与特点
2014-09-19吴雨兰黄庆学郝建军
吴雨兰 黄庆学 郝建军
(1.太原科技大学机械工程学院,山西030024;2.太原科技大学材料科学与工程学院,山西 030024)
设 计
新型异形截面铝型材精整机的结构与特点
吴雨兰1黄庆学2郝建军1
(1.太原科技大学机械工程学院,山西030024;2.太原科技大学材料科学与工程学院,山西 030024)
主要介绍新型异形截面铝型材精整机的结构特点及组成。
异形截面;精整机;原理;结构特点
常见的异形截面型材主要是异型铝型材,它是轻量化、高速化和现代化的关键材料,主要用作大型车辆的整体外形结构件和重要的受力部件以及大型装饰部件。异型截面铝型材属于高新技术产品,截面尺寸大,形状复杂,对尺寸和形位公差都要求非常高,组织和性能也要求均匀合理,因此加工难度大,对设备的要求较高。本文主要介绍了新研发的异形截面铝型材精整机的结构特点及设备组成,为异型截面铝型材的精整提供了应用参考。
1 结构特点及设备组成
该精整机主要由底座、机架、精整辊系、驱动辊系、压下装置、电气系统等几部分组成,如图1所示。
2 机架和底座
机架的主要作用是支撑驱动辊系和精整辊系,由左机架、右机架以及连接螺母组成。左、右机架采用中空结构,由若干块钢板焊接成一个整体,机架下端采用两块钢板支撑,构成一个梯形结构,提高了机架的刚性与稳定性。底座同样也是由若干块钢板焊接而成的,底座内部被钢板分隔成一个个矩形空间,在保证了整体刚性的前提下,减轻了底座的重量,底座的整体形状也为一梯形结构,结构稳定,刚性好。左、右机架分别通过螺栓与底座相连接,并通过定位槽分别与左右机架进行定位。
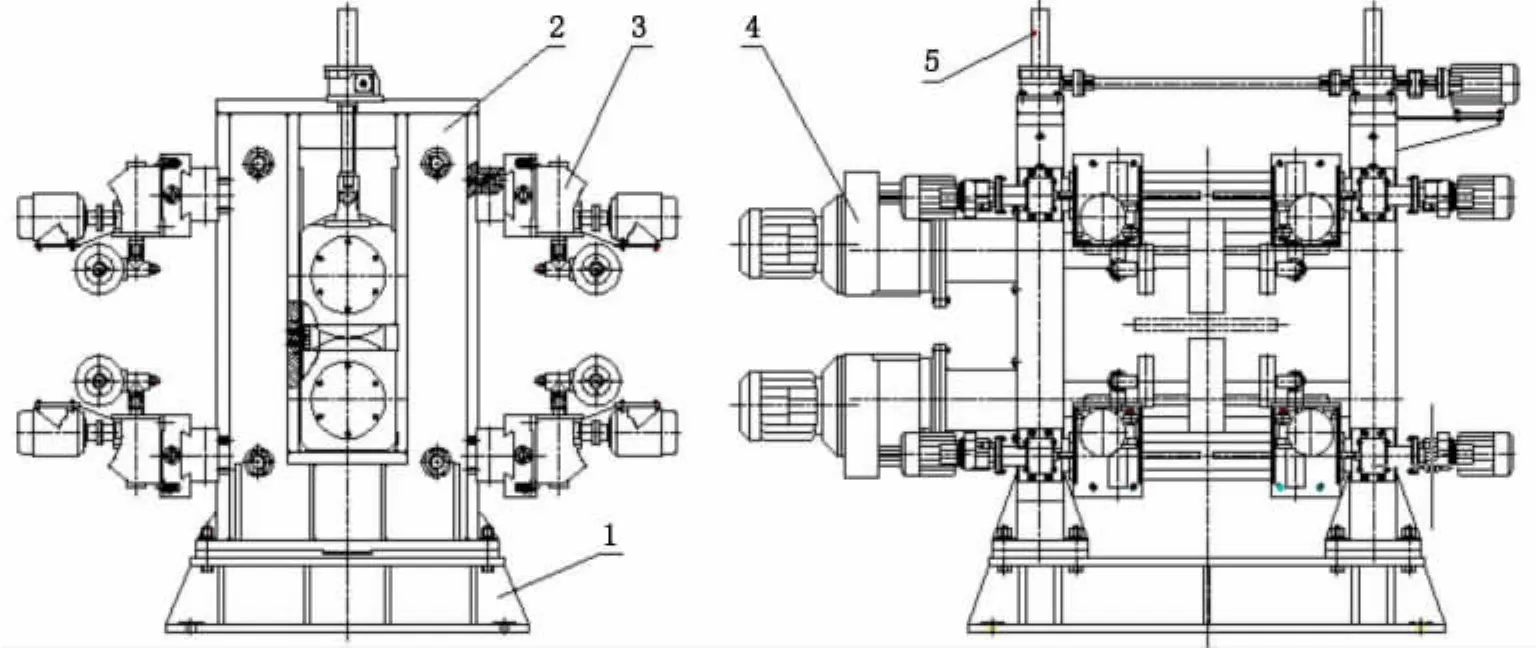
图1 异型截面型材精整机结构示意图Figure 1 Structural diagram of finishingmachine for shaped section profile
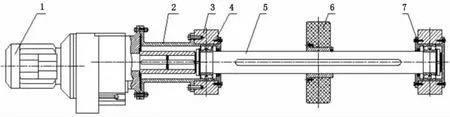
图2 驱动辊装配示意图Figure 2 Schematic sketch of drive roller assembly
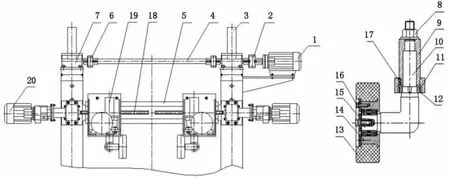
图3 精整辊系及压下装置结构示意图Figure 3 Structural diagram of finishing rolls and screwdown
3 驱动辊系
驱动辊系的功能是驱动异型截面铝型材通过精整机,由上驱动辊装配和下驱动辊装配两部分组成。上驱动辊装配主要是由减速电机、驱动轴、驱动辊、连接座、轴承座、轴承盖、调心滚子轴承等组成的,如图2所示。下驱动辊系的装配和上驱动辊系完全一样。驱动辊工作时,上驱动辊由压下装置带动向下移动,直至压住型材,相同规格的上、下减速电机分别带动上、下驱动辊同步旋转,从而使工件匀速移动。采用调心滚子轴承能够很好的适应轴的弯曲变形。上、下驱动辊均由尼龙材料制成,因此不会在型材表面产生压痕,保证了型材的精整质量。上驱动辊的上下移动能够适应不同厚度型材的精整要求,增大了型材的精整范围,具有很强的实用性和适用性。
4 精整辊系
精整辊安装在机架两侧的四根平行的横梁上,共八个精整辊,其中型材入口侧4个,出口侧4个,呈轴对称分布。每个精整辊不仅可以做上下、左右的位置调整,还可以实现任意倾斜角度的调整,使精整辊组合形式更加灵活,能够满足各种异型截面型材的精整需求,从而大大提高了辊矫设备的适应性和精整效率。由带编码器的变频调速电机带动丝杠螺母副运动,从而实现每个精整辊通过螺旋升降机上的燕尾槽在横梁上的导轨做左右移动,同样由带编码器的变频调速电机通过螺旋升降机实现精整辊的上下移动。每个精整辊通过分度机构分别与其对应的变频调速电机相连接,采用独立的驱动装置确保传动的独立性,并且八个分度机构的结构完全一样。精整辊系及压下装置结构示意图见图3。
分度机构是由一直角弯曲形的外齿轮曲轴和内齿轮套组成,对应的精整辊通过辊轴安装在外齿轮曲轴的辊轴孔内,并用锁紧螺母锁紧;外齿轮曲轴的另一端则与内齿轮套相啮合,并由螺母锁紧,各个分度机构通过内齿轮上端与螺旋升降机相连接。在对异型截面型材进行矫正前,先根据型材的截面形状尺寸和矫正要求对精整辊位置进行调整。首先对精整辊的上下方向的位置进行调整,然后再进行左右方向的位置调整,最后松开锁紧螺母使分度机构中内、外齿轮分离,转动外齿轮曲轴,调整精整辊达到所要求的角度位置后,再使内、外齿轮啮合,并将锁紧螺母锁紧。将精整辊的上下、左右及角度位置调整工作完成后,即可进行矫正生产。
5 压下装置
压下装置主要功能是用来调整型材精整时的压下量,由升降机、联轴器、连接轴、变频调速电机和支座等部分组成,见图3。升降机与上驱动辊的轴承座间用螺栓连接,左右两侧的升降机通过联轴器、连接轴相连接,右侧的升降机通过联轴器与变频调速电机相连。工作时,变频调速电机通过联轴器,将动力传给两侧机架上的升降机,使其在机架上的导轨上下移动,从而实现上驱动辊的上下运动。
6 电气系统
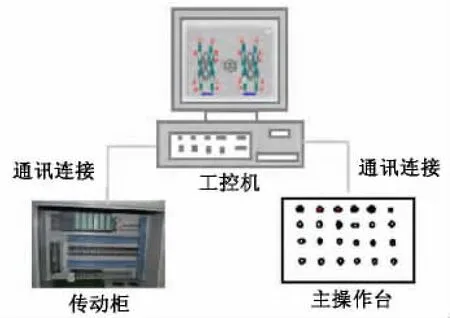
图4 电气控制系统示意图Figure 4 Schematic sketch of electric control system
电气控制系统主要由PLC传动柜、主操作台、工控机组成,见图4。异型材精整机电气控制系统的特点:(1)驱动辊上下主传动、上辊压下、入出口侧左右上下精整辊压下均采用变频调速控制,它们之间与PLC315采用Profibus-DP通讯连接。(2)设置“就地操作台控制”、“远程上位机画面控制”、“远程程序控制”三种控制方式。
7 结论
新型异形截面铝型材精整机与普通的矫直机相比,具有明显的优势。通过分度调整精整辊的位置,可以适应不同截面形状的异型铝材的加工要求,调整与更换都比较方便、经济、高效,能够适应现代社会对异型材的精度要求。同时通过PLC与上位机画面控制,能够准确、有效地实现规定的动作,并能快速检查出故障。
[1]范玉仙.25 MN异型材刚挤压机组设计与开发[J].装备,2012(3):66-70.
[2]任明杰.徐能惠.新型铝材矫正机设备的结构特征[J].中国重型装备,2009(4):4-6.
[3]陶文华.李平.PLC在钢板矫直机控制系统中的应用[J].冶金自动化,2002(3):65-67.
[4] 杨帆.吴敏.基于PLC矫直机的控制系统[J].武汉:武汉化工学院学报,2005(3).
[5]崔甫.矫直原理与矫直机械[M].北京:冶金工业出版社,2002.
编辑 傅冬梅
Structure and Characteristics of New Type Finishing Machine for Shaped Section Al Profile
W u Yulan,Huang Qingxue,Hao Jianjun
Structural characteristics and components for new type finishing machine of shaped section Al profile have been illustrated mainly.
shaped section;finishingmachine;principle;structural characteristic
TG333.4
A
2013—10—15
