一种新型液压式推床在特厚板轧机中的应用
2014-09-19徐学东高晓芳
张 兰 徐学东 沈 亮 高晓芳
(中国第二重型机械集团公司,四川 610052)
一种新型液压式推床在特厚板轧机中的应用
张 兰 徐学东 沈 亮 高晓芳
(中国第二重型机械集团公司,四川 610052)
介绍了一种新型液压式推床的结构,该新型结构改变了原来液压缸和箱体的布置。液压缸的布置由原来的倒置改为了正放,传动装置由原来的一个箱体改为两个。
液压式推床;特厚板轧机;压紧箱;传动箱
推床是辅助轧机正常轧制的重要设备之一,其主要功能是将轧件在相应的辊道上对中,使其顺利导入下一工序。
根据驱动装置的布置情况,推床可以分为两侧驱动和一侧驱动。驱动放在两侧的占地相对较大,优点是产生的对中力大,平衡性好。驱动有液压驱动和电机驱动两种,液压驱动相对于电机驱动的好处是推床在对中和回程的过程中有缓冲作用,并且液压驱动式结构也较紧凑,节省空间,目前大部分轧机设备的推床都采用液压驱动式。本文介绍的是在特厚板轧机中应用的一种新型液压式两侧驱动推床。
1 新型液压式推床的结构、功能和工作原理
文丰4 300 mm特厚板轧机项目中推床的结构为驱动在两侧的液压驱动齿轮齿条式推床,包括液压缸、推杆推头装置、压紧装置和传动装置。推床的开口度由液压缸伸缩、带动推杆来调整,开口度由液压缸位移传感器来检测控制。在传动侧和操作侧各设置有用于极限位置保护的接近开关。
推床的推头安装有可更换的耐磨板。推头和推杆采用焊接结构。推头与推杆的联接采用销联接,方便拆卸和安装。推杆上把合齿条并安装在传动箱上,齿条采用合金钢。传动箱主要是为推床推头提供一个稳定的工作速度的装置。它是由齿轮轴、导向装置和箱体等组成。导向装置是对推杆进行导向并实现推床推头对钢坯进行对中的装置,它由上压辊和侧压辊等组成。推床设备结构及传动示意图见图1。
推床的对中和回程分别由两个布置在辊道两侧的液压缸带动齿条推杆来实现推床的开合。布置在辊道两侧的推床推头采用液压同步的控制方式。布置在辊道同侧的推床推头采用机械同步的控制方式。
以四辊轧机后推床为例,其原始技术参数如下:
型式:液压驱动齿轮齿条式
单侧油缸最大推力:500 kN(单侧)
推板最大前进速度:200 mm/s(单侧)
推板最大回程速度:400 mm/s(单侧)
最大工作开口度:6 200 mm
最小工作开口度:1 100 mm
推床共有以下几种功能:
(1)对中轧制。即将需要进热轧机轧制的板坯以轧制中心线为基准进行对中,以便轧制。
(2)拢轧功能。在轧制时,使推床的开口度比板材的实际宽度大一定数值,即将板材拢住进行轧制,以免轧制过程中板材跑偏。
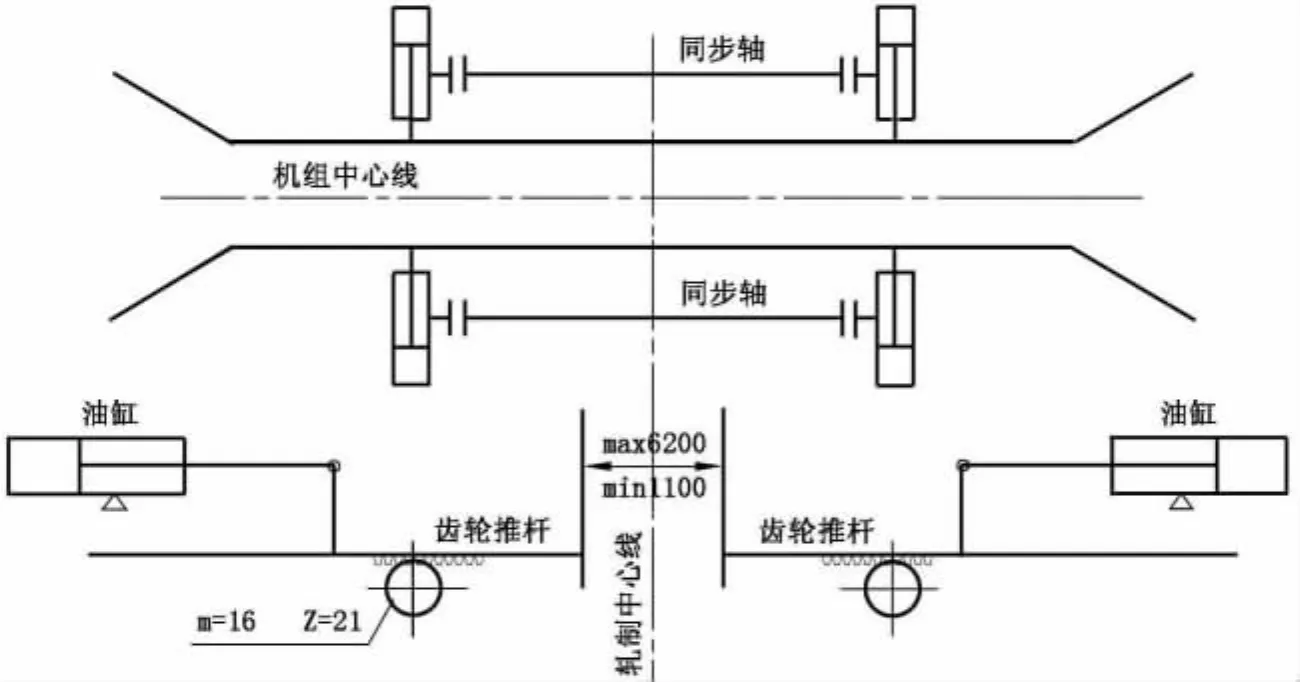
图1 推床设备结构及传动示意图Figure 1 Manipulator structure and driving illustration
(3)测宽功能。当推床将板坯推到中心位置后,推床继续前进,这时液压缸的压力会急剧增加,当管路中的压力传感器检测到压力突变且压力值达到某一定值时,推床开口度最小,此时推床的开口度即为钢板的宽度。
2 新型液压式推床的结构改进
本推床的结构改进包括液压缸布置方式的改进和箱体布置方式的改进。
2.1 液压缸布置方式的改进
相对于某钢厂4 100 mm粗轧机推床的液压缸结构为倒置式,即液压缸有杆腔进油,推头前进,推床实现对中,如图2所示。文丰4 300 mm采用液压缸正置,无杆腔进油,推杆前进推头实现对中,如图1、图3所示。
推板最大前进速度为200 mm/s(单侧),推板最大回程速度为400 mm/s(单侧),二者比值为1∶2。
推板前进时,无杆腔进油,液压缸受力面积为
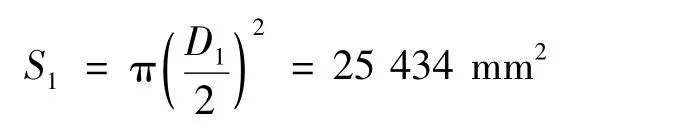
式中 S1——液压缸无杆腔的受力面积;
D1——液压缸的内腔直径,D1=180 mm。推板回程时,有杆腔进油,液压缸受力面积为

式中,S2是液压缸有杆腔的受力面积;D是液压缸活塞杆的直径,D=125 mm。
液压缸无杆腔和有杆腔的受力面积之比S1∶S2≈2∶1。也就是说,推板前进和回程时,液压缸只需提供相同量的液压油即可。如果液压缸采用倒置式,则推板前进和回程时,液压缸供油量约为1∶4。显然液压缸采用正置式更为合理。

液压缸活塞杆在对中钢板过程中受到压力,且液压缸实际工作行程为2 550 mm。根据材料力学中压杆稳定的概念,细长杆件受压时,开始轴线为直线,接着会被压弯产生比较大的变形,甚至可能折断。现对液压缸活塞杆的稳定性进行核算。其临界压力为:

可得 Fcr=4 906.4 kN。
在此推床中液压缸活塞杆受力:

2
此结果为液压缸静载情况下的计算结果,远大于规定的稳定安全系数3~5,即使考虑到冲击载荷,所选液压缸也能满足稳定性要求。
2.2 箱体布置方式的改进
某钢厂4 100 mm粗轧机推床的箱体是采用的单箱体,相应的底座也是一个,结构笨重,导致整个推床的重量达159.6 t。
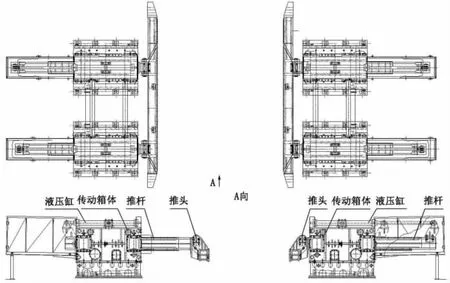
图2 某钢厂4 100 mm粗轧机推床的布置图Figure 1 Distribution of4 100 mm roughingmillmanipulator in one steelmill
文丰4 300 mm推床箱体采用分体式(图3),即箱体分为传动箱和压紧箱两部分,结构变得小巧紧凑,大大减少了整个设备的重量。此外,传动箱和压紧箱分开布置,使推杆支点距离分开,能大大提高推杆的刚性、稳定性。
压紧装置含有箱体、上压辊、侧压辊、下托辊和底座等部件。这些部件起着很好的导向作用,保证推杆前进和回程。
传动装置含有箱体、上压辊、侧压辊、传动轴和底座等部件。传动轴同时起到托辊的作用,同步轴连接推床同侧的传动轴,保证同侧推杆实现同步。
3 结论
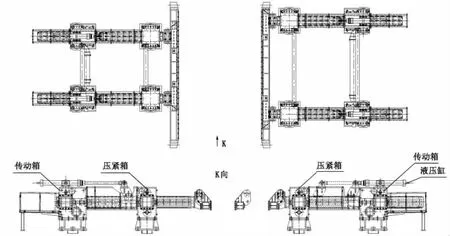
图3 文丰4 300 mm推床的布置图Figure 3 Distribution of the Wenfeng 4 300 mm manipulator
本文介绍的这种新型的推床结构与某钢厂4 100 mm粗轧机的推床相比,结构小巧紧凑,重量减轻了约50 t。这种新型结构改变了原来液压缸的布置和箱体的布置。液压缸由原来的倒置改为了正放,使液压传动更为优化;传动装置由原来的一个箱体改为两个,使推杆的支点分开,增加了其刚性。该新型的推床结构在文丰4 300 mm特厚板轧机项目中取得了很好的应用效果。
[1]文庆明.轧钢机械.北京:化学工业出版社,2011.
[2]人力资源和社会保障部教材办公室组织.轧钢原理.北京:中国劳动社会保障出版社,2010.
[3]包喜荣,陈林.轧钢工艺学.轧钢工艺学,2013.
[4]采里科夫,斯密尔诺夫合著.轧钢设备.北京:中国工业出版社,1962.
编辑 傅冬梅
Application of a New Type Hydraulic Manipulator in Heavy Size Plate Mill
Zhang Lan,Xu Xuedong,Shen Liang,Gao Xiaofang
Structure of a new type hydraulic manipulator has been introduced,tha the distribution of the primary hydraulic cylinder and box was changed,which was the setting position of hydraulic cylinder was turned over from inversion,and the wheel device was changed from one box to two boxes.
hydraulicmanipulator;heavy size platemill;compacting box;wheel box
TG333
A
2013—12—06
