Cr-M o-V钢焊条中Si对焊缝性能和工艺性的影响
2014-09-19刘应虎叶小松管洪亮
刘应虎 叶小松 管洪亮 郑 强
(二重集团(德阳)重型装备股份有限公司,四川 618013)
Cr-M o-V钢焊条中Si对焊缝性能和工艺性的影响
刘应虎 叶小松 管洪亮 郑 强
(二重集团(德阳)重型装备股份有限公司,四川 618013)
为了改善采用焊条电弧焊工艺焊接2.25Cr-1Mo-0.25V钢的熔敷金属的低温冲击性能,特别是-30℃低温冲击性能,以及熔敷金属的步冷回火脆性,同时能够更好地掌握和了解该类焊条的操作特性。文中以CMA-106HD焊条为例,在焊接过程中采用了不同的操作方式对不同批号的焊接材料进行了试验和分析,同时采用该类焊条对不同厚度的该类铬钼钒钢试板进行了焊接工艺评定。通过对焊缝熔敷金属进行化学成分分析和步冷试验,研究了焊缝金属中Si含量的变化对焊缝的低温冲击的影响,同时以此来分析焊条的工艺性。结果表明,对于不同Si含量的焊条,可以采用不同的焊接参数和操作技巧来有效控制熔敷金属中的Si含量,从而提高焊缝金属的综合性能。
CMA-106HD焊条;焊缝;性能;工艺参数
我公司生产含钒钢容器产品时,对主体材料采用的焊接方法主要是焊条电弧焊(SMAW)和埋弧自动焊(SAW)。在焊条电弧焊中,我公司选用了牌号为CMA-106HD的低合金钢焊条。在对该类焊条的焊接评定试验和焊接生产过程中发现熔敷金属Si含量会在一定程度上影响焊条在焊接过程中外观成型的变化,同时还发现其对冲击韧性以及步冷试验结果的影响较为明显。本文针对
同一牌号不同Si含量的焊条进行了评定和试验,分析了不同批次的CMA-106HD焊条的熔敷金属Si含量不同时,其对应的焊缝性能和工艺性能的变化。同时根据生产过程中出现的相关现象,对该类焊条的焊接提出了合理的工艺参数控制以及在操作过程中需要注意的有关事项和要领。其相关理论可以为同类Cr-Mo-V钢焊条的应用和制造提供参考,涉及的操作要领可以为同类焊接材料的焊接提供借鉴。
1 含V钢焊条中Si含量对焊缝性能的影响
硅对焊缝金属组织和性能的影响主要表现在具有较强的强化作用,在一定程度上降低了焊缝金属的冲击韧性而使焊缝金属的脆性增大;如果熔池中的含硅量较高将阻止氢的析出而导致焊缝金属形成气孔[1~3],因而需要合理地控制焊缝金属中的含硅量。
在生产2.25Cr-1Mo-0.25V钢为主体材料的加氢容器时,产品的技术规程通常要求的回火脆性系数涉及X系数和J系数。J=(Si+Mn)(P+Sn)×104≤100(目标值80,式中各元素以百分含量代入),X=(10P+5Sb+4Sn+As) ×10-2≤15×10-6(目标值12,式中各元素以体积分数含量代入)。通常J系数表示母材的回火脆性指标,X系数表示焊缝回火脆性指标,从这两个系数分析得到Si元素和P元素含量对回火脆性有一定的关系。另外根据资料[4],焊缝金属中影响脆化的主要元素是 Sb、P、Sn、As,他们对脆化敏感性的影响顺序是P>Sn>As>Sb。焊缝金属中的合金元素Si、Mn本身不会引起脆化,但会促进P的脆化作用。Si含量在Cr-Mo-V钢中降低,回火脆化量就会直线减少。因此为了降低焊缝回火脆化,需要采用低Si焊接材料,同时P元素含量也需要适当控制。
在对CMA-106HD焊条进行焊接工艺评定试验和入库检验时发现,在其它元素变化范围非常小的情况下,当熔敷金属中Si的含量由高变低时,其焊缝中心-30℃的冲击韧性有一定的改善,而且其回火脆性有较大的改观。表1为四个典型的不同批号的CMA-106HD焊条熔敷金属的化学成分。从表1中可以看到,除了Si元素含量的变化较为明显外,其它元素变化范围非常小。这点也得到了厂家有关资料的证实。表1中涉及的熔敷金属的焊接过程控制和焊接规范参数均相似,焊条直径为4.0 mm,电流170 A ~175 A,电压22 V~24 V,并且取样位置均在焊缝中心。
分析发现,当熔敷金属中Si的含量从0.27调整到0.21时,其熔敷金属-30℃的冲击韧性有明显变化和改善,其冲击值从125 J上升到150 J,3#焊条对应的-30℃冲击值出现了一个低值,而导致冲击功仅为123.7 J,但从趋势上其冲击值应优于1#和2#焊条。当熔敷金属中Si的含量范围在0.20% ~0.21%之间时,其步冷曲线有非常大的改善,步冷前后曲线的变化趋势较为一致,ΔVTr54≈1~4,如图1和图2所示;当焊缝熔敷金属Si含量范围提升到0.26% ~0.27%之间时,其步冷前后曲线之间的距离相对较大,ΔVTr54≈10~13,如图3和图4所示。在试验过程中,热处理过程均采用相同的规范,其焊接接头经最小焊后热处理(Min.PWHT)以及经最小焊后热处理加步冷处理后进行取样试验,最小热处理规范为
从试验中发现,焊缝中Si含量的变化会引起步冷前后曲线的变化。一般Si含量越低,其步冷前后的两条线越容易重合。从ASMEⅧ-2(2004版)附录26表26-400.1中可以看到,对于不同的焊接方法,如SAW和SMAW,其对焊缝化学成分的要求除了Si不同外,对其它的化学成分的要求是相同的,见表2。在进行埋弧自动(SAW)焊接方法的试验时,发现在其它元素变化范围不大的情况下,其步冷曲线和-30℃冲击功也将随着Si元素的变化而发生明显的波动,而且变化规律与SMAW焊接方法中焊缝金属的变化规律类似,同时在试验中发现当Si含量较低时容易出现曲线倒转的情况。

表1 不同批号的CMA-106HD熔敷金属化学成分(质量分数,%)Table 1 Chem ical compositions of different lots of CMA-106HD welding deposited metal(mass fraction,%)

表2 ASM E标准中SMAW和SAW焊接方法焊接2.25Cr-1M o-0.25V钢对焊缝化学成分的要求(质量分数,%)Table 2 Chem ical com position requirements of electrode for 2.25Cr-1M o-0.25V welded by SMAW and SAW in ASME code(mass fraction,%)

图1 3#焊条的焊缝步冷曲线图Figure 1 Weld step-cooling curve of the No.3 electrodes

图2 4#焊条的焊缝步冷曲线图Figure 2 Weld step-cooling curve of the No.4 electrodes
2 加V钢焊条中Si含量对焊缝成型的影响
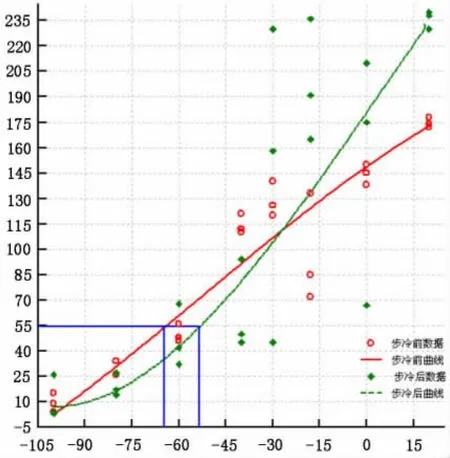
图3 1#焊条的焊缝步冷曲线图Figure 3 Weld step-cooling curve of the No.1 electrodes

图4 2#焊条的焊缝步冷曲线图Figure 4 Weld step-cooling curve of the No.2 electrodes
CMA-106HD耐热钢低氢型焊条属于碱性焊条。在焊接过程中发现,药皮中含Si量高的焊条,焊接熔池的流动性较好,渣的粘度较小,焊接时飞溅较小,焊缝表面成型美观。相反,当采用Si含量较低的焊条时,发现其焊接过程中熔池的粘度较大,焊接时熔渣不容易逸出,熔池中的熔渣不断涌向焊接方向而影响焊接操作人员对熔池的观察,同时其焊接过程中出现的飞溅高于含Si量高的焊条,焊缝表面成型也较差。其原因可能是在碱性焊条中存在一定量的高熔点碱性氧化物,如CaO,另外,为了满足焊条的工艺性,在焊条药皮中加入了一定含量的SiO2,或者有相似作用的Si化合物。资料表明[5],在焊条电弧焊的熔池中,当SiO2与CaO满足CaO/SiO2=1.87时,会形成正硅酸盐(CaO)2·SiO2,此时渣中的Si-O离子主要以小尺寸SiO44-形式存在,熔池渣的粘度较小。对于Si含量低的焊条,其熔池渣系中可能存在一定量的CaO,这些CaO形成以未熔化的固体颗粒,从而增大了渣的流动阻力,使粘度升高而导致焊接过程中不时出现瞬间爆弧的现象,这也是焊条飞溅增大的原因之一。在焊条药皮中加入一定量的SiO2后,CaO与SiO2非常容易形成低熔点硅酸盐(如 CaO·SiO2,熔点 1 540℃)[6],使熔渣粘度下降,从而焊条的工艺性得到了一定的改善。焊条在焊接过程中表现出飞溅小、焊缝成型光滑,但是熔池渣中存在大量Si化合物会导致焊缝金属中Si的含量增加,从而导致焊缝力学性能受到一定的影响。
3 焊接参数对Si含量的影响
在手工电弧焊的条件下焊条药皮及焊芯都将经历一个超高温的过程,熔滴平均温度达2 100~2 200℃ ,熔池温度达1 600~2 000℃。在这样的高温条件下,熔池将发生一系列高温冶金反应,其焊条药皮碱度的组成成分,如硅铁、锰铁以及渣中FeO都将影响熔敷金属中的含硅量[7]。但是在某一种焊条生产工序完成时,其中的各种成分就相对稳定了,这时只能通过焊接参数来实现熔敷金属中Si含量的微弱调整。在焊条使用的过程中,分析焊接工艺参数与Si还原反应的关系,可以发现熔敷金属中的含Si量随着电压的增加和电流的减少而增加。增加焊接电流,降低熔滴过渡频率,氧化反应的时间变短,Si的氧化损失减少,熔池中Si的含量也相应减少;反之,增加电弧电压,氧化反应的时间增长,Si的损失率增加,熔池中含 Si量也相应增大[5]。
因此,若采用常规参数和常规的操作方法获得的熔敷金属中Si的含量较高时,可以采用增加焊接电流和降低焊接电压来减少Si含量。电流可以调整为180 A~190 A,操作中应注意控制电弧长度,易采用短电弧进行焊接来实现低的焊接电压,这样可以减少Si的氧化时间,使药皮中少量的Si氧化到熔敷金属中,从而在一定程度上提高焊缝的冲击韧性。同时由于渣系反应中Si的含量较高,其焊缝的外观成型非常美观,即时使用短电弧进行焊接也不容易出现大的飞溅。在坡口的焊接过程中可以减少坡口边缘的停留时间,因为大的电流可以使坡口边缘较好的熔合,不容易形成咬边。相反,采用常规参数和常规的操作方法获得的熔敷金属中Si的含量较低时,可以采用降低焊接电流和增加焊接电压来增加Si的含量。焊接电流可以调整为(155~160)A,因为电流过大可能会导致焊缝成型差。在操作过程中可以使焊条角度适当变化,以便于推动粘度较大的熔池流动,使熔池不会过多地涌向焊接方向。同时在焊接工件坡口两边时,需要延长停留时间,以使坡口边缘较好地熔合。通常Si含量较低时,其焊条的工艺性相对要差一些,焊缝外观成型效果也要差一些。在试验中发现当Si含量过低时,该焊条的工艺性通常不能较好地满足焊接的要求,这与其它元素的匹配也有一定的关系。
4 关于Si含量的讨论
在ASME标准中,不同的焊接工艺对其焊缝熔敷金属中Si含量的控制也是不同的。而对于相同的母材,笔者认为只要焊条的工艺性能够满足要求,SMAW方法中对Si含量就不应该进行下限值的限制,可以由大于0.20%调整为0.05% ~0.50%。这是ASME标准中采用SAW工艺焊接时对熔敷金属的要求。这样,在使用2.25Cr-1Mo-V钢系列的焊条时,可以不必过多考虑熔敷金属对Si下限值的要求。在实际生产过程中,当某批焊条药皮中含Si量较低时,只要综合性能满足要求,在产品的焊接过程中就不需要通过一些特殊手段来控制Si含量必须大于0.20%。
5 结论
(1)在采用CMA-106H焊条焊接工件时,在其它成分相对稳定的情况下,当熔敷金属中Si的含量较低时,其-30℃冲击韧性值较高。Si含量在0.20% ~0.22%时,焊条的步冷数据优于Si含量在0.26% ~0.27%时的焊条的步冷数据,但工艺性要差一些;
(2)通过对不同批号的2.25Cr-1Mo-0.25V钢焊条的试验,笔者认为在不影响焊条综合性能的前提下,其熔敷金属中 Si的含量可以低于ASME标准中对Si的要求值0.20%;
(3)焊接参数对熔敷金属中Si的含量有一定的影响。对于不同批号的焊条可以采用不同的焊接工艺参数来调节熔敷金属中Si的含量,从而在一定程度上改善熔敷金属的性能。
[1]Evans G .M.Effects of silicon on themicrostructure and properties of C-Mn all weld metal deposits[J].Metal Construction,1986(7):P438,P444.
[2]Hannerz N.E.The influence of silicon on themechanical properties and the weldability of mild and high tensile structural steels[C].IIW Doc.-11:P69- P80.
[3]И..帕豪德涅著.焊缝中的气体[M].北京:机械工业出版社,1977.256.
[4]张幼德.Cr-Mo钢的焊接性和回火脆性分析.化工设备与管道,2002.5.
[5] 张文钺主编.焊接冶金学(基本原理).天津大学.机械工业出版社,1997(10):12,29.
[6]董若瑾编.冶金原理.北京:机械工业出版社,1980.
[7]熊征,陈德斌,桂赤斌.碱性焊条中硅的过渡行为研究.武汉:海军工程大学.
编辑 杜 敏
Effect of Si Element in Cr-Mo-V Electrodes on Weld Characteristics and Process Properties
Liu Yinghu,Ye Xiaosong,Guan Hongliang,Zheng Qiang
Aiming to improve low temperature impact performance of electrode depositedmetal forwelding 2.25Cr-1Mo-0.25V by SMAW and specify -30℃ low temperature impact performance as well as step-cooling temper brittleness of deposited metal and meanwhile master operational property of the electrode,taking CMA-106HD electrode as example,test and analysis have been conducted on several lots ofweldingmaterial by various of operationalmanners in the process of welding,furthermore welding procedure has been qualified regarding to the same Cr-Mo-V sheet specimen of various thicknesses by applying these electrodes.Through chemical composition analysis and step-cooling testof weld deposited metal,influence of Si content varying in weld on weld low temperature impact has been researched in order to analyze electrode performance.The result showed that Si content in depositedmetal could be controlled by applying specialwelding parameter and operationalmethod for electrodes of Si content differentia to improve integrated properties ofweld metal.
CMA-106HD welding electrode;weld;performance;technical parameter
TG422.1;TG444+.1
A
2013—11—15
刘应虎(1974—),男,高级工程师,工程硕士,主要从事焊接试验和焊接工艺评定工作。