启发式算法的装配线的平衡改善应用
2014-09-14唐海波王正兰
唐海波, 吴 斌, 王正兰
(上海电机学院 商学院, 上海 201306)
启发式算法的装配线的平衡改善应用
唐海波, 吴 斌, 王正兰
(上海电机学院 商学院, 上海 201306)
装配线是普遍存在的一种制造系统,装配线的均衡与否直接关系到生产体系的生产率。通过对某空调主控制板装配线工序的时间研究,利用动作经济原则、“5W1H”的方法对生产线进行优化改善,制定一个合理的操作方法和标准作业时间,采用启发式算法原理对装配线的平衡计算,达到劳动强度的降低和运行时间最小化,提高生产线的均衡率,从而能适应产品消费市场的变化。
生产线平衡; 启发式算法; 工序节拍
随着时代的发展,制造业成为产品生产的主体,其中生产线是生产产品的主要方式,企业希望通过调整生产线,最大限度地挖据现有生产线的效率,缩小节拍;同时,制定一个合理的操作方法和标准作业时间,通过生产线的平衡改善,最终提高生产力,以满足产能和低成本的要求。
装配作为产品生产链的最后环节,具有工作专业化程度高以及按照一定节拍生产的特征,是企业关注其生产效率的主要地方,其中装配线的平衡是重点,已经有多种方法应用在装配线的平衡上,例如多目标决策算法[1]、遗传算法[2-3]等算法[4-8],取得了较好的效果[9-10]。
由于生产线装配平衡与其要装配的产品密切相关[10-14];因此,采用空调主控板装配线作为研究对象,先对该装配线工序的时间研究,对生产线进行优化改善,制定出合理的操作方法和标准作业时间,用启发式算法原理对装配线的平衡计算[15],以达到提高生产线的均衡率,从而能适应产品消费市场的变化。
1 问题的提出
由于人们生活水平的提高,空调逐渐成为日常生活的必需品,面对空调产品需求的增长,作为空调的主要控制部件空调主控板理所当然地成为生产的关键,此外,空调的品种繁多,与之对应的主控板的型号也较多,从而增加了装配线的复杂性与平衡的难度,如何提高企业对市场变化的反应能力,在需要的时候,按需生产,就需要重视装配线的平衡问题。平衡装配线不仅要求最大限度减少劳动力和其他设备资源地浪费,也要求各装配节拍达到一致,这样才能保持装配线连续流动地均衡,获取期望输出。
正是在这种需求背景之下,本文选择了一家专门经营空调主控板的电子元器件企业进行产品的生产线平衡研究。根据空调市场的销售特点,其空调产品及主控板组成也有相似的特点,通过找出影响生产能力各因素之间的关系,来确定影响装配线不均衡的主要因素,明确后重新对生产线进行均衡;以改变工作节拍,调整人员配置,达到降低成本的目的。
该公司的主控板装配线是手工装配流水线,是一个由多个呈直线排列的装配工作站和相应的操作者组成,每个工作站上有一个或多个装配工完成规定的一部分装配任务。流水线传动装置是以一定速率转移,工人跟着半成品在流水线上移动,只有部分单一操作是坐着完成的。同时,对移动各站的装配时间也必须满足一定的时序要求。装配的生产过程主要工作是零部件的检查、安装、固定等基本操作,要求是在各操作站容量确定的情况下,生产线上员工根据产品的流动方向时间上按一定速度完成正常的操作。
该公司主要采取手动操作的方式将其他生产部门所加工的零件进行组装封箱,通过实地操作发现,该公司的装配生产线存在着以下问题: ① 生产线平衡失调;② 作业不规范,工序等待时间长;③ 作业条件不稳定。
针对以上问题,本文将采用理论与实践相结合的方法,对空调控制电路板组装线进行分析研究,期望在实现标准化的同时采用启发式算法原理进行平衡计算及改善,以提高现场管理水平、企业的装配效率。
2 求解装配线平衡问题的方法
启发式算法(Heuristic Algorithm)的提出是相对于最优化算法,最优算法是要求得问题的每个实例的最优解,而启发式算法是给出可行解。对日益复杂的系统来说,启发式算法拥有相当大的优势。启发式算法实质是一个采用直观或经验构造出来的算法,在计算时间和空间可接受的范围内给出待解决问题的每一个实例的一个可行解的算法。
启发式算法原理是试图在合理时间内通过一次计算提供一个或者全部目标的答案。算法通常能发现较理想的解,但不一定能得到问题的最优解;也不能保证不得到较坏的解;同时,无法保证算法每次能以同样的速度去求解。在某些特殊情况下,启发式算法有可能会得出很差的结果或计算效率极低,然而造成那些特殊情况的数据组合,也许永远不会在现实世界出现。因此,现实中启发式算法常用来解决问题。由于现实中的求解问题往往是复杂问题,而启发式算法恰恰在处理这些问题的时候可以在合理时间内得到满意的答案。所以,启发算法得到了广泛的应用,主要分为2类: ① 通用启发式策略称为元启发式算法;② 超启发式算法的算法类型。随着启发式算法研究的深入,例如遗传算法[2]、DNA算法[3]等启发式方法在生产线平衡问题中常被采用,并显示出良好的效果。遗传算法存在算法较为复杂、用于计算的附加成本高等缺点。
本文根据生产线平衡问题的特点,结合启发式算法原理,给出基于启发式算法原理的装配线平衡算法流程图,见图1。

图1 算法流程图Fig.1 Flowchart of the algorithm
3 装配线平衡计算及实施
3.1基础数据
该公司某系列主控板装配线在没有进行平衡前的标准产能是7.5万台/a,最大日产300台,流水线按单线双班生产布置,班产150台,每班工作8h,生产节拍是192s/台。
主控板装配线虽然是多品种装配线。但同系列的不同机种,除了颜色和品种名不同外,主控板的组成结构还是一样的。其主要部件有: 白色固定板、束线、小基板、散热片、基线座、扎带、绕线、防炎板、大基板、延缓线、插线、接线座、SWP板、热敏线、FG线、贴纸、螺丝,使用的工具主要是电动螺丝刀。原装配流程及装配人数如表1所示,生产工序及作业时间通过实际工作研究测量得出。
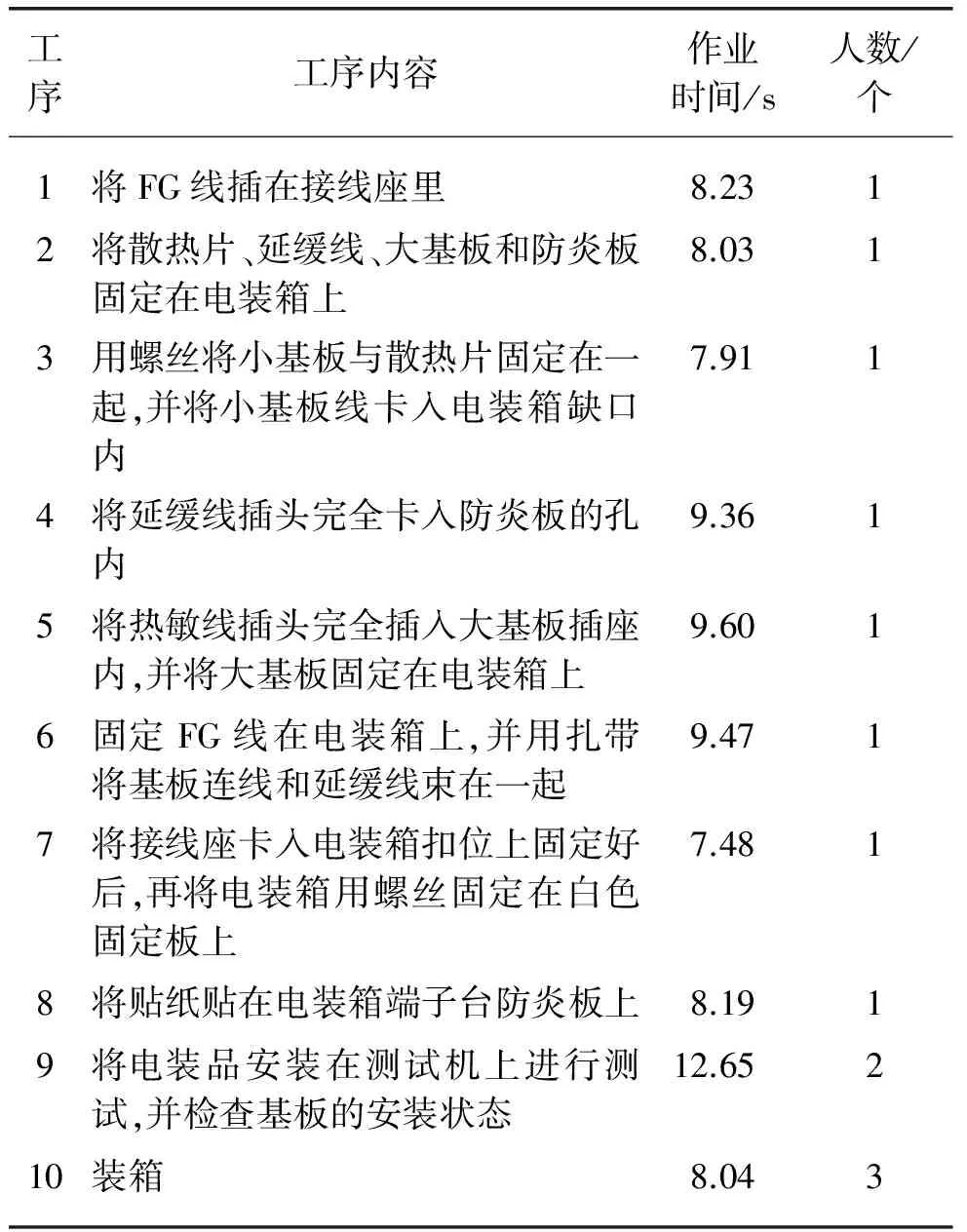
表1 工序操作表Tab.1 Operation sequence
3.2装配线平衡优化
根据现场作业工序数设定为10步,作业时间的宽放系数为1.5,CT调整规则为增加或减少0.1s。由表1可知,t>CT的作业为工序4、5、6和9,用启发式算法原理,平衡计算流程并对原有工序进行优化处理,通过算法流程的运作,形成的具体优化措施如下:
(1) 减少作业内容,将现行方案中的检查基板、插线、贴纸、束线、螺丝固定状态以及测量插线长度都放在前期固定阶段之后或放在测试工位之前专门增加一个工位进行检查。
(2) 增加一个工位,专门在测试之前检查电装成品的板、插线、贴纸、束线、螺丝固定状态和插线长度;再将电装成品固定于测试机进行测试器基板的状态。
(3) 简化重排4、5、6工位,将固定FG线放在4工位上,并将书束扎带的工序内容放在工位5上,这样整个装配线还是10个工位,不需要再为之前新增的一个工位安排新的工作场地,也减少了类似工序多占用工作场地的浪费,减少物料的搬运和堆积,一次性做完类似工作,减少重复操作。
通过以上具体的优化措施,经过具体实施后,再进行工序的工作研究,测得的相应数据达到了算法流程的要求,具体数据如表2所示。
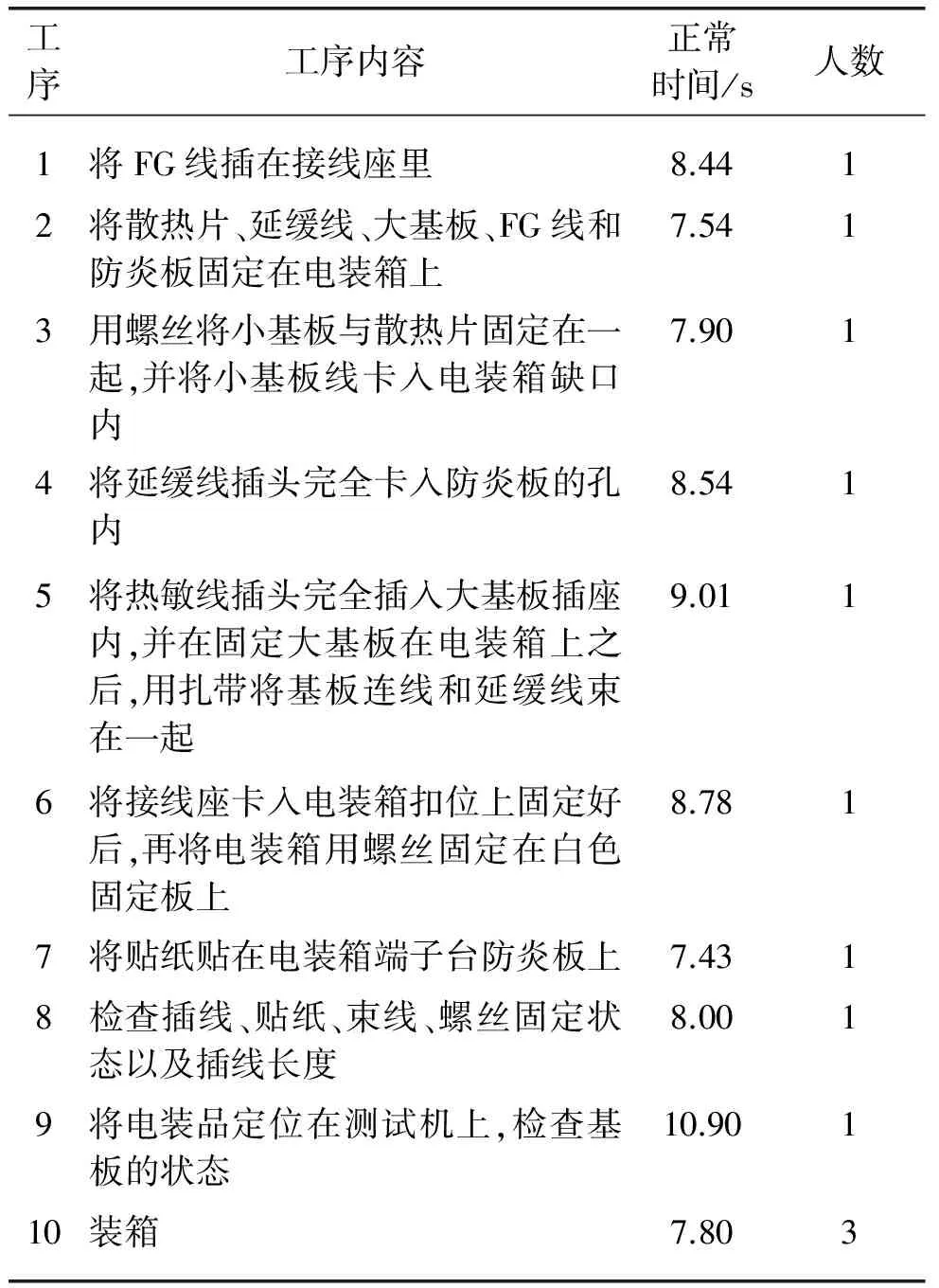
表2 优化后的工序操作表Tab.2 Optimized operation sequence
3.3平衡率计算
(1) 计算班产能(每班8h)
N=装配工作时间/节拍
没有标准化之前的节拍是192s/台,N=150台。
标准化之后的节拍是180s/台,N=160台。
(2) 计算装配线的平衡率
生产线平衡率=总的工序时间/人或机器数×CT×100%
式中,CT为节拍;Ti为各工序号为i的工序的作业时间;P为生产线平衡率。
装配线平衡优化之前,
P=(9.46+9.23+9.10+10.76+11.04+
10.89+8.60+9.42+14.55+9.25)/
(10×14.55)×100%=
102.30/(10×14.55)×100%=70%
失衡率d=1-P=1-70%=30%。
装配线平衡优化之后,
P=(9.71+8.67+9.09+9.82+10.36+
10.10+8.54+9.20+12.54+8.97)/
(10×12.54)×100%=
96.99/(10×12.54)×100%=77%
失衡率d=1-P=23%。
3.4优化实施后结果对比
经过启发式算法原理的装配线平衡优化后,生产产能得到提升,生产节拍降低,平衡率得到提升,相对应的失衡率下降了,从而很好地提高生产效率。
装配线平衡改善后,标准时间比之前缩短了 6min,作业人员数量较之前减少了1人,但工位数没有改变,在降低产线生产节拍的同时,不仅降低了工人数量,也提高了班产量。具体效果如表3所示。

表3 优化对比表Tab.3 Optimization comparison
4 结 语
通过运用启发式算法原理对某生产空调主控板装配线的平衡展开研究,归纳了其现行生产方案的情况,并对存在的问题、不足展开了分析和计算,依据相关理论知识,提出了优化改善方案。通过方案的实施,得到满意的结果。本研究对流水线的改进,不仅可促使公司提高生产效率,还能为公司在不断竞争取得一定优势。
[1] Jolai F,Jahangohai R M,Vazifeh A.Multi-criteria decision making for assembly line balancing[J].Journal of Intelligent Manufacturing,2009(20): 113-121.
[2] 宋华明,韩玉启.基于遗传算法的U型生产线平衡[J].系统工程学报,2002,17(5): 424-429.
[3] 何洋林,叶春明,马明.装配生产线平衡问题DNA遗传算法研究[J].机械设计与制造,2008(3): 68-70.
[4] 孙建华,高广章,蒋志强.生产线平衡的手段与方法研究[J].成组技术与生产现代化,2004,21(4): 34-36.
[5] Ozcan U,Toklu B.A new hybrid improvement heuristic approach to simple straight and U-type assembly line balancing problems[J].Journal of Intel-ligent Manufacturing,2009,20(1): 123-136.
[6] 王淦.G公司罐式集装箱组装生产线生产优化研究[D].南京: 南京理工大学,2011.
[7] 郭伏,张国君.应用SIMOGRAMS方法解决装配生产线瓶颈[J].工业工程与管理,2006(6): 107-113.
[8] 宋小双.基于IE理论的LY公司生产线平衡改善研究[D].成都: 西南交通大学,2012.
[9] 张宁,程馨.工作研究在国内外的发展与应用现状[J].聊城大学学报: 自然科学版,2005(3): 90-92.
[10] 王秋芳.流水生产线平衡模型及算法的设计[J].武汉钢铁学院学报,1992,15(1): 86-91.
[11] 陈维余.DYC公司总装生产线平衡问题研究[D].济南: 山东大学,2012.
[12] 朱岩,姜涛.小型液压挖掘机装配生产线平衡的精益改造[J].建筑机械,2013(3): 48-53.
[13] 马锡洪.重汽商用车公司装配线的平衡研究[D].济南: 山东大学,2008.
[14] 兰秀菊,陈勇,汤洪涛.SMT生产线平衡的持续改善方析[J].工业工程与管理,2006(2): 109-111.
[15] 朱振杰.机械产品装配线平衡问题优化研究[D].济南: 山东大学,2010.
Balance Improvement of Assembly Lines Based on Heuristic Algorithm
TANGHaibo,WUBin,WANGZhenglan
(School of Business, Shanghai Dianji University, Shanghai 201306, China)
An assembly line is a common manufacturing system. Whether an assembly line is balanced is directly related to productivity. By a time study of the assembly line process, a production line is optimized using the motion economy principle and a 5W1H approach. A rational method of operation and standard operating time are developed. Heuristic principles are then used to balance the assembly line. In practical applications, a conditioned main control panel is produced on the assembly line to achieve lower labor intensity, minimize the run-time, and improve equilibrium rate of the production line. It can adapt to changes in the consumer products market.
line balance; heuristic algorithm; process the beat
2014 - 08 - 26
教育部人文社会科学研究青年基金项目资助(10YJC630274);上海市教育委员会科研创新项目资助(13YS124);上海电机学院重点学科资助(13XKJC02);上海电机学院科研项目资助(13C422)
唐海波(1976- ),男,副教授,博士,主要研究方向为工业工程、生产调度、智能算法优化, E-mail: chthb@163.com
2095 - 0020(2014)05 -0306 - 05
F 406.2
A
