铁路货车专用拉铆销的研制
2014-09-13赵祥云
刘 宇,伏 凯,赵祥云
(眉山南车紧固件科技有限公司,四川 眉山 620010)
0 引言
铁路货车基础制动装置是铁路货车的重要组成部分,是铁路货车安全运行的重要保证。在铁路货车基础制动装置既有质量问题中,有很大部分是连接失效问题,由于连接失效造成基础制动装置脱落、丢失等故障,严重威胁铁路货车的行车安全。
拉铆销是利用拉铆技术与圆销结构相结合的方式实现铰接连接功能的一种新型连接件,在研制过程中需要对拉铆销结构尺寸进行设计,并保证各项力学性能符合技术要求。本文以DMXP20-40-T12为例,采用有限元分析方法对安装使用过程中金属塑性成形的应力、应变、行程载荷等各项力学性能进行分析计算情况,并对产品结构尺寸进行优化,经计算表面拉铆销各项力学性能符合技术要求,可以开展样件试制试验工作。
1 拉铆销的有限元分析
1.1 有限元模型构建及参数设定
图1为拉铆销、垫圈和套环及铆接器枪头和卡爪的FEM 图,铆接时铆接器枪头轴向相对运动并挤压套环变形,套环被挤压到拉铆销的环型槽中形成连接,拉脱时拉脱板轴向相对运动并对拉铆销头部和垫圈施力,迫使套环从拉铆销环形槽中脱出,由于在铆接过程和拉脱过程中套环和拉铆销环槽受到较大的变形和应力,因此对其采取局部细化网格提高模拟精度[1,2]。
在拉铆销有限元过程中采用剪切摩擦模型,冷挤压摩擦系数取0.08。铆接器和拉脱板移动速度分别设置为10mm/s,最小网格为0.05~0.07mm,单步设置为0.02mm。
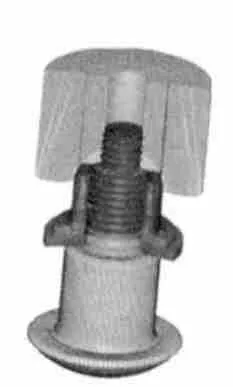
图1 有限元分析图Fig.1 FEA analysis
1.2 有限元分析结果
(1)铆接过程有限分析。图2 中为三种不同型号拉铆销铆接过程行程—载荷曲线图,可以看出随着铆接器载荷的增加,套环逐渐变形,铆接过程行程与载荷呈近似线形关系,到铆接距离为11.3mm时,铆接力达到最大值38.2kN,最终需要的铆接力小于短尾保证载荷,因此短尾部分结构强度可以承受铆接过程力学性能要求,设计合理。拉铆销的最大等效应力为982MPa,出现在环槽的顶部;套环的最等效应力为763MPa,出现在与拉铆销环形槽接触处,如图3所示。
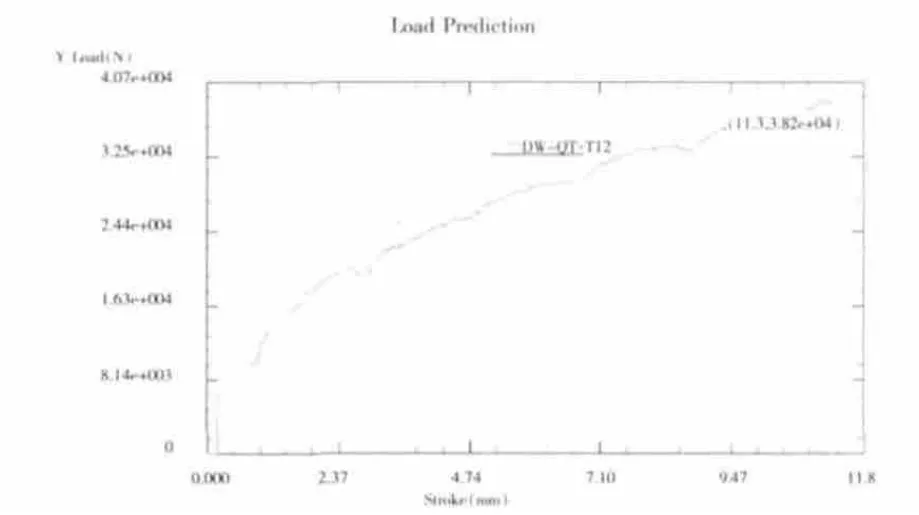
图2 铆接过程行程—载荷曲线Fig.2 Stroke-load curve of analysis during riveting
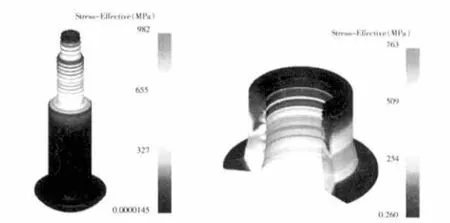
图3 铆钉和套环应力分布云图Fig.3 Stress analysis for the pin&collar
(2)拉脱过程有限分析。拉铆销拉脱为套环的法兰面受到向外的轴向力时,沿着拉铆销轴向方向使套环与销分离的过程。在拉脱过程中,已挤压到拉铆销环槽内的金属产生破坏变形。通过有限元分析可以得出,套环(或拉铆销)在轴向发生位移为1.17mm时,拉脱力达到最大,其值为92.1kN,如图4所示。整个拉脱过程中,铆钉的最大等效应力为1100MPa,套环最大的等效应力为837MPa, 如图5所示。
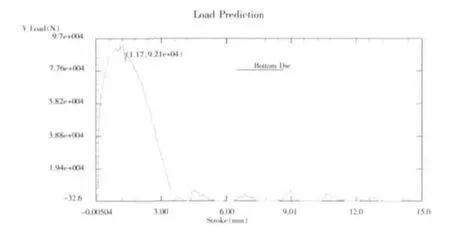
图4 拉脱过程行程—载荷曲线Fig.4 Stroke-load curve of analysis during breaking
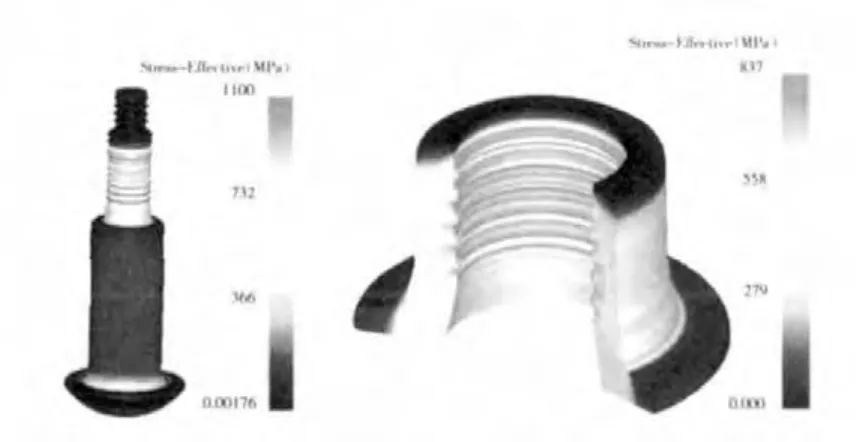
图5 铆钉和套环拉脱应力云图Fig.5 Stress clouds of the pin&collar during breaking
2 拉铆销的加工工艺
铆钉坯料成型可选用热锻成型或冷镦成型。热锻成型:一般的锻压设备可以满足要求,一次性投入小,但需要进行加热,配件有氧化、脱碳,操作人员作业环境差等缺点;而冷镦成型采用自动方式供给盘料,包括切断在内的各个成形工序全是自动化的,设备一次性投入大,但由于采用盘圆料,料头损耗少,材料的利用率高,常温条件下进行成型,能改善金属的机械性能,提高产品表面的光洁度和制造精度,冷镦加工具有生产效率高,材料利用率高,提高零件疲劳性能等方面的优异特性[3,4]。
常用的热处理设备有箱式炉、井式炉、可控气氛网带炉等。可控气氛网带炉一次性投入大,但整个热处理过程操作简单,热处理质量容易控制,经发蓝处理后工件出炉及为成品,增大生产效率,生产成本降低,是批量生产拉铆钉的最佳选择。为了增强拉铆钉的耐腐蚀性能,延长使用寿命,拉铆钉需要进行表面处理。常见的拉铆钉表面处理方式主要有发蓝、镀锌钝化、镀镍、多元共渗或达克罗处理等[5]。
2.1 工艺路线
拉铆销工艺路线:原材料→下料→镦锻→滚丝→网带炉热处理→性能检测→探伤→常温发黑→上油→入库。套环路线:原材料→套环镦锻→热处理→表面处理→入库。垫圈工艺路线:原材料→垫片冲压(板材落料)→热处理(含发黑)→性能检测→上油→入库。
2.2 工艺过程
拉铆销和套环的成型是采用镦锻机镦锻成型,拉铆销采用热镦锻成型,套环采用冷镦锻成型。拉铆销制丝滚丝机滚丝。拉铆销热处理为网带式连续热处理炉,有碳势控制气氛保护装置,且表面需要在发黑槽中完成。套环和垫圈热处理装备为热处理炉。拉铆销需要通过磁粉探伤检查是否有裂纹缺陷。
3 拉铆销的试验
3.1 铆接力试验
选择质量合格的拉铆销、套环和垫圈组装好后,与铆接枪筒按照铆接位置安放在微机控制电液伺服万能试验机的压头下;开启试验机,缓慢平稳的对试样施加载荷,直至拉铆销套环完全变形到位,使用载荷—伸长曲线的最高峰值作为拉铆销套环铆接力,图6 是拉铆销铆接试验行程载荷曲线,表1为铆接试验分析数据。
3.2 短尾保证载荷试验
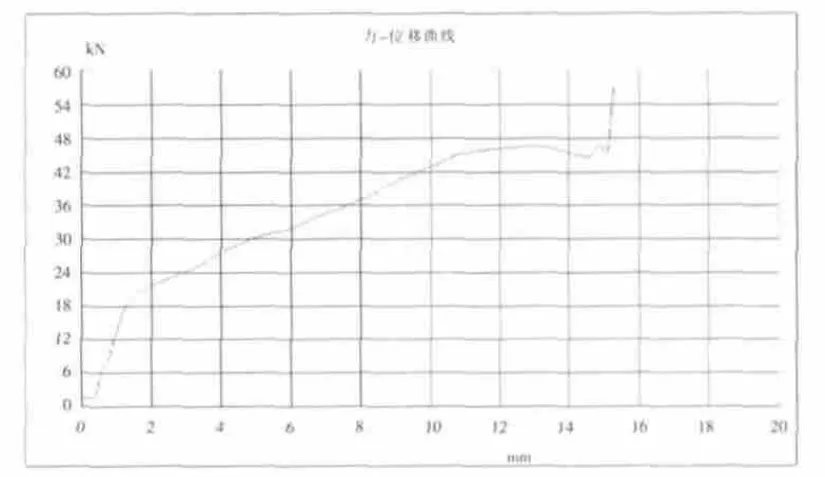
图6 铆接试验-行程载荷曲线Fig.6 Stroke-load curve of testing during riveting

表1 铆接试验分析数据Tab.1 Data analysis of the testing
短尾保证载荷试验是拉铆销尾部短尾结构断裂所需要的最大载荷,选择质量合格的拉铆销在短尾保证载荷工装上安装好后(图7),将工装安放在万能试验机的两个夹头之间,并使工装中心线与试验机夹头中心线对齐并夹紧工装;开启试验机,缓慢平稳的对试样施加载荷,直至拉铆销尾部短尾结构断裂,使用载荷—伸长曲线的最高峰值作为结构失效载荷—短尾保证载荷。图8为拉铆销短尾保证载荷试验行程载荷曲线,表2 是短尾保证载荷试验分析数据。

图7 短尾保证载荷试验夹具图Fig.7 Clamp for proof load test
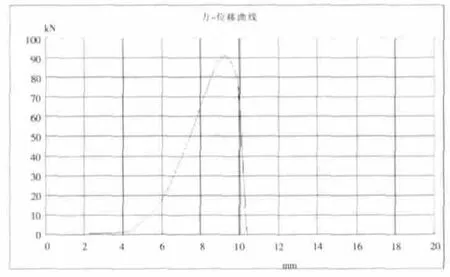
图8 短尾保证载荷试验-行程载荷曲线Fig.8 Stroke-load curve of proof load testing
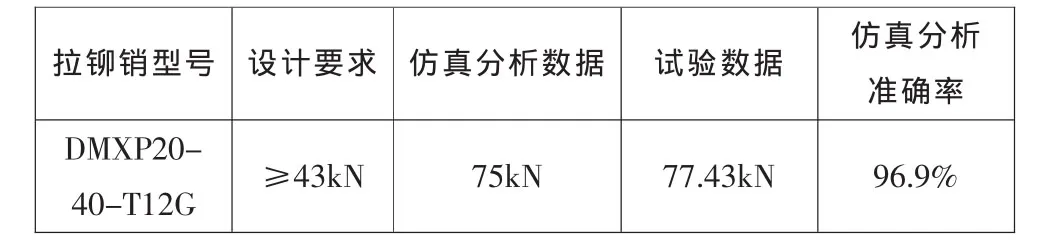
表2 短尾保证载荷试验分析数据Tab.2 Comparison data from proof load test and analysis of bobtail
3.3 拉脱力试验
选择质量合格的拉铆销、垫圈和套环在拉脱工装上铆接(图9)合格后,将工装安放在微机控制电液伺服万能试验机的两个夹头之间,并使工装中心线与试验机夹头中心线对齐并夹紧工装;开启试验机,缓慢平稳的对试样施加载荷,直至拉铆销和套环轴向完全脱离,使用曲线的第一个峰值作为结构失效载荷—拉脱力。最大载荷为拉脱力,图10 是拉铆销铆接后拉脱试验行程载荷曲线,表3 是拉脱试验分析数据。
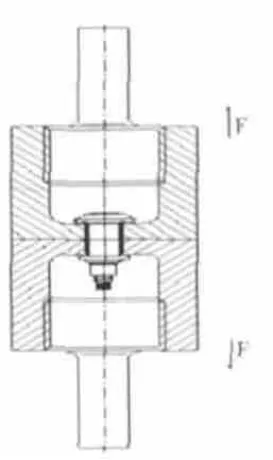
图9 拉脱力试验夹具图Fig.9 Clamp for breaking test
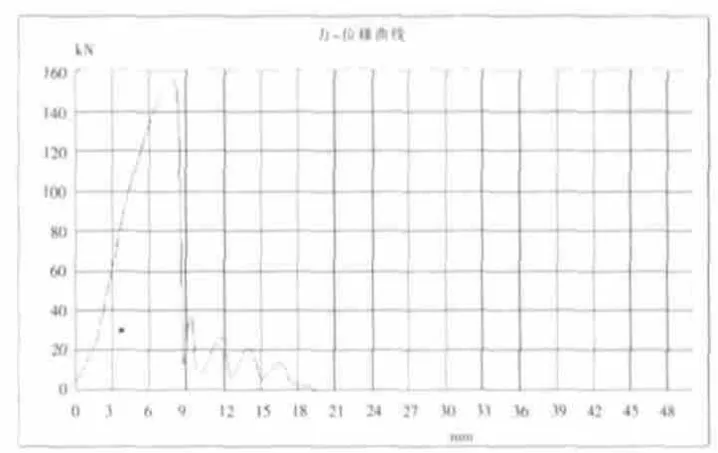
图10 拉脱试验-行程载荷曲线Fig.10 Stroke-load curve of testing during breaking
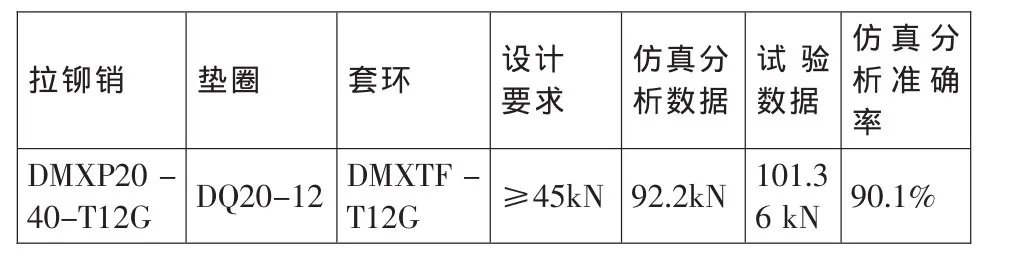
表3 拉脱试验分析数据Tab.3 Comparison data from breaking test and analysis
4 应用
拉铆销主要应用在铁路货车的车体基础制动和转向架基础制动中,车体基础制动装置中制动缸前、后杠杆与闸调器及上拉杆,制动缸后杠杆与制动缸后支点座,闸调器与控制杠杆,手制动拉杆与链蹄环,手制动动滑轮、定滑轮等位置装用拉铆销;转向架基础制动装置中固定杠杆支点与固定杠杆支点座,固定杠杆、游动杠杆与制动梁支柱,固定杠杆、游动杠杆与中(下)拉杆间装用专用拉铆销;柔性支点内的链蹄环间装用专用拉铆销。
公司组织人员先后走访了沈阳、济南、武汉、兰州、西安、成都等铁路局,对装用拉铆销的铁路货车进行追踪调研,通过调研发现拉铆销运用状况良好,无脱落、裂损、折断或丢失现象,有效的解决了铁路货车基础制动装置防脱、防盗问题,并在70t级及以上铁路货车上批量装车运用。
[1]刘建生,陈慧琴,郭晓霞.金属加工[M].冶金上业出版社,2003.
[2]李尚健.金属塑性成形过程模拟[M].机械工业出版社,1999.
[3]崔兆永.铁路货车专用拉铆钉制造工艺与质量控制系统研究[D].山东大学,2009.
[4]杨树森,等.拉铆钉及其在铁路车辆中的应用[J].铁道车辆,2006,12.
[5]American Iron and Steel Institute(1997).1996 Edition of the Specification for the Design of Cold-formed Steel Structural Members,Washington.D.C,USA.