圆形堆料机跳停故障分析及处理
2014-09-10赵陋智
赵陋智
(山西曲沃中条山新型建材公司,曲沃县 043400)
0 前 言
我公司2500t/d水泥生产线,石灰石堆场采用YG450/80型混匀堆取料机来达到生产目的。其堆、取料机即可在应急状态下自身构成一控制系统独立运行,也可在正常状态下与中央控制室DCS系统联网来保障前道和后续工序的连锁控制以保障设备安全运行。
1 概 述
AB公司1200型PLC, 台达公司DOP-A57GSTD型人机界面(触摸屏)HMI,和AB公司ACS500型变频器作为全机主控单元,进行全机各部分的集中控制,协调全机的连续生产过程,同时监控全机的安全运行及故障状态,并做出相应的处理和停机报警。
2 故障现象
2011年8月堆料机在正常运行状态下突然跳停,现场检查变频器无故障报警显示,HMI无故障报警显示,电控柜内电器元件无损坏。现场手动给变频器发出堆料回转电机左、右回转信号,回转电机能正常运行。检查PLC程序无异常。对整个系统断电复位后,由中控再发“驱动”信号,堆料机运行不及一周又跳停,中控室及机上各智能元件均未发出报警信号。
3 分 析
堆料机的核心为AB公司1200型PLC和ACS500型变频器。他们不仅可以完成逻辑操作和控制功能,同时具有参数设置、显示和故障自诊断、参数自整定,以及过载、过流、缺相、接地等保护功能。本系统正常开启过程为:变频器、PLC上电自检,自检通过后PLC待机,待中控发出驱动后进入过程控制。在正常运行状态下系统跳停的原因可能有以下几方面。A:PLC或变频器的故障自诊断系统设置的参数异常。在故障产生时所有的只读参数(ROM)都被保存并显示出来,即使被复位也可从故障存储参数单元中查到。B:HMI出现异常,触摸屏或内部元器件可能损坏。C:外围元器件损坏不能正常工作或外部联锁设备、急停元件故障引起。
4 检 查
从本文第3点看,堆料机能开启且跳停后无故障报警,故障原因A可以排除,重点检查B、C。以备用HMI更换原HMI后,以现场自动形式开机,设备刚刚完全开启运转即跳停,HMI黑屏,小型断路器QM08跳闸,同时发现PLC与HMI之间的通讯电缆微微发热。QM08是24V电源(D2+),专为HMI和输入点(DI)供电。检查稳压电源供电为+24V正常,QM08无损坏,将HMI供电电源线拆除,再合QM08仍无法合上,HMI故障排除。因QM08无法合闸,通讯电缆发热判断由QM08供电的外部检测、控制线路有接地现象。依次拆除由QM08(D2+)供电的外围检测设备电源线,并分别合QM08,当拆下液压油位低检测线DIA103时,QM08合上且不再跳闸。
5 处 理

检查外围线路,发现在35×2.5控制电缆进入回转滑环集电器箱的电缆孔处,因多年摩擦电缆外皮以磨损严重,将电缆拨开发现其中已有几根铜线外漏,将电缆做绝缘处理后,恢复所有接线,QM08正常,HMI正常,再开机系统运行恢复正常状态。
6 体 会
DIA103为PLC的扩展模块1762—IQ16数字输入模块中的一点,其接线图如图1。因这一点为高电平有效。而初始跳停时控制线瞬时轻微接地导致PLC故障停机,随后接地消失DIA103仍是高电平,因而在HMI上查不到故障原因,最后因线路彻底接地而导致QM08跳闸,PLC与HMI通讯电缆发热。
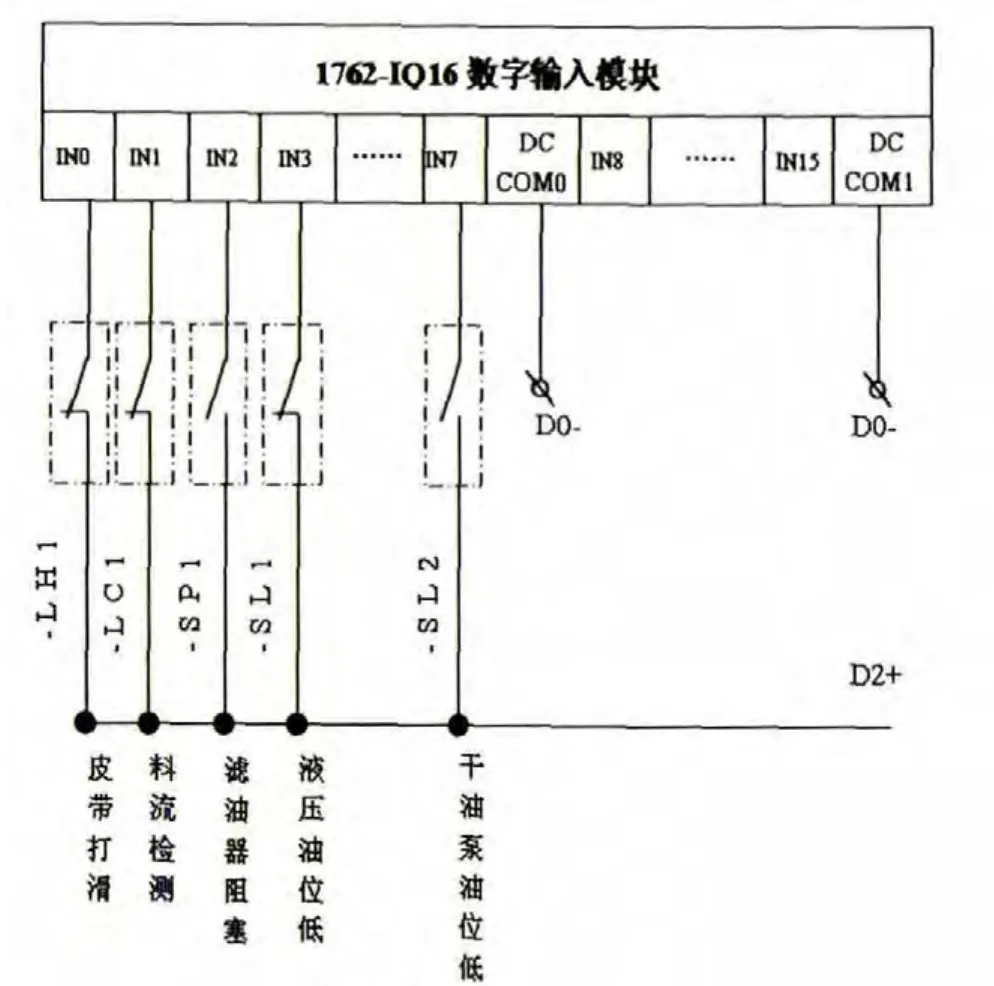
图1 数字输入模块图
现代工控系统中,控制核心PLC, 变频器等都以其可靠的性能得到广泛的应用。在高品质的PLC、变频控制系统中其硬件本身极少发生故障,发生故障的多是外围元件、线路或参数异常的故障。本次检修就是因为故障点隐蔽性过高而让人走了不少弯路,增加了维修时间和难度,这就要求电气工作人员不断积累工作经验,学会多种分析方法,快速判断故障所在,将维修时间缩到最短。
