7200t/d线生料立磨产量低的分析和处理
2014-09-10姚亚琴石云生
姚亚琴 石云生
(1.阳泉冀东水泥有限公司,山西 阳泉;2.冀东发展集团海外事业部,北京)
YQ公司7200t/h水泥生产线于2011年底建成投产,由南京恒海水泥设计院设计。原料磨配置两台,采用冀东发展集团盾石机械公司生产的UM46.4型立磨。调试初期至今磨机运行稳定,台产曾突破330t/h。但近期出现产量降低幅度较大的问题,我们采取针对性的处理措施,最终有了较好的改善。现在就此次产量低的调整做一次小结。
1 磨机特点及主机设备参数
本磨机的主要特点如下:带有耐磨衬板的平磨盘和锥形辊,采用四辊液压式,为便于磨机检修,磨机附有翻出磨辊用的轻便型油压翻辊装置,磨机负荷运转在起动时磨辊能从磨盘上提起,减少了起动转矩。磨机设有保护装置,当辊压超过或低于设定范围极限值时,自动报警并停磨,确保磨机安全运行;磨机液压系统具备自动和手动两种控制功能,可提高操作上的灵活性、可靠性;各磨辊有独立的液压加压装置,每个液压缸配置有蓄能器,保证磨机运转中辊压波动最小,以使磨机运行平稳;风环设计为可调节型,改变风环截面积可以调节风环风速,适应不同物料。主机设备参数见表1,磨机主要技术参数见表2。
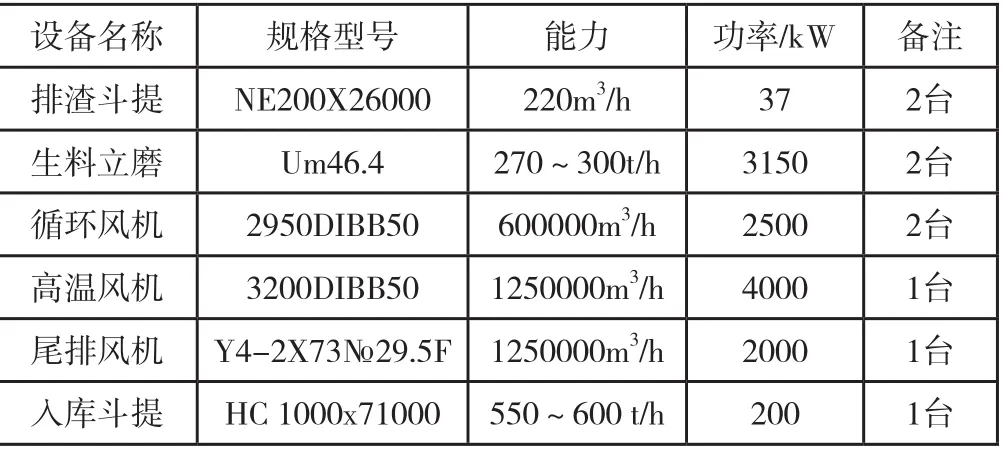
表1 主机设备参数
2 事故现象
最近一段时间,原料磨产量突然下降,均台产270~280t/h。主电机电流波动大,振动频繁,排渣斗提电流高,循环风机电流低,研磨压力由5.8MPa下调至4.9MPa,压差高,磨机震动大,经常控制不住跳停,整个系统突然恶化。如图1所示。事故发生时主要操作参数见表3。
图1 操作趋势曲线图
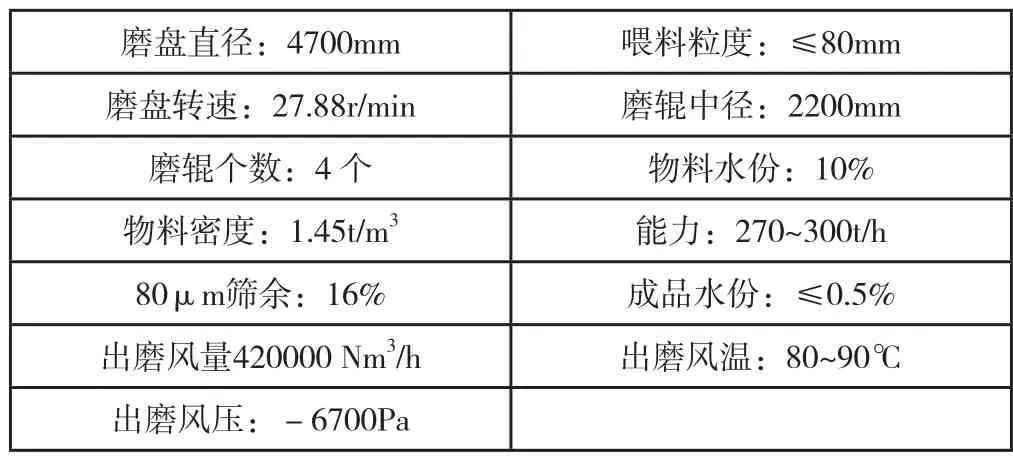
表2 磨机主要技术参数
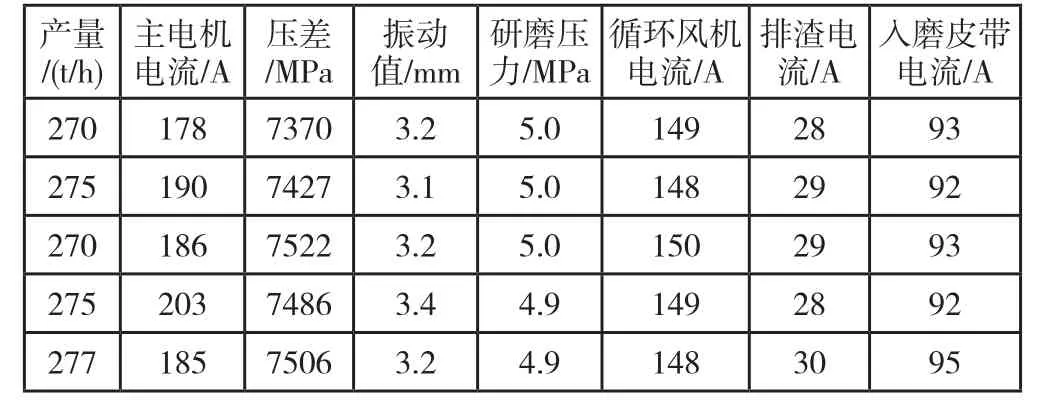
表3 磨机产量降低时生产运行表
3 原因分析
磨机产量低的原因一般有:原料易磨性、设备磨损、操作控制等,结合此次产量低,我们逐一分析:
(1)原料易磨性变差:矿山是自采自用的,石灰石品质较高,CaO含量50%左右,粒度均匀易磨,但由于石灰石取料机减速机温度高,且液压油站油管漏油,一时难以处理,在石灰石配料库料位低的时候,采用临时下料口下料,造成物料波动比较大。另外矿山布料不均匀,最近一段时间面料特别多,从皮带秤下料看面料占50%左右。由于为了降低成本,将原有的钢渣换成铁矿石(细粉状),再加上砂岩和炉渣面料多,在磨内形成的料层不稳定,容易引起磨机的震动。
(2)研磨压力:磨机正常工作压力一般控制为5.8~6.0MPa。在一定范围内研磨压力一般与产量成正比,研磨压力增加,磨机产量增加,但达到某一临界值后,不再变化。设备上因为液压油站的溢流阀动作不灵活,磨机在生产运行中加压频繁,最严重时三分钟一次,保压困难;还因为入磨物料粉状料多,为保证料层的稳定和主电机电流不要过高,研磨压力调至5.0MPa,对磨机产量影响严重。
(3)系统风量:立磨是风扫磨,主要靠气流带动物料循环和输送。风量不足,合格的生料细粉不能及时带出,料层增厚,排渣量增加,设备负荷高,产量降低。由于窑尾用余热发电,跟原料磨共用一个取风点,再加上系统漏风,风速会降低,造成管道积灰。近期窑运转稳定,两台生料磨同时运行,为了配合高温风机的运行,尾排风机拉至满负荷。磨系统的温度和风量明显不足,但不是主要原因。
(4)产品细度:为了保证回转窑的煅烧和熟料质量的稳定,公司规定生料细度控制指标为:80μm筛余≤12%,200μm筛余≤2%。选粉机转速加大,内循环增加。
(5)辊套、盘衬、喷口环、挡料圈磨损严重:由于离心力的作用,大块物料集中在磨盘边缘,在运转过程中,磨辊和磨盘衬板外侧磨损比内侧要大。当磨辊和磨盘衬板外侧形成凹槽后,大大的降低了粉磨效率,导致物料不好粉磨,溢出挡料圈进入喷口环,吐渣量增大。喷口环的主要作用是带动气流旋转上升,带走物料。如果磨损严重,气流紊乱,形不成稳定上升的气流,风速降低,使粒度相对较小的物料不能及时带走,增加磨内循环量,影响磨机产量。
距离上次大修时间有7个月了,最后一次进磨检查,发现磨辊辊衬磨损严重,成“蜂窝状”;喷口环成半月状,问题十分严重。
(6)配比问题:为了保证窑的煅烧,对近期率值进行了调整,石灰石配比明显降低,其他如铁矿石、砂岩、炉渣配比均有提高。生料配料调整见表4。
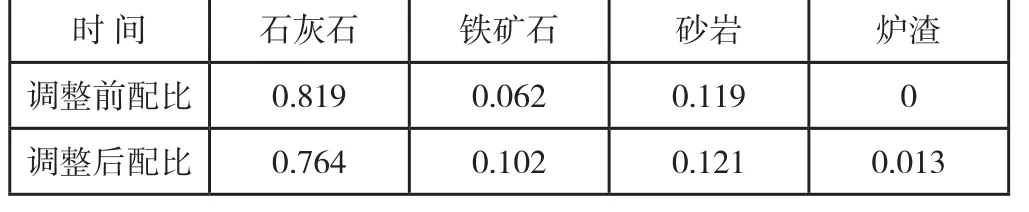
表4 生料配料调整 %
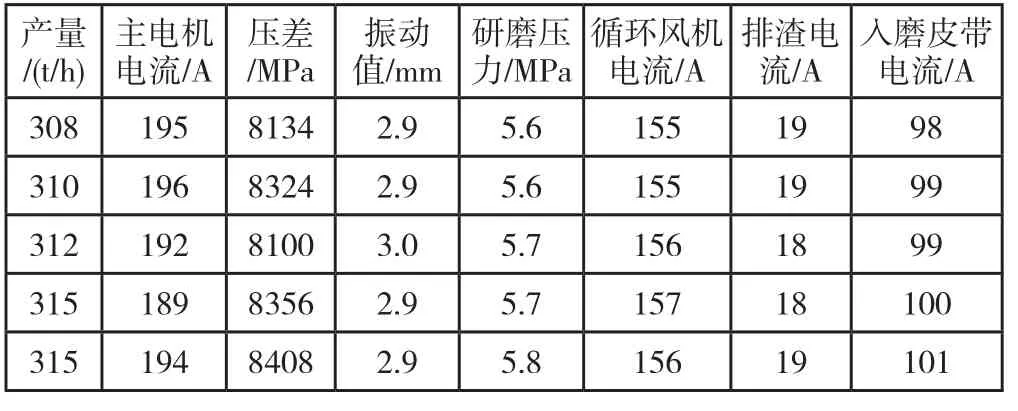
表5 磨机调整后生产报表
4 处理措施
(1)通过协调矿山分厂,对石灰石布料不均进行了改善,减少了面料的波动,并对取料机油管进行补焊,在减速机旁加了轴流风机降温,保证取料机的正常工作。针对铁矿石的粉状料,质检部门在保证配料稳定的情况下将铁矿石和钢渣按照3∶1布料进行使用,大大提高了入磨物料的粒度。
(2) 对于液压油站的溢流阀进行更换,效果明显。加压次数最多一个班加2次到3次,保证了研磨压力的稳定。由于入磨物料粒度的提高,压力也由原来的5.0MPa调整至5.6MPa,产量明显提高。
(3)在系统风量的问题上,对于漏风改造了入磨溜子,排渣翻板阀,补焊下料口,查找漏风点并补漏,对容易积灰的管道进行清灰。
(4)大修中,对于磨损严重的磨辊、磨盘、喷口环整体更换,对挡料圈恢复原状。
5 调整效果
通过对设备和工艺进行调整,磨机产量恢复到理想值,见表5。
