立轴半伞式水轮发电机弹性盘车工艺研究
2014-09-10710032
( , 710032)
在水电站新机组的安装和老机组的检修时,由于存在制造和安装的误差,有可能引起机组轴线不同程度的倾斜。因此水轮发电机组转动部分组装后,轴线和镜板水平经过初步调整,在推力轴承各瓦受力较均匀的条件下,对机组进行盘车,对导轴承、法兰、集电环等处进行测量以检查轴线的倾斜度是否符合要求并予以调整。轴线调整质量的优劣将会直接影响机组的安全稳定运行,而水轮发电机组轴线的测量都是通过对机组盘车来进行的[1~4]。
随着弹性油箱的推广,机组弹性盘车方法得到了应用,由于具体结构差异,弹性盘车方法也有所不同。该方法的特点是机组轴线处于强迫垂直状态,而刚性盘车机组轴线则处于自由状态。鲁地拉电站发电机为法国阿尔斯通(ALSTOM)设计制造,其弹性油箱利用液压连通原理使各推力瓦垂直度、水平度保持在标准范围内,从而减小机组振动、摆度,保证机组安全正常运行。弹性油箱内部结构决定了机组盘车时只能进行弹性盘车。弹性油箱承受着轴向推力负荷,推力瓦由弹性油箱支承,弹性油箱对整个机组转动部件起自平衡调整作用,其调整能力在一定范围内随受力不均匀的增大而增大。弹性油箱对镜板与轴线间不垂直及沿半径方向轴向力起自平衡作用。
1 机组主要参数
鲁地拉水电站装设6台单机容量为360 MW的水轮发电机组。水轮机由东方电机制造供货,采用混流式;发电机为阿尔斯通制造供货,采用立轴半伞式结构。发电机立轴采用三段轴结构,即上端轴、转子中心体、下端轴;机组共设4部轴承,分别为上导轴承、推力轴承、下导轴承及水导轴承。其中,上导轴承采用14块巴氏合金瓦,推力轴承在弹性油箱上采用18块氟塑料瓦,下导轴承采用12块巴氏合金瓦,水导轴承采用20块巴氏合金瓦。
水轮机轴长为4 920 mm,直径为2 100 mm,发电机整个轴系长为10 828 mm;上导至镜板距离为4 421 mm,下导至镜板距离为2 384 mm,水导至镜板距离为9 132 mm,镜板直径为4 125 mm。
2 盘车准备工作
机组盘车前,应调整并固定好定子及下机架;以水轮机上、下迷宫间隙与发电机空气间隙为基准,分别调整机组上导、下导、水导轴位,使上、下迷宫间隙与发电机空气间隙在规范范围内。盘车后,应调整并固定转子、水轮机轴及转轮中心位置。
在机组盘车前,将水导轴承、上导和下导轴承、法兰处、推力头及镜板圆周面清扫干净,检查无高点;旋转部件与固定部件间隙处应无杂物。在上导、下导、法兰及水导轴颈圆周均匀做好8 个盘车点,每个测点必须在同一轴线(同一方位角度)上,测点序号为机组未转动时的序号,各部位测点对应一致。上、下、水导轴承及法兰4处在+ Y 与+X 方位分别架设一块量程为10 mm的百分表,百分表均对准5.00 mm处。
每个导轴承选用4块瓦作为支承,为了使瓦不致与轴抱的太紧,又不能离轴太远,因此瓦与轴之间的间隙最好是0.02~0.05 mm。太紧轴不能自由转动,太松则在转动过程中轴可能会发生径向运动。
除按刚性盘车常规布置外,弹性盘车须在镜板外缘设水平和垂直2个测点。水平测点设在镜板外缘圆周面,垂直测点设置在镜板上平面最大直径处,测量方位须和上下法兰测点相一致。垂直数值反映镜板轴向跳动的值(轴线与镜板为垂直情况下),水平测点是检查盘车过程中镜板有无发生过大的中心位移。
3 盘车工艺
3.1 盘车方式
通常情况下,国内水电站盘车方式主要有人工盘车、机械盘车及电动盘车。人工盘车是指靠人力推动转动部件进行盘车;机械盘车是将盘车架固定在推力头或端轴上,利用人力或桥机、钢丝绳、滑轮等使机组旋转进行盘车;电动盘车分两类,一类是在定子、转子绕组中通直流电,从而驱使机组旋转而盘车;另一类则为电动盘车装置,主要是螺旋轴电动盘车装置,由电动机、联轴器、小齿轮、大齿轮、啮合齿轮、螺旋轴、盘车齿轮、保险销、手柄等组成,啮合齿轮内表面铣有螺旋齿与螺旋轴相啮合,啮合齿轮沿螺旋轴可以左右滑动。
当需要投入盘车时,先拔出保险销,推手柄,手盘电动机联轴器直至啮合齿轮与盘车齿轮全部啮合。当手柄被推至工作位置时,行程开关接点闭合,接通盘车电源,电动机起动至全速后,带动转子转动进行盘车。
鲁地拉电站根据机组实际结构,选择采用阿尔斯通提供的电动盘车装置作为盘车工具。
3.2 盘车方法
鲁地拉电站推力轴承由弹性油箱、推力瓦支撑、推力瓦、推力头、镜板等组成,弹性油箱利用液压连通原理,具有自调均衡性能,各瓦之间的不均匀负荷通过油压平衡,运行时各瓦之间的不均匀负荷由弹性油箱均衡,以使各瓦受力均匀;推力轴承总负荷约为2 324 t,其结构见图1。取决于推力轴承的结构,鲁地拉电站盘车采用的是弹性盘车方法,即抱两道瓦进行另一导轴承的盘车方法。
(1) 水导轴承的盘车。对称抱紧4 块上、下导瓦, 将导瓦的间隙控制在0.02 mm左右,对导瓦面涂洁净透平油。利用高压油顶起油泵将转子顶起至制动器上,在推力瓦面涂好干净猪油或专用盘车油;落下转子,开始盘车。为保证读数的准确,先空转一圈,到第二圈时记录下上导、下导、水导及推力轴承镜板处每个测点的数据,每个测点记录数据时应分点停位,每个测点数据记录完成后,再启动盘车装置进行下一测点的记录。

图1 推力轴承结构示意
以鲁地拉电站5号机组为例,抱上导、下导轴承进行水导盘车的各部位测点百分表读数见表1。
(2) 上导轴承的盘车。对称抱紧4 块水导、下导瓦, 将导瓦的间隙控制在0.02 mm左右,方法同上。抱水导、下导轴承进行上导盘车的各部位测点百分表读数见表2。

表1 水导盘车时摆度记录值(第1次) 0.01 mm
4 数据分析及调整
通过对表1中数据的分析,可以得出水导全摆度为:φ1-5=8.5,φ2-6=9,φ3-7=2,φ4-8=-4,净摆度φdb1-5=7.5,φdb2-6=9,φdb3-7=3,φdb4-8=-4,轴线的倾斜量J是净摆度的一半,即:J=1/2φdb。由计算可知,水导处的轴倾斜小于0.02 mm/m的规范要求。表2中的数据分析结果表明,上导全摆度为:φ1-5=1,φ2-6=13,φ3-7=21,φ4-8=7,净摆度φab1-5=1,φab2-6=13,φab3-7=20,φab4-8=6,J最大值为0.023 mm/m,大于0.02 mm/m的规范要求,且在3-7处,大值在3点。
根据上述计算分析结果,上导处轴线不满足要求,需要对转子及推力头连接处进行加垫处理,加垫厚度Δ=Dφab /2L。式中D为镜板直径,L为下导轴承至上导轴承距离,根据计算,Δ=0.06 mm,加垫位置为3点。
加垫完成后,再次分别对上导及水导进行盘车,盘车数据见表3和表4。同时,为保证测量数据的准确性,在每次读取测点数据时,对镜板水平进行测量。

表2 上导盘车时摆度记录值(第1次) 0.01 mm
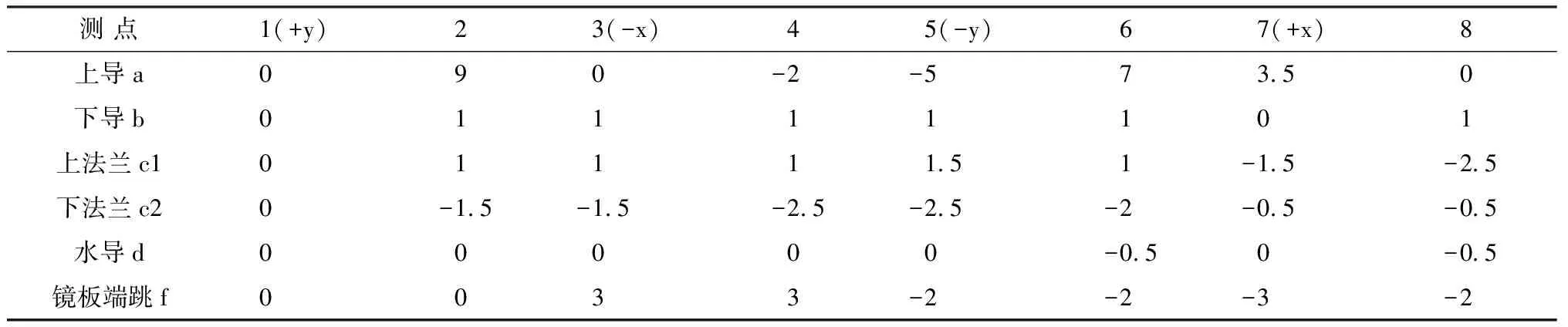
表3 上导盘车时摆度记录值(第2次) 0.01 mm

表4 水导盘车时摆度记录值(第2次) 0.01 mm
上述数据计算结果表明,上导相对摆度为0.011 3 mm/m,水导相对摆度为0.005 5 mm/m,镜板跳动最大为0.06 mm,均满足设计规范要求。
此外,在盘车过程中需要注意的是,实际盘车的结果+X、+Y的数据可能会存在一定误差,但计算得出的全摆度、净摆度在方向上应该相同,尤其是最大值的方向应该相同。如果两边的数据互相矛盾,倾斜的方向都不一致,就无法判定轴线的实际情况,更无从着手进行调整了。造成这种现象的常见原因如下。
(1) 推力轴瓦或镜板水平度不符合要求或受力不均匀,这是指盘车中的实际情况。盘车过程中多次顶起再放下转子,有可能破坏了事先对推力轴瓦的调整精度;转子的偏重也可能会引起推力轴瓦的水平度和受力情况发生变化,尤其是在反复受力及放松以后更容易表现出来。
(2) 推力头与镜板的连接不良。盘车过程中为了加垫调整,会多次拆、装镜板和推力头。按要求,每次都必须用无水酒精清洗干净并用白布擦拭后,再按原有位置组装,而且必须正确地拧紧所有的连接螺栓。操作中稍有不慎就会造成连接不良,以及镜板工作面不能组装到位,这些将使轴线倾斜而引起人为误差,两排百分表的测量就会不吻合。
5 结 语
对机组主轴轴线的测量,是为了检查主轴轴线与镜板摩擦面、法兰组合面与主轴轴线的不垂直度,通过对有关组合面进行处理,可使各部摆度符合规定。根据盘车摆度数据计算轴线的偏心量,以进行导轴瓦的间隙调整,可以确保各部轴瓦温升均匀。
机组盘车是机组安装后期最重要的一项工作,机组大修以后也必须经过盘车。机组轴线的好坏可以综合反应安装工程的质量,更会直接影响到机组今后的运行。鲁地拉电站的弹性盘车方式易于现场操作,数据真实有效,更能有效地检验机组轴线,可为目前大型立轴半伞式机组的弹性盘车提供有益的借鉴和指导。
参考文献:
[1] 刘 云. 水轮发电机故障处理与检修[M].北京:中国水利水电出版社,2002.
[2] 刘文清.最新水利水电机电安装工程施工工艺与技术标准实用手册[M].合肥:安徽文化音像出版社,2006.
[3] 杨 云.水轮发电机组盘车数据分析中的信息分离[J].人民长江,2003,34(10).
[4] GB/T8564-2003.水轮发电机组安装技术规范[S].