关于光学表面微观轮廓粗糙度标准的探讨
2014-09-08李小芸李剑白
李小芸,李剑白,齐 豪,杨 勇
(1.江西省科学院,330029,南昌;2.江西连胜实验装备有限公司,334409,江西,弋阳)
关于光学表面微观轮廓粗糙度标准的探讨
李小芸1,李剑白1,齐 豪2,杨 勇2
(1.江西省科学院,330029,南昌;2.江西连胜实验装备有限公司,334409,江西,弋阳)
讨论提出了光学超光滑表面微观轮廓纳米及亚纳米计量标准问题,指出,现有的GB/T 1031-2009粗糙度数值标准不能满足光学表面微观轮廓的纳米及亚纳米计量要求。为此,建议制订新的专用的光学表面粗糙度标准,以适应现代光学快速发展的需求。
超光滑光学表面;亚纳米;表面粗糙度;计量标准
0 引言
光学表面加工质量包括表面疵病和表面微观轮廓粗糙度两部分。其中表面微观轮廓粗糙度的检测标准和检测方法以前一直使用的是机械加工的表面粗糙度标准和相关的测试方法。我国相关的国标为GB/T1031-2009。光学行业仍然是沿用这个表面粗糙度及其数值系列标准和相关的检测方法。就是说光学行业并没有与一般机械加工的表面微观轮廓粗糙度标准及检测方法区别开来。这种情况的合理性值得探讨。
在现代光学高速发展的今天,超光滑光学表面、高质量的超光滑光学表面应用越来越广泛[1],沿用一般机械加工的表面粗糙度国标作为超光滑光学表面的质量标准已显得越来越不适应,应该有所改进,有所发展[2]。
1 超光滑光学表面微观轮廓粗糙度测试结果的例证
以作者做过的一个软X射线超光滑光学表面微观轮廓测试为例[3-5]。该样品表面微观轮廓粗糙度测试结果如图1、图2及表1。未镀膜的超光滑光学表面样品,其表面微观轮廓算术平均偏差Ra=0.000 239 μm,均方偏差Rq=0.000 319 μm。这些数值都超过GB/T1031-2009表面粗糙度标准中轮廓算术平均偏差规定的最高数值Ra=0.012 μm将近2个数量级。用这个国标来计量软X射线光学系统元件等超光滑光学表面的微观轮廓粗糙度显然是不合适的。
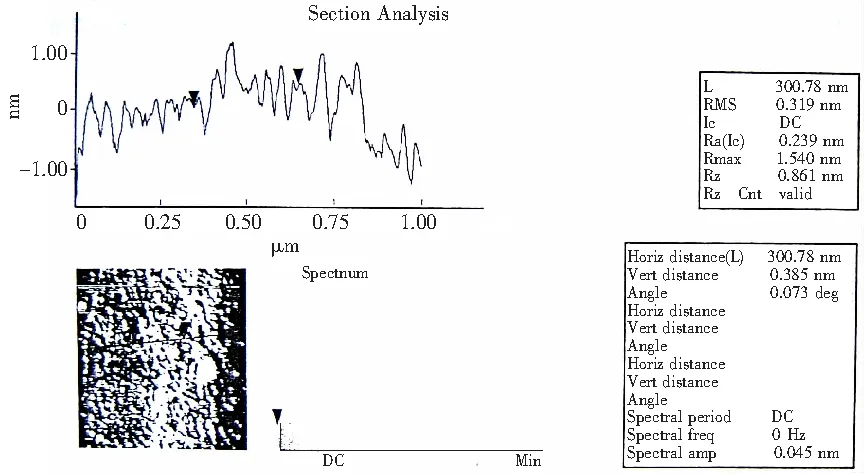
图1 光学超光滑硅片表面微观轮廓图

图2 超光滑硅片镀膜表面的微观轮廓图
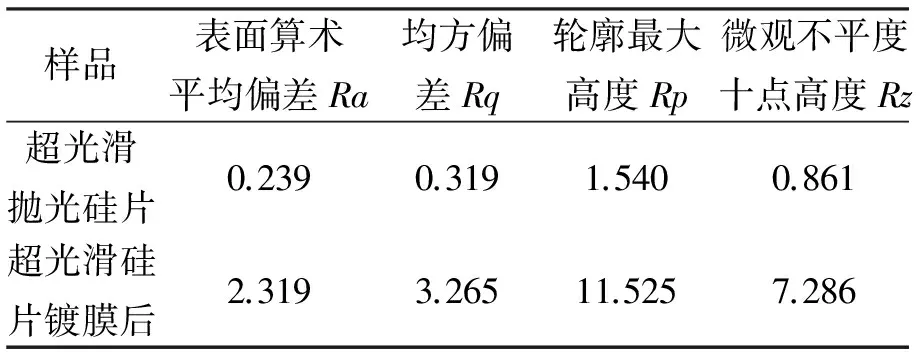
表1 光学超光滑表面微观轮廓参数/nm
为此,笔者提出关于光学表面微观轮廓粗糙度标准及检测方法等相关问题的一些意见和建议如下。
2 关于光学表面微观轮廓粗糙度标准及检测方法的一些建议
1)关于制订新标准及其名称。为了兼顾ISO10110与现有的GB/T1031-2009的标准规定,建议制订一个光学行业专用的新标准,并采用《光学表面微观轮廓粗糙度参数及其数值》名称。由中国光学学会光学测试专委会牵头起草。
2)建议增加表面微观轮廓均方偏差Rq作为粗糙度指标,与现行的算术平均偏差Ra可同等选用。其数值标准可以与Ra使用同一系列,即标准Ra和Rq同等有效,其优选的数值系列也相同。而表面微观轮廓的功率谱PSD指标可暂不列入选用。
3)建议制订的新标准扩大Ra和Rq的选用数值范围,如提高2个量级,即最高达到0.000 12 μm,或按文献[2]中提出的利用纳米单位。
4)关于测试取样长度问题。在ISO10110中明确定义:表面微观轮廓(surface texture)是光学表面轮廓的一个总体结构特性,并假定表面任何一区域结构特性与数值是类似于同表面所有其他区域[6]。这一假定使得测量表面的一部分就可以代表表面的其他部分。因此,光学表面微观轮廓粗糙度测量中采用多大的采样面积和多长的采样长度应该没有什么区别。即新制定的光学表面粗糙度测量标准应该与取样长度无关。因为光学表面的微观轮廓任何一部分都可以代表表面总体结构特性。
5)目前测量光学表面微观轮廓粗糙度方法中精度较高的有两类,一是基于干涉原理,如双光束相位干涉仪等;另一类是基于表面原子吸附作用原理的,如原子力显微镜等。前者,采样面积和采样长度都比较大,但横向分辨率相对较低;后者的采样面积和采样长度都较小,但横向分辨率却很高。两类仪器和方法都可以用于超光滑光学表面微观轮廓粗糙度测量。但由于后者横向分辨率高,在检测发现纳米、亚纳米表面微缺陷方面具有其独特的优势[3]。
3 结束语
现代光学高速发展,推动超光滑光学表面加工检测和应用快速发展,目前沿用的表面微观轮廓粗糙度标准已大大落后实际设计、加工和检测的需要。为此,作者提出光学表面微观轮廓粗糙度标准改进、发展的一些新观念、新探讨,以及纳米、亚纳米级光学表面检测方法优缺点的比较,以引起光学测试的同行们对此方面研究探讨的重视。
[1] 高宏刚,曹健林,陈星旦.浮法抛光亚纳米级光滑表面[J].光学学报,1996,15(6):824-825.
[2]李剑白,殷爱菡,赵安庆,等.光学表面纳米计量及其纳米量级粗糙度计量标准的研究[C].全国计量测试学术大会论文集,1998:294-299.
[3]李剑白,李达成,李小芸,等.原子力显微镜测试光学超光滑表面轮廓的研究[J].光学学报,2000,20(11):1533-1537.
[4]Li J B,Xiao S R,Li X Y,etal.Evaluating optical and supersmooth surface using AFM in optical manufacturing technology[J].Proceedings of SPIE,CODE,2000,7(30):59-64.
[5]李剑白,殷爱菡,李小芸,等.应用激光光杠杆式原子力显微镜研究光学及超光滑表面微轮廓[J].江西科学,2000,18(3):135-139.
[6]ISO10110,Optics and Optical Instruments-Preparation of drawings for optical elements and systems:Part 8[S].1997.
OnMeasureStandardandTestingMethodforRoughnessofSurfaceTextureofOpticalElements
LI Xiaoyun1,LI Jianbai1,QI Hao2,YANG Yong2
(1.Jiangxi Academy of Science,330029,Nanchang,PRC;2.Jiangxi Liansheng Experiment Technical Assembly Co.Ltd.,334409,Yiyang,Jiangxi,PRC)
The measure standard on roughness of surface texture of optical elements for nanometer and subnanometer-grade is presented in the paper.It is indicated requiment for surface texture of optical elements on nano-and subnanometer grade no using surface roughness standard GB/T 1031-2009.It is suggested,formulating a professional standard for optical surface roughness is required adapting to needs for rapidly development of modern optics.
supersmooth surface of optical elements;subnanometer;surface roughness;measure standard
2014-06-28;
2014-08-11
李小芸(1973-),女,本科,主要从事图书馆情报及光电研究工作。
10.13990/j.issn1001-3679.2014.05.026
O436
A
1001-3679(2014)05-0697-03