橡胶密炼机的节能技术
2014-09-07李汉堂编译
李汉堂 编译
(曙光橡胶工业研究设计院, 广西 桂林 541004)
0 前 言
目前在轮胎配合技术方面的环境保护活动如火如荼。这些活动包括了以节省燃料消耗为目的,在轮胎配方中填充材料由炭黑向白炭黑转变;在生产中以减轻地球负荷为目的而采用非石油资源材料等。
加工这些胶料的装置是由神户制钢所生产的间歇密炼机“MIXTRON®BB密炼机”。从发明本伯里密炼机至今已经90多年了,该公司通过改变转子的形状和开发各种部件,并反复改进,取得了多项实际成果。
密炼机的运行部分有混炼胶料的转子、投料口、排料口以及将胶料压入混炼室的上顶栓。密炼机的能量几乎都是消耗于转子和上顶栓的驱动。通常,转子位于减速机的中间,由大型电动机驱动。近年来,随着混炼对象的增多,多半采用可变速的直流反相电动机。这种电动机的电力消耗主要取决于转子的形状。因此,文中介绍了可降低电力消耗的节能型转子——4WN转子。
过去采用大口径气缸作为上顶栓的驱动动力源,现在神户制钢所开发出了十分节能的油压式上顶栓,大多数日本和国外的轮胎生产企业和橡胶制品生产企业都采用了这种油压式上顶栓。油压式上顶栓除了具有初始设备简单,可与原有气动式上顶栓互换等优点外,还具有其它不少优点。
1 节能型转子——4WN转子
决定混炼性能的主要因素是转子的形状。为了提高生产效率,研发人员将双棱转子(2WS)改为四棱转子(4WS转子)。以进一步提高胶料的均匀性、混炼性和生产效率为目标,又成功开发出了4WH转子(图1a)和6WI转子(图1b)。4WH转子的长棱与短棱的比例也颇有特性,其混炼均匀性比4WS转子更好。被称为VCMT(不同辊距混炼技术)的6WI,具有S、M、L(S:小;M:中;L:大)3种齿顶间隙(棱端与密炼室壁的间隙),实现了快速混炼胶料和较高的生产效率。4WH、6WI转子作为神户制钢所的标准转子,在轮胎生产企业和橡胶工业制品生产企业的生产线上进行了加工质量和生产效率等混炼性能的评价,获得了一片赞誉。
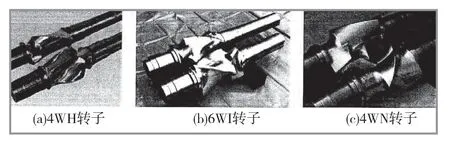
图1 4WH转子、6WI转子和4WN转子
作为节能型转子的4WN转子(图1c)具有如下特征:可提高胶料的均匀性,以较少的能量消耗便可获得同等质量的胶料,混炼中的温度上升速率较低。
4WH转子和6WI转子的凸棱展开图和胶料流动状态见图2所示;4WN转子的凸棱展开图和胶料流动状态见图3所示。4WN转子是由2个长凸棱和2个短凸棱构成的四棱转子。其凸棱配置具有如下特征:
(1)长凸棱和短凸棱的配置
原有的4WH和6WI转子的长凸棱和短凸棱分别是以平行的方式,从同一端面配置的,而4WN转子的长凸棱和短凸棱不是平行配置的,而是从不同的端面配置的。
(2)螺旋角
在4WN的2条长凸棱中,有1条长凸棱(第二长凸棱)的螺旋角,比原有转子的凸棱螺旋角大得多(见图3)。
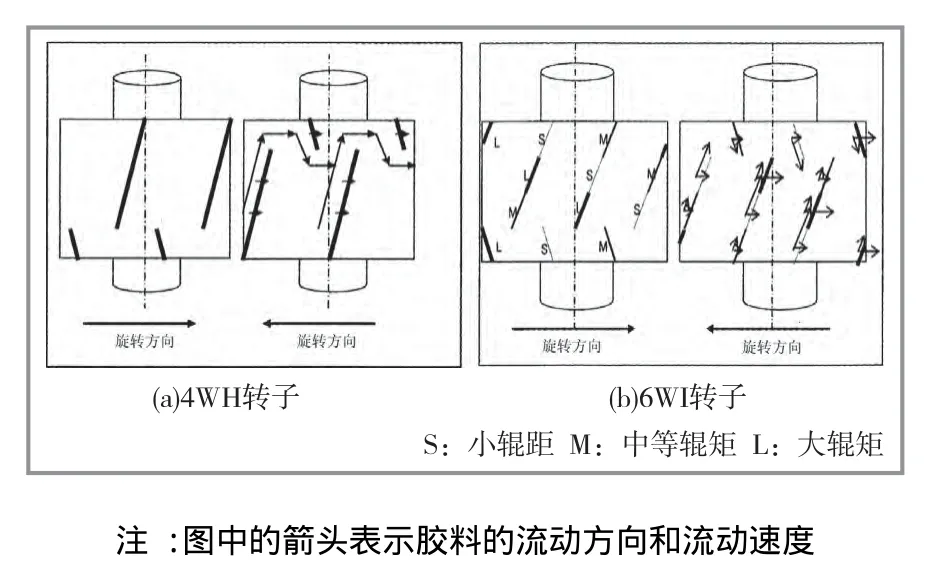
图2 4WH转子和6WI转子的凸棱展开图和胶料流动状态
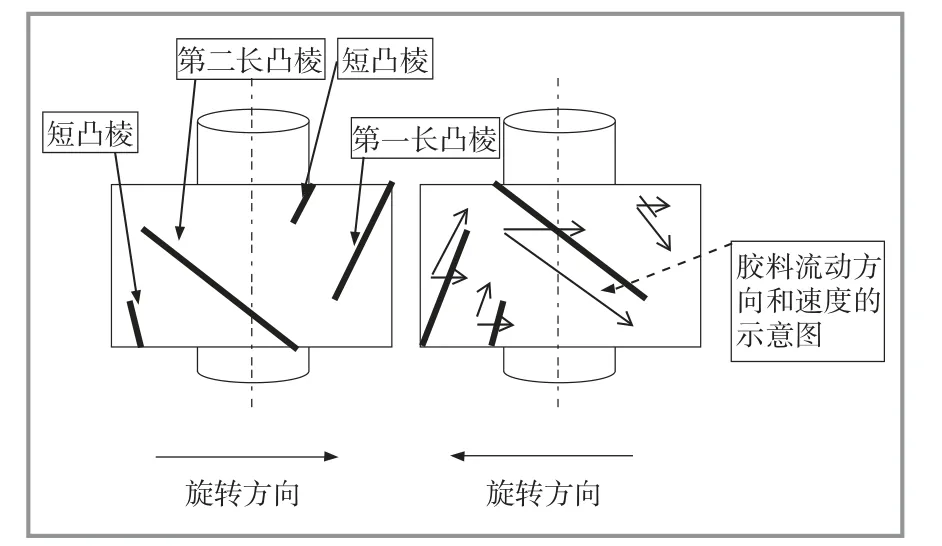
图3 4WN转子的凸棱展开图的胶料流动状态
通常,密炼机转子的凸棱其螺旋方向与轴向相反。如果加大其螺旋角,虽然可以提高胶料的均匀性,但不能确保转子与密炼室壁间产生剪切力,还有可能降低填充剂的分散性。因此,4WN转子的第一条长凸棱和2条短凸棱的螺旋角比原有凸棱的小,这样便可确保填充剂的分散性。第二条长凸棱的螺旋角比原有凸棱的大得多,通过将1条长凸棱(第一条长凸棱)沿第二条长凸棱的相反方向配置,可使混炼胶料沿轴向往返运动,并使留在转子间的胶料在轴向的整个宽度内频繁流动,进而提高胶料的均匀性。
另外,在凸棱配置设计中可通过加大各凸棱间的空间,确保混炼胶料容纳粉料的能力。
1.1 实验室用密炼机的性能
对神户制钢所生产的BB-16密炼机(16L密炼机)与原有4WS转子、4WH转子和6WI转子进行了对比试验以显示4WN转子的性能。
试验胶料采用NR类炭黑填充母炼胶配方[以天然橡胶(NR)和炭黑为主的配方]和EPDM类炭黑填充母炼胶(以EPDM和炭黑为主的配方),配方内容详见表1。
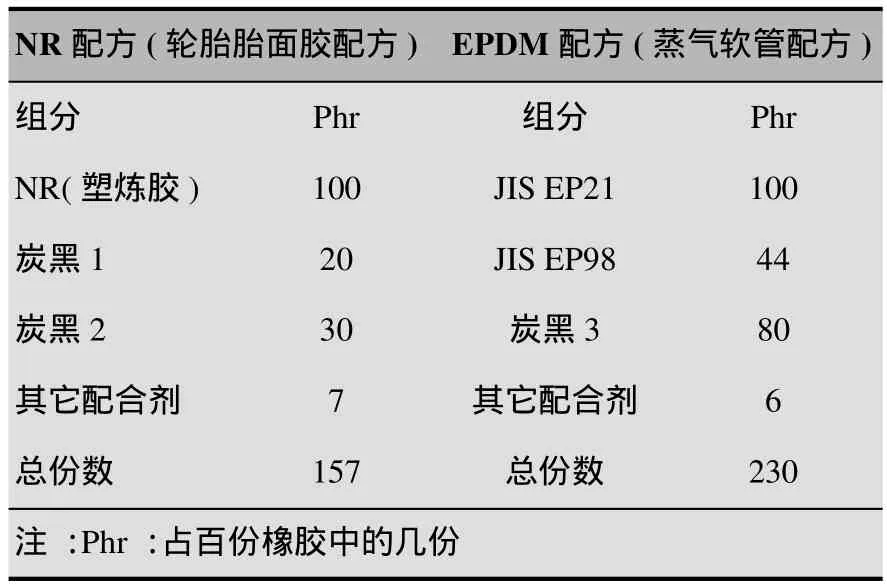
表1 试验胶料配方
对于混炼性能进行评价时,X轴为混炼时间,Y轴为排胶温度,采用了表示混炼胶加工性能的门尼黏度误差和与混炼胶料单位质量相当的输入能量。混炼结果示于图4。
从图4中的混炼时间与排胶温度的关系上可以看出,与其它转子相比,4WN转子的温升速率低,适用于欲使混炼温度慢慢升高的配方。
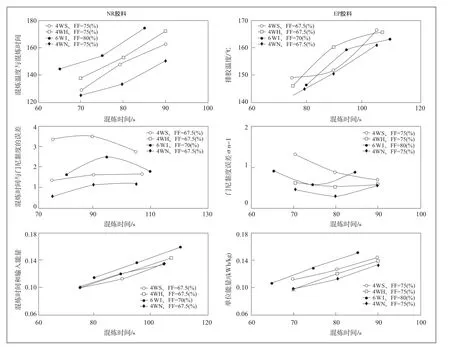
图4 4WN转子的混炼性能(BB-16密炼机的混炼结果)
4WN转子的混炼时间与同一批胶料的门尼黏度上的误差也比其它转子的少(小),胶料的均匀性也高。
再者,如果在混炼时间相同的情况下比较输入能,则4WN转子的输入能与其它转子的输入能一样,都较低。特别是对于EPDM配方,4WN转子的能量消耗最少。采用4WN转子混炼的胶料门尼黏度和炭黑分散度等可确保与4WH转子处于相同的水平。
根据以上试验结果,可以确认,凸棱螺旋角和凸棱配置最佳的4WN转子与原有的4WS转子、4WH转子以及6WI转子(均为神户制钢所制造)比较,用4WN转子混炼的胶料均匀性更高,混炼中的温升速率更低,能量消耗更少。通过采用BB-16密炼机试验可以确认,与4WH相比,4WN转子还提高了吃料的性能。这些性能也在工业化生产的密炼机上获得同样的评价。轮胎生产企业采用4WN转子进行包括白炭黑配方在内的母炼胶的混炼或终炼,或者橡胶工业制品生产企业也采用4WN转子进行终炼或混炼一部分母炼胶,均获得了较高的评价。
2 节能型上顶栓——油压上顶栓
密炼机混炼是将混炼胶料从料斗里投入后,通过上顶栓将胶料压入混炼室进行混炼的。上顶栓的运行过去是采用大口径的气缸。由于气动上顶栓要使用压缩空气,所以压缩机和储气罐等是必须配备的。被压缩的空气会释放到大气中,所以这种上顶栓存在着能源消耗大的问题。通常,在母炼胶加工工艺中为了投料和清扫上顶栓,混炼每一批胶料上顶栓至少要升降2~3次,短时间内会消耗大量的空气,因此,需要大型的压缩空气供给设备。现在则新开发出了在料斗部设置油压缸,用油压驱动的上顶栓。用油压驱动上顶栓,可以降低能耗,通过提高上顶栓的运行速度来提高生产效率。
2.1 油压上顶栓的性能
2.1.1 结 构
考虑到与原有的气动上顶栓的互换性,如图5所示,在料斗的两侧设置了油压缸。通过这样的配置可以像过去一样,从料斗的侧边或背后投料。另外,还对横梁结构、油压缸管路连接方法进行了改进,在提高耐久性和防止漏油方面也实施了各种措施。
在混炼中如果采用的是气动上顶栓,承受转子力的作用的胶料会产生将上顶栓往上推的作用力,这样气缸内的空气会受力的作用而使上顶栓上下移动。新型的油压上顶栓通过在油压装置上设置蓄能器,不会使油压上顶栓因非压缩油的作用而承受升力,而是因蓄能器内压缩空气的作用而承受升力,从而使油压上顶栓像气动上顶栓一样上下移动(见图6)。
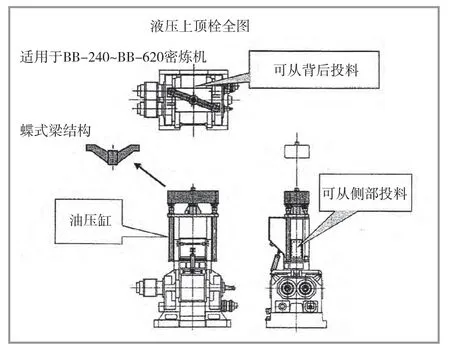
图5 油压式上顶栓的结构
2.2.2 油压式上顶栓的效果
在新设密炼机时,如果是普通型气动上顶栓,则需要完成如下准备工作:
(a)设置大型空气压缩机;
(b)设置大型储气罐;
(c)连接管路(空气压缩机与储气罐之间、储气罐与空气控制盘之间、空气控制盘与上顶栓用气缸之间);
(d)排气用的大消音器。
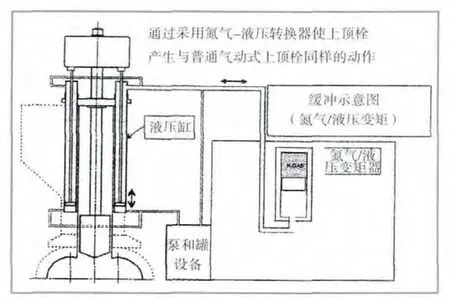
图6 与蓄能器连接
与此相反,在采用油压式上顶栓时,不需要上述大型空气压缩机和大型储气罐,连接管道也只需连接油压式上顶栓用的油压装置与上顶栓之间的管道(出、入两条管线)即可。
至于运行成本和生产效率,与采用大型空气压缩机的普通型上顶栓相比,油压式上顶栓可以降低升降上顶栓所需运行成本的80%左右(神户制钢所根据电力消耗计算)。另外,通过提高升降上顶栓的速度可提高生产效率约6%(神户制钢所计算结果)。
油压上顶栓还有如下特征:
(a)由于不排气,所以可以降低噪声;
(b)具有与原有设备的互换性,可直接将油压式上顶栓安装在原有密炼机的上部;
(c)检修时将气动式改为油压式很方便;
(d)由于将油压式上顶栓设在料斗的侧部,所以更换衬垫简便,万一发生漏油,油也不会混入胶料中。
上述优点获得了轮胎生产企业和橡胶工业制品生产企业的肯定。特别是轮胎生产企业,它们认为油压式上顶栓既可以节能,还可以通过缩短上顶栓的升降时间来提高生产效率。油压式上顶栓还有可能成为标准装备。
3 结 语
作为节能型密炼机,文中介绍了由神户制钢所制造的标准转子之一——4WH转子的混炼性能,和可降低运行成本、提高生产效率的油压式上顶栓。
目前,利用这项技术制造的专用设备可用于批量工业化生产,获得了轮胎生产企业和橡胶工业制品生产企业的高度评价,大多数生产厂家正在使用这些设备。
由于火力发电的燃料费大幅度增加,和可再生能量全部买入制度的实施,电费支出增加,所以各企业正在考虑通过引入节能型密炼机来降低运行成本。
[1]田中雄介.ゴム混練機の省エネ技術[J].Polyfile,2012,(10):46-49.
