蚕丝/ES纸尿裤面层材料的开发及性能研究
2014-09-04
(东华大学纺织学院,上海,201620)
非织造技术具有工艺流程短、生产速度高、原料来源广、产品品种多、技术含量高等特点[1],从而使非织造布的应用越来越广泛,尤其在一次性卫生材料领域发挥了不可替代的作用。一次性卫生材料主要产品有女性卫生用品、婴儿纸尿裤和成人失禁用品等。相对于普通纸尿裤,保健型纸尿裤在防止尿布疹和异味方面有更突出的效果[2]。蚕丝是高档的纺织原料,具有较好的强伸度,纤维细而柔软,平滑富有弹性,蚕丝非织造布与人体皮肤的相适性强,对人体的摩擦刺激系数仅为7.4%[3],在各类纤维中属最低,因而一些企业和相关学者在面层非织造布中使用蚕丝纤维,开发了具有保健作用的蚕丝纸尿裤、卫生巾和护垫等产品[4]。对蚕丝纤维与不同纤维组合产品的研发,并采用不同工艺,可以在满足不同档次消费者需求的同时,也可促进蚕丝非织造产品的多样化。目前尚未见有关研究与开发蚕丝/ES非织造产品的报道。本文研究了以蚕丝短纤维和ES热风非织造布为原料,通过水刺加固复合而成的一种新型纸尿裤面层材料的加工工艺。
1 试验部分
1.1 原料
(1)蚕丝纤维。纤维线密度(1.1±0.55) dtex,纤维长度(30±5) mm。
(2)ES热风非织造布,上海丰格无纺布有限公司提供。热风非织造布中使用的ES纤维规格是1.67 dtex×35 mm,纤维组分为聚乙烯/聚酯(PE/PET);热风非织造布面密度18 g/m2,厚度0.52 mm。
(3)TF629表面活性剂,浙江传化股份有限公司提供。
1.2 蚕丝/ES纸尿裤表层材料的制备
蚕丝/ES非织造布生产工艺流程如下:

ES热风非织造布—————————蚕丝纤维→抗静电整理→开松除杂→梳理→铺网→
叠合→水刺→脱水→亲水整理→烘干
1.2.1 蚕丝纤维成网
蚕丝纤维成网需经过抗静电整理、开松除杂、梳理和铺网几个步骤。蚕丝纤维的吸湿性小,导电性较差,在梳理过程中纤维与纤维、纤维与机械零部件之间的摩擦会使其表面发生电荷转移,从而产生静电。若静电不能及时逸散,在梳理的过程中就会出现纤维缠绕针布和飞花现象,不能顺利铺设均匀的纤维网,因此必须进行抗静电处理。用喷雾器将30 g质量分数为5%的TF629表面活性剂喷洒到300 g蚕丝纤维上进行抗静电整理,密封24 h,晾干。在相对湿度大于85%的环境下梳理,梳理时适当放慢梳理速度。本研究采用手扯开松,使用江西纺织机械厂制造的机械式小样梳理机ASI8IA梳理。蚕丝纤维网面密度规格分别设为17、20和24 g/m2。
1.2.2 热风非织造布工艺
为了确保蚕丝和热风非织造布缠结牢固,热风非织造布宜蓬松多孔,热风黏合时温度不高于140 ℃、风压不宜高过45 MPa。
1.2.3 叠合、水刺、亲水整理、烘燥工艺
在叠合工艺中,令蚕丝纤维网平铺在ES热风非织造布上面,叠合后进入水刺系统,水刺时保持蚕丝纤维网在上面。使用FleissnerT6610水刺系统,水刺输网帘速度12 m/min,水针作用距离12 mm。欲使未缠结的蚕丝纤维和热风非织造布紧密地缠结在一起,少起毛和减少低面密度光滑蚕丝纤维网在水刺时的滑移,达到理想的柔软性和良好的外观,优选平网,水刺压力需依次增加。
对蚕丝/ES非织造布采用LP气动小轧车模拟吻合辊涂法进行亲水整理。转辊在盛有亲水试剂的槽中转动,使其表面也覆有亲水试剂,将非织造布试样在一定拉力的作用下通过匀速转动的转辊,由于非织造布在转辊表面通过时是与转辊贴合的,所以在转动过程中转辊表面的亲水试剂就会转移到非织造布上,可以保证转移至非织造布上亲水试剂的上油率。
蚕丝和ES纤维的熔点较低,烘燥温度控制在(100±5) ℃,温度过高蚕丝纤维会变黄,ES纤维会变硬和变脆。
1.3 正交试验设计
本研究采用面密度、水刺道数、TF629上油率三因素三水平,选择L9(34)正交表进行试验,选择直观分析法,查随机数表的办法来安排试验次序[5],优化制得反渗量小的蚕丝/ES纤维非织造布。因素水平表见表1。

表1 因素水平表
1.4 性能测试方法
参照标准FZ/T 60003—1991使用圆盘取样器和FA2004A电子天平测试非织造布面密度;
参照标准GB/T 1380—1997使用YG(B)141D非织造材料厚度仪测试厚度;
参照标准FZ/T 60005—1991使用YG028-500强力仪测试非织造布拉伸性能;
参照标准GB/T 24218.8—2010使用YG814D型液体穿透仪测试非织造布穿透时间;
参照标准GB/T 24218.14—2010使用YG814D型液体穿透仪和FA2004A电子天平测试非织造布反渗量;
参照标准GB/T 5453—1997使用YG461H全自动透气量测试仪测试非织造布透气率;
使用TM3000 Table top Microscope 扫描电子显微镜观察非织造布表面形态;
使用OCA 15 EC 光学接触角测量仪测试非织造布接触角;
使用FA2004A电子天平测试经TF629溶液整理后的上油率,其简便计算公式为:
式中:M0——上液前试样质量(g);
M1——上液后试样烘干调湿后质量(g)。
2 结果与分析
2.1 外观
蚕丝/ES非织造布最大的特点在于水刺缠结前蚕丝纤维是未加固的,而ES热风非织造布是经热风黏合加固过的,此特点赋予蚕丝/ES非织造布外观的多样性,可以通过改变输网帘编织结构和水刺头压力来改变非织造布外观。例如:使用40目涤纶平纹编织输网帘生产的蚕丝/ES非织造布的电镜照片和对应的结构示意见图1;而使用4目涤纶平纹编织输网帘生产可形成上层蚕丝纤维开孔,下层ES热风非织造布不开孔的半开孔结构,电镜照片和结构示意见图2。
2.2 工艺参数对反渗量的影响
反渗量是采用定量方法表示非织造包覆材料在尿液已透过面层后,尿液重新回渗至皮肤上的能力[6]。正交试验结果见表2。
由表2极差R可知,因素C上油率对反渗量的影响最大,因素B水刺道数的影响最小。由正交试验结果得出最优方案是A1B3C1,即面密度35 g/m2、水刺道数6道、上油率1.7%。
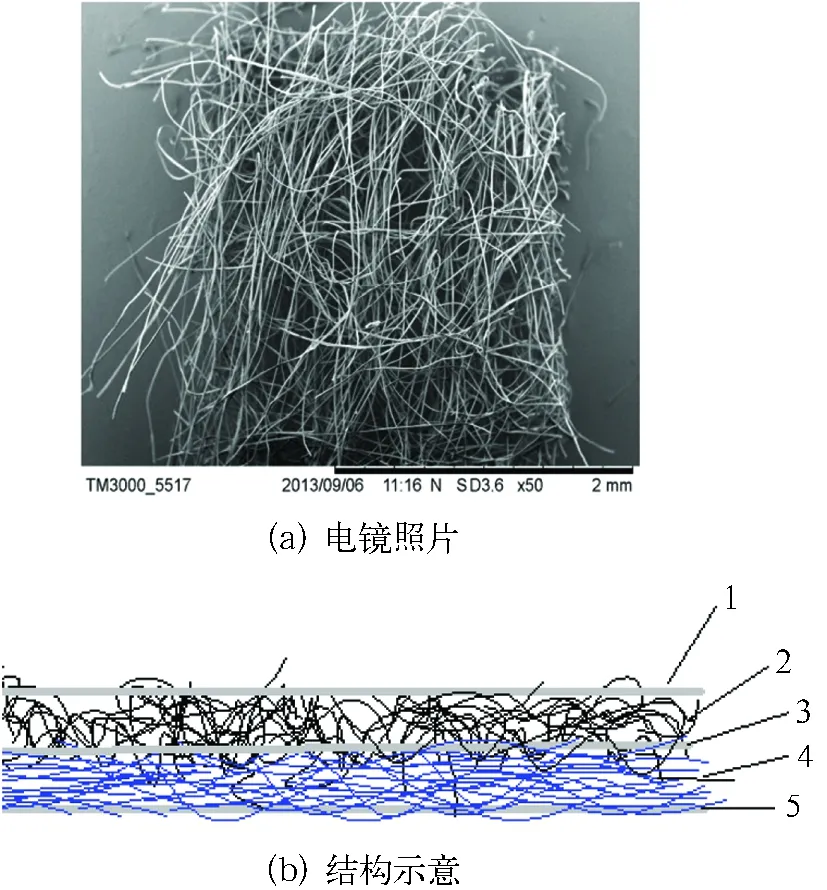
1——非织造布上表面; 2——蚕丝纤维层;3——纤维交叉层; 4——ES纤维层;5——非织造布下表面图1 蚕丝/ES非织造布
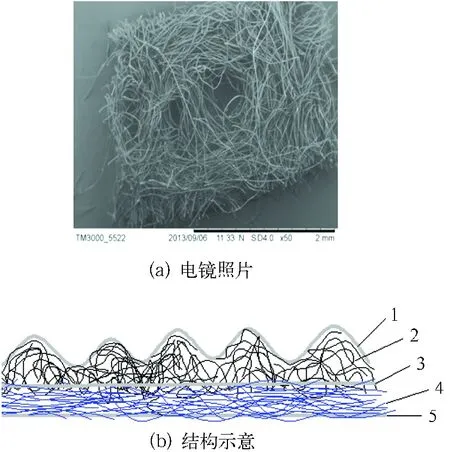
1——非织造布上表面; 2——蚕丝纤维层;3——纤维交叉层; 4——ES纤维层;5——非织造布下表面图2 半开孔蚕丝/ES非织造布
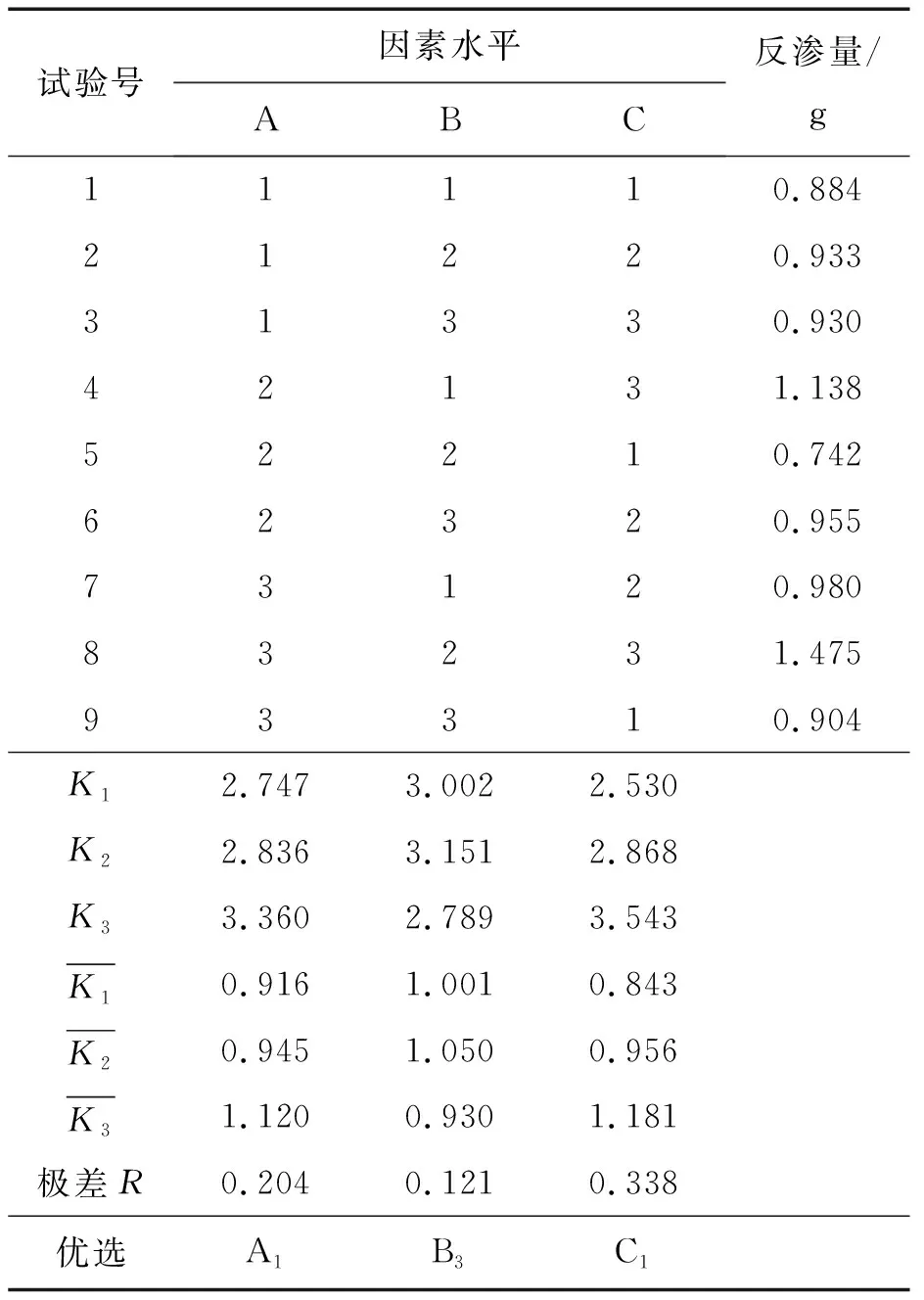
表2 正交试验结果
另外,由于蚕丝纤维质量比电阻大,在梳理成网过程中容易绕辊、产生飞花,生产的纤维网均匀度差[6],且蚕丝纤维网面密度越低,纤维网越不均匀。在本试验中,使用机械式小样梳理机ASI8IA很难梳理出成网均匀的17 g/m2的蚕丝纤维网,因此蚕丝纤维网面密度设定为20 g/m2,则蚕丝/ES非织造布面密度为38 g/m2。
根据表2可得出:
(1)在一定范围内,蚕丝/ES非织造布面密度越大,反渗量越大。亲水整理后的蚕丝纤维吸水性强,测试时转移到吸水纸上的水分多,所以随着蚕丝纤维用量的增加,反渗量增加。
(2)当水刺道数小于5道时,随着水刺道数增加,非织造布的反渗量增大;当水刺道数大于5道时,水刺道数增加,反渗量减小。这是因为水刺道数小于5道时,随着水刺道数的增加,非织造布的厚度降低,此时纤维之间的缠结没有达到阻碍液体反渗的程度;而当水刺道数大于5道时,水刺道数增加使纤维缠结的紧密程度增加,达到了阻挡液体反渗的程度。试验结果说明,对于一定面密度的非
织造布,水刺道数对反渗量的影响存在一个临界值。当小于该临界值时,反渗量随着水刺道数增加而增大;当大于该临界值时,反渗量随着水刺道数增加而减小。
(3)上油率越大,反渗量越大。因为上油率越大,附着在纤维上的亲水剂越多,在使纤维表面吸附的水分子增加的同时,增加了非织造布的表面张力,使下层液体容易反渗到表面。
2.3 上油率对穿透时间的影响
纸尿裤面层穿透时间指一定量的液体穿过面层非织造布所需的时间[6]。穿透时间的长短直接影响纸尿裤的舒适性。对于纸尿裤面层材料的要求是:纸尿裤在面层材料的配合下,尿液自婴儿体内排泄出来后能直接穿透面层被芯层吸收。本试验测得面密度为38 g/m2经4道水刺的蚕丝/ES非织造布的上油率与穿透时间的关系曲线见图3。
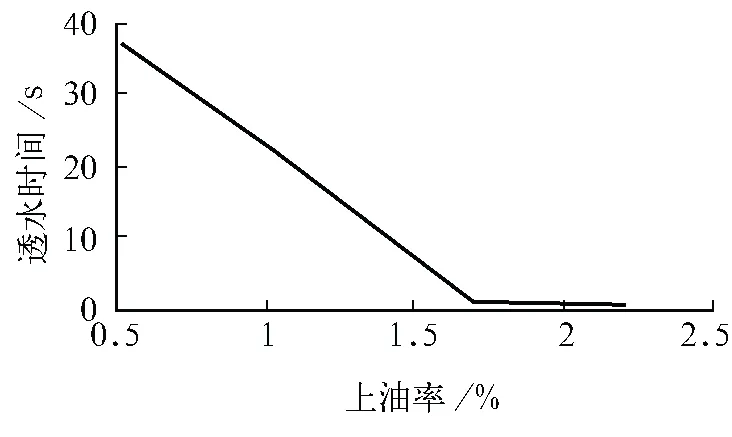
图3 上油率与穿透时间的关系曲线
由图3可知,蚕丝/ES非织造布的穿透时间随着上油率的增加而降低。因为上油率越高,非织造布纤维上附着的亲水剂越多。非织造布由无数纤维组成,纤维与纤维之间构成了很多毛细管,如果液体润湿了毛细管壁,在毛细管作用下,液体能在毛细管内上升到一定高度,从而高出的液体柱产生静压强,促使溶液渗透到纤维内部。因此,促进非织造布表面润湿的物质亲水剂也同样能促进液体向非织造布内部渗透,否则液体将停留在非织造布的表面无法穿透进去。用光学接触角测量仪测试蚕丝/ES非织造布接触角的结果表明,液滴在非织造布表面无法穿透过去,见图4。
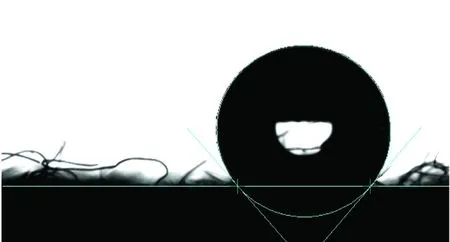
图4 蚕丝/ES非织造布表面液滴
2.4 纸尿裤面层非织造布性能比较
对蚕丝/ES非织造布、蚕丝面层非织造布和普通热风面层非织造布的拉伸性能、透气率、反渗量和透水时间进行测试,结果见表3。

表3 三种纸尿裤面层非织造布的性能比较
由表3可知:蚕丝/ES非织造布与蚕丝非织造布相比,厚度高73%,纵向断裂强力高348.95%,横向断裂强力高493.01%,透气率高78.35%,反渗量低90.7%,透水时间低84.96%;与普通热风面层非织造布相比,各项性能均存在一定的差距。对照标准FZ/T 64012.2—2001《水刺法非织造布 第二部分:卫生用卷材》,蚕丝/ES非织造布的各项性能已经满足标准的要求,且更具有亲肤性。
3 结论
(1)结合热风黏合和水刺缠结技术生产的蚕丝/ES非织造布是一种新型的非织造布。上层为蚕丝短纤维,下层为ES热风非织造布,上下层通过水刺缠结在一起。通过改变输网帘的组织可以生产出半开孔的蚕丝/ES非织造布。
(2)在本试验条件下,蚕丝/ES非织造布的最优制造工艺是:水刺4道,面密度38 g/m2,上油率1.7%。纤维组成为蚕丝∶ES纤维=53∶47(质量比)。
(3)蚕丝/ES非织造布拉伸性能、透气性能、透水时间和反渗量可满足卫生用卷材要求,比普通蚕丝非织造布优异,但不及普通热风非织造布。蚕丝/ES非织造布可广泛应用于卫生巾、护垫和纸尿裤面层。
[1] 言宏元.非织造工艺学[M].北京:中国纺织出版社,2000:4.
[2] 袁传刚,韩旭. 功能型纸尿裤表层材料的开发及其性能研究[J].产业用纺织品,2008,26(8):6-7.
[3] 中国纺织大学绢纺教研室.绢纺学:上册 [M].北京:纺织工业出版社, 1991.
[4] 许罗力,吴海波,柯勤飞,等.真丝水刺法非织造布工艺及性能研究[J].非织造布,2009,17(5):25-27.
[5] 孙容恒. 应用数理统计[M].北京:科学出版社,1998:383-505.
[6] 许罗力. 真丝水刺非织造关键技术及产品性能研究[D].上海:东华大学,2010.