异型阴极铝电解槽电解质-焦粒焙烧启动技术实践及分析
2014-09-03杨刚
杨 刚
(重庆天泰铝业有限公司, 重庆 401328)
异型阴极铝电解槽电解质-焦粒焙烧启动技术实践及分析
杨 刚
(重庆天泰铝业有限公司, 重庆 401328)
分析了铝电解槽常用的焙烧启动方法的优缺点,详细介绍了重庆天泰铝业300 kA异型阴极铝电解槽电解质- 焦粒焙烧启动方法并与常用方法进行了对比分析,实践证明异型阴极铝电解槽采用电解质- 焦粒焙烧启动效果更好。
铝电解槽; 焙烧; 启动; 异型阴极; 电解质- 焦粒焙烧
无论是新建还是大修的铝电解槽,在投入生产运行前都必须先进行焙烧后才能启动。对于铝电解生产来说,大型预焙铝电解槽的焙烧启动是一个极其重要的环节,它不仅关系到电解槽能否顺利投产,而且影响正常生产、技术经济指标及槽寿命,历来为国内外各厂家所重视[1]。铝电解槽焙烧的方法主要有铝液焙烧、焦粒焙烧、燃气焙烧,启动方法主要有干法启动、湿法效应启动和湿法无效应启动。
1 异型阴极电解槽常用焙烧方法
异型阴极电解槽技术的应用是我国电解铝行业节能技术突破性的里程碑,由此激发和带动了中国电解铝行业节能技术探索和研发相关节能技术及新材料的热情和积极性。但异型阴极电解槽的阴极底面不平导致了其焙烧启动难度较大。常用的异型阴极电解槽焙烧方法主要有铝液焙烧、焦粒焙烧和燃气- 铝液两段焙烧。
1.1 铝液焙烧
先将加热片安放在阴极凹槽,通电加热至140 ℃左右,或者常温下直接灌入一定量的铝液通电焙烧。该方法的优点是焙烧时不使用软连接、分流器,简便、易操作,焙烧过程阴极不会氧化,启动后电解质洁净,不用捞炭渣;缺点是灌铝时,高温铝液直接与较冷的阴极内衬接触,热冲击大,对阴极内衬及凸梁形成损伤,可能影响槽寿命和节能效果。同时,铝液电阻小,大部分热量则由阴极和阳极产生,焙烧时间长(7 d),端角部升温慢,在焙烧期内温度达不到启动要求,焙烧质量不理想。
1.2 焦粒焙烧
先用残极炭块填充阴极凹槽到凸梁,然后再整体铺上一层焦粒,安装阳极通电焙烧[2]。该方法优点是焦粒及残极炭块电阻发热量足够,焙烧时间较短(3~4 d),阴极凸梁损伤较小;缺点是装炉工作量大,端角部升温慢,焙烧质量不够理想,启动完后要将大量炭渣捞出槽外,容易造成电解质含炭,引发病槽等。
1.3 燃气- 铝液两段焙烧
先用天燃气或煤气将电解槽槽膛加热至700 ℃左右,然后灌入铝液通电焙烧。该方法优点是焙烧升温易控制且均匀,对阴极及凸梁的损伤较小,焙烧时间较短(3~4 d),启动后不用捞炭渣;缺点是装炉焙烧的工作量比较大,天燃气或煤气管道等在生产现场形成一些不安全因素。
2 电解槽焙烧启动方案的确定
重庆天泰铝业二期工程共建有300 kA异型阴极电解槽126台,投产采取何种焙烧启动方法和技术关系重大。对大型预焙槽而言,焙烧启动方法的选择和制定应主要遵循以下四项原则:①安全可靠;②延长电解槽寿命。在焙烧启动期间,应尽量减少对阴极内衬的热冲击,避免因阴极裂纹而导致电解槽早期破损;③经济适用,焙烧时间较短,焙烧成本不能过高;④焙烧操作要简单易行。公司2008年与东北大学合作试验异型阴极技术时,成功发明了燃气- 铝液两段焙烧法,并在全国许多厂家推广应用。然而,近年来,重庆地区天然气供给紧张,126台电解槽焙烧时的天然气用量不能得到有效保障,同时,燃气- 铝液两段焙烧启动方案也存在一些安全隐患,因此,有必要采用更安全可靠和经济合理的电解槽焙烧启动方案。在结合异型电解槽的特点并对国内外铝电解槽所有焙烧启动技术综合分析后,公司制定出了300 kA异型阴极槽电解质- 焦粒焙烧启动方案。该方案在电解槽焙烧阶段采用了电解质- 焦粒焙烧技术,用铜软连接代替了普通的铝软连接,启动时采用湿法无效应启动。
3 异型阴极电解槽电解质—焦粒焙烧技术简述
该方法以电解质与焦粒的混合物料作为介质,并通过合理设计使其铺设在阴极表面凹槽和凸台上,坐实阳极,通电焙烧,让电解槽温度匀速上升,接近电解槽正常生产温度,熔化电解质等物料,产生一定量的电解质液体,从而达到启动条件。其原理和过程是电解槽通电后,焦粒(或焦粒与石墨碎的混合物)先导电,电流从阳极流经阴极凸台的焦粒(或焦粒与石墨碎的混合物)到阴极,利用焦粒电阻和阴、阳极炭块的自身电阻加热焙烧电解槽。在阳极底掌温度达到930 ℃左右时,阴极表面凹槽与阳极底掌之间的固体电解质逐步熔化,产生液体电解质,并一起导电发热,加热焙烧电解槽,熔化固体电解质,直到槽温升至接近电解槽正常生产温度,产生足够的液体电解质,即达到启动条件。使用该方法可能的两个顾虑:一是电解槽通电焙烧时,尤其是初期电流只能从阳极流经阴极凸梁,是否会烧坏阴极凸梁,影响以后的节能效果;二是焦粒只铺在阴极凸梁上,数量只有平底槽的1/2,是否会导致其发热量不足,无法将温度升起来从而导致焙烧失败。其实不然,对于阴极和阴极凸梁,高温铝液的突然热冲击会造成比较大的损伤。采用电解质—焦粒焙烧时,只要进行足够的分流,冲击电压不高于4.5 V,阴极和阴极凸梁是不会损伤的。该方法在通电初期只有焦粒和阴、阳极炭块导电发热,但一段时间后电解质开始熔化,越来越多的液体电解质导电并产生热量,由于该方法产生的液体电解质比平底槽焦粒焙烧时多得多,因此其导电效果更好,产生的热量更大,升温较快且匀速,启动前无需提升阳极就能将全槽温升至启动所需温度。
4 300 kA异型阴极电解槽电解质- 焦粒焙烧启动技术实践
4.1 原辅材料选取准备
公司126台300 kA系列电解槽焙烧启动按表1准备原材料,实际用量也与表1基本吻合。
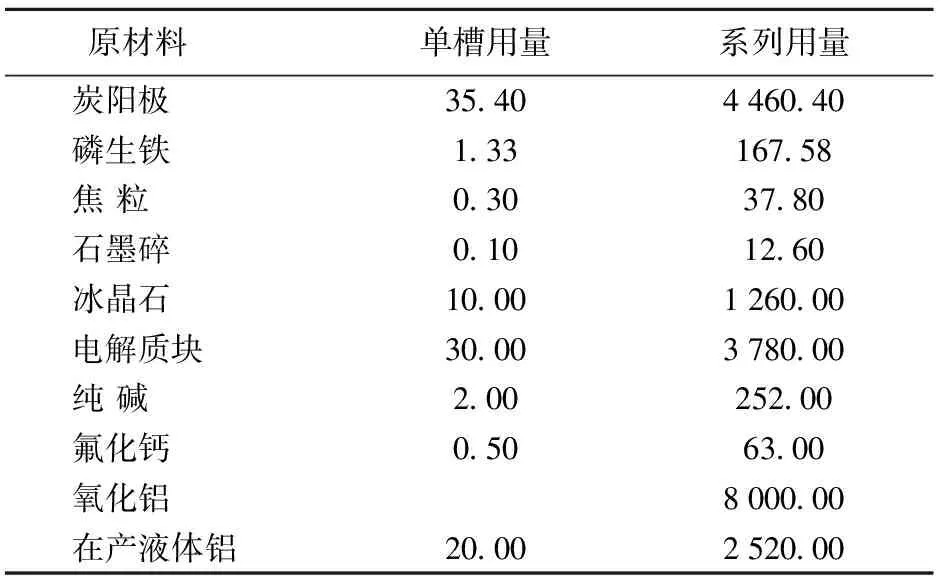
表1 焙烧启动原辅材料用量 单位:t
4.2 铺焦、装炉
(1)填充电解质。清扫干净阴极表面,在阴极沟槽内用电解质块充满,电解质块铺设高度与阴极凸台表面水平面保持在同一水平。此工序重点:电解质块粒度不宜过大,原则上要求在10 mm以下,纯度要高,要充分压实;电解质层上部不再铺设焦粒,见图1。
(2)铺焦。在凸台表面铺设煅后焦粒、石墨碎混合物(焦粒与石墨碎混合比为3∶1,角部阳极混合料配比为2∶1),铺设厚度为15 mm。将铺设焦粒的专用框平整摆放在凸台,其专用框的内框面积与阴极凸台表面积相同。然后将筛分好的焦粒及石墨的混合料倒入框内并捣实,用板尺刮平,确认无凹陷区域后,取走专用框即可进行挂极工作。

图1 已填充电解质和铺焦的电解槽

图2 已挂部分阳极的电解槽
选好阳极,吹净阳极底面,将阳极小心平放在焦粒上,压实,若有明显没接触的地方要用焦粒填充。铝导杆和阳极大母线不要直接靠紧,保持1 mm左右的缝隙(不超过2 mm)。
(3)安装铜制软连接。每根导杆安装一个铜制软连接(如图2),一台槽共需40个。上部采用丝杆拉紧压接在阳极导杆一侧,下部用弓形卡具压接在阳极导杆两侧大母线侧面上,一定要压紧。作业前,软连接及水平母线压接处必需做打磨、清洁处理。软连接与导杆、水平母线必须压接严实,确保通电后压降不大于10 mV,否则需及时处理。
(4)装炉。将500 kg氟化钙均匀撒在电解槽人造伸腿四周,阳极边缝用纸板或废纸堵住,避免纯碱落入缝内。边缝按一层电解质块一层纯碱交叉加满,电解质加入量不少于6 t,纯碱加入量不少于1 t;中缝用电解质块加满,阳极上先加一层电解质粉,再加一层冰晶石,见图3。
(5)安装热电偶。在电解槽A1和B1、A20和B20两阳极组间的电解槽中缝处、A10和A11、B10和B11两阳极中缝位置各放置一个热电偶套管,注意不可与阳极接触,以便掌握焙烧过程中温度上升情况。
(6)安装分流器。每槽安装5套分流器,先将分流器一头用弓形卡具压接在阳极大母线上,在另一头将两块10 mm的钢板用夹板压接在下台电解槽立柱母线上(如图3)。如果无下一槽立柱母线可进行分流,就采用在钢爪至方钢之间焊接分流片的方式来进行分流。

图3 已装炉的电解槽
4.3 通电焙烧
首批通电槽(4台)由整流所控制电流上升速度,起步电流80 kA,逐级送电,送电梯度如表2。后续槽用大电流开关进行通电作业,整流所无需停电和进行升降电流,电流一直恒定保持在300 kA。

表2 首批4台电解槽通电电流上升梯度
4.3.1 电流分布控制管理
通电后,电压降到3.5 V以下,阳极电流分布均匀,无钢爪发红,可逐步拆除分流器(或分流片)。拆除分流器顺序1→5→2→3→4,在通电后24 h左右全部拆除,拆除一组允许电压上升0.3 V,电压>3.5 V时则停止拆除。二级分流片通电后36 h左右拆完,电流小的钢爪先拆,拆除一片,电压允许上升0.1 V,电压>3.5 V 时则停止拆除。通电时冲击电压应控制在4.5 V以下,否则要降电流满足这个条件。
对于电流分布大于10 kA、阳极钢爪发红的阳极要及时扒开冰晶石进行散热,必要时要用风管进行冷却和分流处理。偏流严重,电流分布大于12 kA、阳极钢爪发红严重的,可适当松卡具,待阳极钢爪冷却后再紧上卡具,但每槽一次不可同时切断两块以上阳极。
4.3.2 温度控制
要求槽温均匀上升,升温曲线平缓均匀,经3~4 d焙烧后槽膛温度达到930 ℃左右,如表3所示。焙烧期间侧部散热孔、阴极扁钢等温度超过300 ℃,采用风管吹风降温;槽内局部过热时,加强散热或分流;全槽过热时可考虑提前启动。在实际焙烧过程中,72 h后槽温已达到或超过了940 ℃,如表4所示。因此,将焙烧时间调整为72 h。

表3 电解槽焙烧升温梯度参照控制表

表4 电解槽实际焙烧升温情况表
4.4 启动
通电焙烧3 d,槽温上升至930 ℃,确认槽内电解质液达到15 cm左右,中缝贯通,可准备进行启动。
(1)取出热电偶及其保护套管,拆除软连接,卡具上紧后点动电压后复紧卡具划线,使阳极导杆与阳极大母线接触良好并避免阳极下滑。拆除软连接卡具上紧后,如阳极发红严重,可适当松卡具或将阳极适当上提,使混合料释放因温升产生的综合热应力,重新使料层电阻趋于一致。
(2)提前确认电解质吸出槽号及其吸出量,天车、抬包及其操炉等工具准备齐全,人员组织到位。
(3)在出铝口打开电解质灌入口,要求与槽内电解质液联通,便于灌电解质时电解质流动顺畅,安放好电解质溜槽。
(4)把槽控箱手动—自动状态打到手动位置,并打开排风阀。
(5)抽取准备好的电解质液约8 t,灌入启动槽并持续抬升电压进行启动,灌完电解质后,电压稳定在7~8 V。
(6)将极上保温料推入中缝,根据电解质(冰晶石)熔化情况及电解质液高度添加电解质块。
(7)槽内物料全部化开、电解质水平达到要求(35 cm左右)时,将电压调整到7 V左右。
(8)打捞炭渣,启动完成,电解槽转入后期管理。
上述是异型阴极槽电解质- 焦粒焙烧启动的整个过程。2013年6月10日,公司首批4台槽通电焙烧,9月中旬126台槽全部成功启动并投产运行,除期间因电力负荷不足等因素先后二次停槽31 d外,整个系列的焙烧启动都平稳顺利。
5 电解质- 焦粒焙烧启动效果分析
300 kA异型阴极槽电解质- 焦粒焙烧启动非常成功,整个投产过程平稳顺利,完成质量高,没有出现过一次漏铝或漏电解质,甚至连阳极钢爪发红的现象也没有出现过。电解质- 焦粒焙烧启动与之前异型槽通常采取的一些焙烧启动技术方法对比,其优势和效果比较明显:
(1)焙烧时,没有灌入高温铝液,阴极尤其是阴极凸梁没有受到高温铝液直接冲击,启动后没有出现阴极凸梁脱落。
(2)用残极炭块填充阴极凹槽的焦粒焙烧,装炉及启动后工作量很大,大量炭渣不易打捞干净,往往会引发病槽。此法炭渣很少,很容易打捞干净,不会产生病槽。公司此次投产及后续生产中没有出现一个病槽。
(3)铝液和焦粒焙烧过程中会出现电流分布不均的现象,焙烧质量不能得到保证。其槽温上升不均,往往个别部位温度在计划时间升不上去,两端和四角低于850 ℃(槽温较低时需在启动前提升阳极增加热收入来提高槽温)。因此,启动及后期生产中一些槽会出现渗铝、漏电解质甚至发生漏槽事故。此法由于焙烧时大量电解质熔化(槽中缝液体电解质高度在启动时达15 cm以上),大量液体电解质的导电性和发热均较强,电流分布均匀,槽温上升均匀(两端和四角也能达到930 ℃以上),焙烧质量好,启动及后期生产中不会发生上述问题。天泰铝业此次投产及后续生产中没有出现一次渗铝、漏电解质的现象。
(4)装炉及后续工作中,使用大量的电解质代替冰晶石,节约了原材料费用。公司此次采购的电解质块每吨单价比冰晶石低2 000元左右,节约原材料费用700万元以上。
(5)由于采用湿法无效应启动,且启动时加入的是电解质块,启动期间物料挥发损失小,同时捞出的炭渣很少,减少了环境的污染。
(6)300 kA系列异型阴极电解槽的电解质- 焦粒焙烧设计采用铜软连比传统的铝软连更轻便,易操作,减少了人员轻微伤的发生。同时,由于此法产生的炭渣量少,工作量和工作强度大大减少。通常,许多厂家在焙烧启动期间要雇用临时工来完成一些杂活以保证员工有充足的精力和时间完成技术操作管理工作。公司此次投产没有雇用临时工,比最初计划节约人工费100万元左右。
6 结束语
异型阴极电解槽节能效果明显,目前国内、外许多厂家都在推广应用,但其焙烧启动难度大,许多厂家想应用这项节能技术,又担心焙烧启动不好引发大的安全事故或给后续生产造成影响和损失。实践证明,电解质- 焦粒焙烧启动方法很好解决了这个问题,它弥补了其它几种焙烧启动方法的不足,让异型阴极电解槽焙烧启动更容易,更安全,大大减少了工作量,降低了成本,提高了焙烧启动质量,同时,也为后续生产管理和获得良好的经济技术指标打下了坚实的基础。公司300 kA系列投产以来,生产运行平稳,取得了良好的经技指标,目前其电解交流电耗(可比交流电耗)已降低至13 050 kW·h/t-Al左右,达到了行业先进水平。
[1] 邵勇. 230 kA预焙阳极电解槽焦粒焙烧启动优化实践[C].全国铝电解槽生产技术与操作技术学术和经验交流会论文集,2007.
[2] 李文超,姚克伦,袁晓东.400 kA异型阴极结构预焙铝电解槽焦粒焙烧启动技术与管理[J].有色冶金节能,2013.
Practice and Analysis of Electrolyte-Coke Baking Start-up Technique in Abnormal Cathode Aluminum Reduction Cell
YANG Gang
This paper analyzes the advantages and disadvantages of common baking start-up methods in aluminum reduction cell, and detailedly introduces the electrolyte-coke baking start-up method which is used in 300 kA abnormal cathode aluminum reduction cell of Tiantai Chongqing Aluminum Industry Co., Ltd., and a contrastive analysis of common method is carried out. Industrial practice shows that using electrolyte-coke baking start-up technique in abnormal cathode aluminum reduction cell is much better.
aluminum reduction cell; baking; start-up; abnormal cathode; electrolyte-coke baking
2014-03-20
杨刚(1965—),男,四川岳池人,大学本科,高级工程师,主要从事铝电解生产管理工作。
TF821
B
1008-5122(2014)04-0007-05
