基于运动控制器的多工位激光标刻设备控制系统研究
2014-09-02丁蕴丰王丹丹赵彦硕
丁蕴丰 王丹丹 巩 略 赵彦硕
(长春理工大学机电工程学院,吉林 长春 130022)
基于运动控制器的多工位激光标刻设备控制系统研究
丁蕴丰 王丹丹 巩 略 赵彦硕
(长春理工大学机电工程学院,吉林 长春 130022)
为了实现对多工位激光标刻设备中二维工作台的自动控制,设计了基于运动控制器的控制方案,以G代码为开发平台,设计了二维工作台的控制程序,从而实现了在生产流水线上非平面材料表面激光标刻的智能控制加工,达到了工业自动化标准,提高了应用性及工作效率。
运动控制器;激光标刻;G代码
0 引言
激光加工是充分体现光、机、电一体化的现代加工工艺。与传统的机械加工技术相比,激光标刻的特点是具有永久性、精度高,标刻时能一次成型,且使用激光标刻的图文或字符不容易被仿制和更改,所以起到了很好的防伪作用。这使得激光标刻在标刻领域有着巨大的开发潜力和乐观的发展前景[1]。随着激光标刻技术的发展,如今其已被应用于生产线上输送的形状规则物品的定位打标,但对于生产流水线上非平面材料表面、形状不规则物品的连续快速激光标刻加工还有待进一步研究。因此,本文将雷赛SMC6490运动控制器应用到多工位的激光标刻控制系统的实际设备中,能对二维工作台的位置、速度等进行实时控制,使其按照预期的轨迹和规定的运动参数完成相应动作,以提高系统的精度和稳定性,满足了LED灯、特殊零件等小型零部件的加工需要,为激光标刻机的实际应用打下了基础。
1 系统硬件概述
1.1 激光标刻介绍
激光标刻机的核心部分主要包括激光器和X—Y二维扫描振镜(图1)。振镜扫描式打标的工作原理是将激光光束射到两运动的振镜上,通过控制沿X轴和Y轴这2个方向振镜的运动,从而使得激光光束进行扫描,利用具有一定功率密度的激光光束在被打标的物体的表面灼烧使得表层物质蒸发后露出深层物质,从而在工件表面上烧灼成永久性的图文标记。对于多工位激光标刻,则需要解决在不同工位上振镜系统的透镜与工件之间焦距长度变化的问题。本文研究的就是如何通过运动控制器实现振镜系统自动定位,以保证激光标刻精细清晰。
1.2 工作台机械部分介绍
工作台的机械部分是激光标刻设备的重要组成部分。在图2中可以看到,二维工作台的机械部分主要由X向、Z向传动系统组成,采用了滚珠丝杆副直线的传动方式,这样的配合方式能满足设备精度和低摩擦的要求,比常规的丝杆螺母副精度提高了3~4倍[2]。其工作方式主要是通过X向、Z向伺服电机带动滚珠丝杆副,X向伺服电机控制丝杆副上Z向的水平运动,Z向伺服电机控制激光器及振镜的运动。
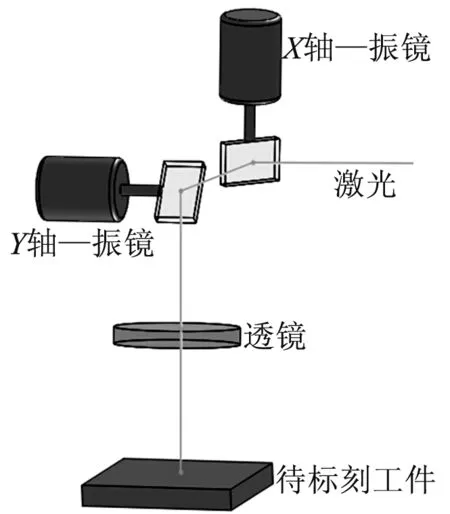
图1 振镜原理示意图
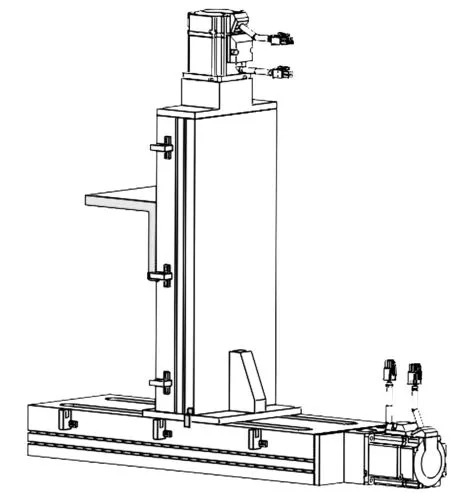
图2 二维工作台机械部分简图
1.3 基于运动控制器的系统整体结构
二维工作台控制系统基本配置如下:运动控制器、伺服电机、驱动器、二维工作台机械部分、激光器、振镜系统、各轴的限位开关和电源等。
运动控制器收到控制指令后发出脉冲信号控制伺服驱动器,从而控制电机的转速、方向等[3]。二维工作台到达指定位置后,将到位信号发给打标控制卡,然后打标控制卡发出激光标刻的指令,完成一个工位的激光标刻。通过工作台机械部分的移动实现透镜与不同工位零件的焦距变化,从而标刻出精确清晰的图案和文字。运动控制器有16路通用数字输入(可以扩展到32路)、8路通用数字输出(可以扩展到24路),可连接各轴限位信号、原点信号以及其他设备的输入量等。控制器I/O信号接口的用途是接收各轴的行程开关信号和报警信号,当读取到这个信号后使电机停止,避免机构运动超出导轨范围发生碰撞危险。系统结构如图3所示。
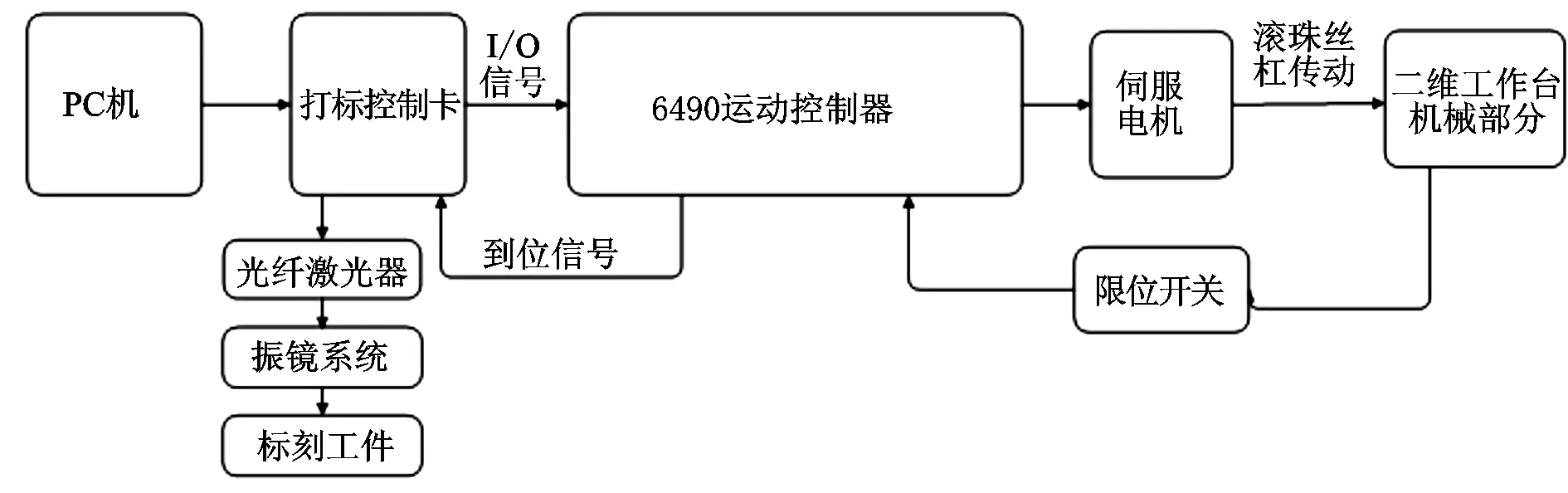
图3 系统整体结构图
2 运动控制器的软件设计
2.1 SM C6490运动控制器介绍
雷赛6000系列运动控制器是基于嵌入式处理器和FPGA的硬件结构、插补算法、脉冲信号的,用于加速和减速控制、I/O信号检测处理的基于10/100M以太网的通用型运动控制器,确保了运动控制高速度、高精度及系统稳定。同时,该控制器的程序用G代码编写,可实现单机运行。其外形如图4所示。

图4 运动控制器实物图
2.2 系统的软件开发
基于SMC6490运动控制器的软件开发具有良好的开放性,控制器支持C/C++、BASIC、G代码等语言的开发应用程序,可在这些环境下进行软件开发工作。本文是基于G代码进行程序开发的。
本系统中,在决定采用G代码进行程序开发之前,首先要熟悉G代码指令,并确定G代码指令可以实现二维工作台运动的功能。依照图5,使用G代码对整个流程进行编程。打标控制卡发出的控制指令由运动控制器接收,并完成相应动作,控制器的操作流程分以下几步:(1) 运动控制器初始化。在编写程序代码之前,首先要确保控制器已经与PC机通过网口或串口连接,并且安装好Motion6490测试软件。启动调试软件,进行运动控制功能的简单测试,以确保运动控制器软、硬件工作正常。(2) 设置参数,运行Motion调试软件,链接到控制器,修改控制器的关键参数,如脉冲当量、回零速度、定位速度等。可进行密码权限的设定,修改参数必须输入密码,以确保系统的安全运行。(3) 在调试软件的程序编辑下在界面中导入程序,并运行程序测试运行结果,最终实现运动控制器的脱机运行。

图5 顺序控制流程图
3 结语
本文基于运动控制器搭建了一个多工位激光标刻二维工作台,通过运动控制器实现了不同工位透镜与工件位置的自动定位,解决了在不同工位上,振镜系统的透镜与工件之间焦距长度智能变化的问题,使得多工位激光标刻加工更能满足连续快速的要求,达到了激光标刻精细清晰的预期效果,具有可靠的稳定性及实际应用价值。
[1]常毅,谭宁.基于单片机的激光打标系统控制器设计[J].微计算机信息,2007(13)
[2]申远.大面积高精度衍射光栅刻划机结构优化与控制研究[D].合肥:中国科学技术大学,2012
[3]项小东,白国振.基于运动控制卡的伺服控制系统开发研究[J].机电工程技术,2010(11)
2014-07-03
丁蕴丰(1954—),男,吉林长春人,硕士研究生,副教授,研究方向:光机电一体化产品设计与系统集成、激光加工技术。