镁基复合材料半固态流变成型件的研究
2014-08-30吴孝泉
吴孝泉
(江西科技学院 教务处,江西 南昌 30098)
镁基复合材料半固态流变成型件的研究
吴孝泉
(江西科技学院 教务处,江西 南昌 30098)
采用原位法制备镁基复合材料,通过机械搅拌法制备出Mg2Si/AM60半固态浆料。比较研究了半固态复合材料流变成形件和常规压铸件的组织。结果表明:流变成形件浇注温度低、压射力大、压铸件表面质量好、内部组织均匀、大部分固相以球状存在。
汽车零件;复合材料;流变压铸
0 引言
镁合金因其塑性差、强度低、耐热性差等缺点,在工业上的应用受到限制。随着,汽车零件轻量化的发展及轻金属做为结构材料的需求量变大,开发轻金属结构材料和金属成型新工艺迫在眉睫[1-7]。本实验采用镁基复合材料制备出半固态浆料,通过流变成型工艺,制造出汽车零件,并对零件的外观及组织进行了分析。
1 实验材料及实验方法
1.1镁基复合材料的制备工艺
制备合金原料为:Al5.58-Mn0.33-Zn0.17-Si0.03-Fe0.001-Cu0.005,将上述原料在电阻炉中加热至800℃熔化,当镁熔体温度达到780-800℃时,静置5min。精炼时为减少熔体烧损,采用自制覆盖剂对熔体保护。将干燥后的结晶Si粉用铝箔包好,并压入合金熔体当中。为使结晶Si熔解充分,成分分布均匀,反应15min后用自制搅拌器对熔体搅拌5-10min,保温30min,温度降至600℃,搅拌5-10min。
1.2 流变压铸工艺
液态常规压铸和流变压铸工艺都采用汤勺将合金熔体喂入压室,将浆料压入模具型腔成形,半固态流变压铸工艺如图1所示。
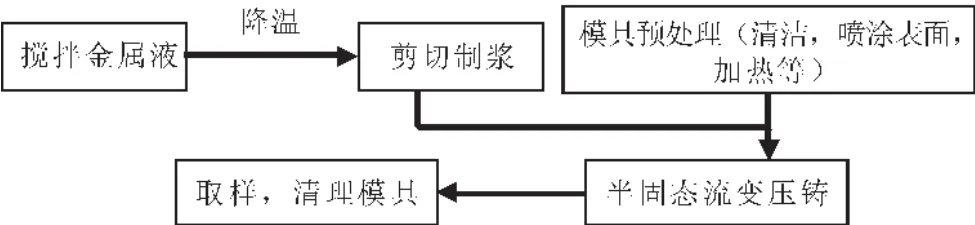
图1 流变压铸工艺流程图
复合材料流变压铸的浇注温度为600℃,冲头压射速度2.5m/s,模具温度220℃。液态常规压铸浇注温度660℃,其它参数和半固态相同。
2 实验结果与讨论
2.1 镁基复合材料显微组织分析
结晶Si粉加入AM60熔体中,发现铸态组织中生成Mg2Si,其形态分别以块状、片层状、中国汉字状及枝晶状出现。
从图2可以看出,当Si粉加入量为0.5wt.%时,铸态组织中基本无枝晶,晶粒细化,且有少量中国汉字状Mg2Si相;当Si粉加入量为1wt.%时,中国汉字状的Mg2Si相开始增多,并形成了少量片状Mg2Si。随着Si粉加入量的进一步增加,铸态组织里中国汉字状Mg2Si逐渐消失,取而代之的是粗大树枝状及板块状Mg2Si,且形状随Si质量分数的增加而变大。当Si粉加入量达到5wt.%时,组织中出现了角块状黑色富硅相,此相力学性能强度低,性能脆,受拉力容易在此区域发生裂纹。

图2 Si量对复合材料微观组织的影响
分析铸态组织表明:合金中加入不同质量分数的Si粉,生成Mg2Si相的形态也大不相同,为获得最优力学性能的材料,本实验采用结晶Si粉加入量为1wt.%的复合材料做研究对象。
2.2 镁基复合材料常规压铸件的分析
图3(a)为液态常规铸件外观,观察可看到细小的网状花纹印分布在中间轴螺塞的外径上,并伴有粘模及飞边的缺陷。[8]本实验中模具对应部位无龟裂缺陷,本次实验网状花纹印记缺陷是可能是由于金属浆料温度高、熔体与模具温差大、铸件各部位凝固速度不同,最终形成此缺陷;图3(b)中可见,有一铸件被完全顶出,连接在浇道上,而另一铸件粘在模具型腔里,从而形成粘模缺陷。其原因可能是熔体填充速度快、脱模剂使用不当或浇注温度过高造成的;图3(c)箭头所示飞边缺陷,它是压铸件最常见的一种缺陷,其产生的原因相对复杂,如:模具锁模力不够、模具型腔内杂物未清理或压射速度快,压射冲击力大等原因。
为消除以上缺陷,需考虑调整浇注温度,减小压射速度,清洁模具型腔,重新检查锁模力等压铸机参数,以便有效改善压铸件质量。

图3 液态铸件缺陷
2.3 镁基复合材料流变压铸件的分析
2.3.1 复合材料半固态组织
从图4可以看出,半固态组织形貌里完全看不到枝晶状组织,并且中国汉字状Mg2Si分布在液相和晶界中(箭头所示)。

图4 复合材料的半固态组织
2.3.2 流变压铸件的分析
在半固态金属流变压铸过程中,熔体是以层流方式充型,此种充型能最大限度地减少铸件卷气,但层流充型比紊流充型要求的压射力要大得多。因此,在压射第一阶段以高压、高速将浆料压入型腔。此外,流变压铸比常规压铸浇注温度,以层流方式充型。因此,缩孔、缩松产生的机率极小,铸件合格率会大幅提高。
从图5(a)、(b)可以观察到铸件有欠铸缺陷,590℃浇注温度偏低,半固态浆料流型性差,最终形成欠铸缺陷。其次,本实验是采用人工汤勺取料,真正的浇注温度会比检测的温度低。

图5 半固态铸件
图 5(c)、(d)分别为浇注温度 610℃和 615℃得到的压铸件。由铸件外观来看,表面质量好,无粘模、飞边、网状花纹等缺陷。
图6(a)、(b)分别为常规液态压铸件和流变压铸件无损探伤分析图。从常规液态压铸图中看出,中间轴螺塞零件的齿心有气孔、缩松等缺陷,且轴轮廓不清晰。分析产生的原因是液态压铸浇注温度过高,压射速度过大,合金熔体易卷气,模具型腔内气体未及时排出,最终导致气体混合在金属熔体中,形成气孔、缩松等缺陷。从图b可看出,中间轴螺塞齿轮廓清晰,齿内阴影明显。说明充型效果好,很大程度降低了卷气、缩松等缺陷率。
图6(c)、(d)分别常规压铸件和流变压铸件组织形貌,由图c可看出常规压铸件组织形貌主要由枝晶组成,其间还有部分缩松存在,且组织不紧密。而流变压铸件组织形貌主要以半固态非枝晶态组织存在,组织紧密,看不到其它缩孔、缩松等缺陷[9-10]。
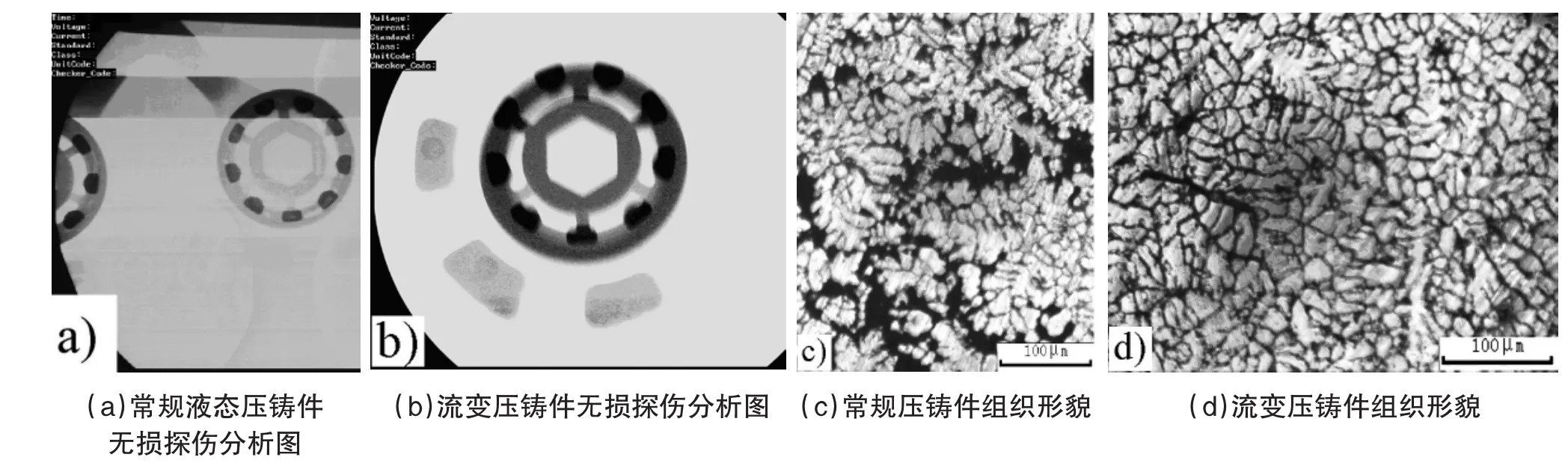
图6 无损探伤及微观组织分析
3 结论
本实验采用原位复合Mg2Si/AM60材料,并对其进行流变成形,通过流变压铸与常规压铸件的外观及微观组织对比发现:
1、在零件外观上,液态压铸件容易产生网状流纹、粘模、飞边等缺陷,其主要原因是液态压铸浇注温度高,熔体内温度梯度大,熔体内部组织组织不均匀;流变压铸工艺减少缩孔、缩松,消除了微裂纹,零件表面质量好,内部组织中的球状固相颗粒变形小。
2、从微观组织来看,常规液态压铸件组织以大块枝晶为主,液相分布于枝晶间,且分布不均匀;流变压铸件内部组织均匀,球状固相变形小。
3、流变压铸件在成形时,要求的压射力比常规液态压铸成形时高,且在低温浇注时(如590℃)会流变压铸件会有欠铸缺陷产生,其主要原因是复合材料熔体粘度高,流动性差。因此,适当提高压射力和浇注温度,能更好地改善流变压铸件的质量。
[1]吴孝泉.Si对原位自生镁基复合材料摩擦磨损性能的影响[J].特种铸造及有色合金,2011.31(10):952-954.
[2]侯文杰,谭建波,刘江成.半固态流变压铸的研究现状与发展趋势[J].铸造技术,2009(01):365-368.
[3]张军.康永林.张帆.A356铝合金半固态流变压铸件力学性能的研究 [J].特种铸造及有色合金,2011(08):456-458.
[4]唐景.董选普.张磊等.铝合金半固态流变压铸过程数值模拟及试验验证[J].铸造,2012(01):542-544.
[5]王国伟.巫瑞智.Al-6.5%Mg合金的半固态流变铸造及其性能[J].中国有色金属学报,2012(01):256-258.
[6]张毅.杨宇.半固态流变成形技术的应用与发展[J].铸造技术,2012(04)654-656.
[7]滕海涛.熊柏青.张永安等.铝、镁合金半固态浆料的制备与流变成形新工艺 [J].中国有色金属学报,2012(04):136-138.
[8]李伟东.陈和兴.王顺成等.挤压铸造半固态A356铝合金的组织与力学性能 [J].铸造技术,2012(04):128-131.
[9]史立峰.王平.崔建忠.ZL201铝合金半固态流变压铸组织与性能[J].轻合金加工技术,2012(05):479-481.
[10]郑鹏.徐骏.张志峰等.A357铝合金半固态流变压铸数值模拟 [J].特种铸造及有色合金,2010(01):568-569.
(责任编辑:陈 辉)
Effect of Magnesium Matrix of Parts Prepared by Forming in Rheo-die Casting
WU Xiao-quan
(Teaching Administrative Office of Jiangxi University of Technology,Nanchang 330098,China)
Magnesium matrix composite was prepared by in-situ technique and semi-solid slurry was prepared by stirring.Through the comparison for the microstructure forming in rheo-die casting and forming in conventional die casting,it shows that the parts forming in rheo-die casting have a lower casting temperature,higher compressing power,a better quality of surface,and a uniform inner structure,the main semi-solid of microstructure in rheo-die casting is spherical.
automobile parts;composites;rheo-die casting
TB331
A
123(2014)01-0046-04
2013-08-07
吴孝泉(1980-),男,湖南邵阳人,江西科技学院教务处,硕士,讲师,工程师。
研究方向:模具CAD/CAM。
江西科技学院校级自然科学研究项目“Mg2Si/AM60半固态流压铸汽车零件磨损性能的研究”(NO.ZR12YB13)。