无动力氨回收装置运行总结
2014-08-30,,
, ,
(安徽泉盛化工有限公司,安徽 滁州 233290)
安徽泉盛化工有限公司于2013年新建1套“30·30”工程。原合成系统液氨贮罐弛放气中氨的回收采用等压吸收水洗法,生产的氨水部分通过逐级提浓转化为碳铵,部分送往尿素解吸,这种方法要消耗水、电和蒸汽。新工程建成后,如果液氨贮罐弛放气中氨的回收继续采用等压吸收水洗法,则送尿素解吸系统既会消耗蒸汽又增加尿素解吸系统负荷。通过实地考察和经济核算,采用了金乡天界制冷设备有限公司的无动力氨回收装置,回收弛放气中的氨,设计弛放气处理能力为3 500 m3/h,该装置于2013年7月建成,投运后,装置运行效果理想,达到了预期的目的。现将无动力氨回收装置在我公司的应用情况介绍如下。
1 无动力氨回收工艺流程
弛放气进入系统,经过第一换热器,被初步冷却,温度下降,进第一气液分离器,分离出一部分氨,分离出来的氨节流后返流经过第一换热器,与原料气换热,从第一分离器出来的气体经过高效除油装置后进入第二换热器,进一步冷却,然后到第二分离器,进行深度冷却,分离出绝大部分氨,液态氨节流后返流至第二换热器交换冷量。气态混合物分别进入第三换热器、第三分离器,温度进一步降低,分离出残留的少量氨。从第三分离器出来的液体混合后节流并返流通过第三换热器交换冷量,再与第二分离器分离出来并节流后的氨混合,进入第二换热器。最后一级分离器分出的气相经过第三换热器复热后进入膨胀机组膨胀降温,膨胀后的混合气体进入第三、二、一换热器,回收冷量后排出系统。无动力氨回收装置回收的产品气氨进入气氨总管,然后入冰机进口,经冷凝器冷凝形成液氨,到液氨储槽,尾气进三废炉燃烧。
2 设备配置(表1)
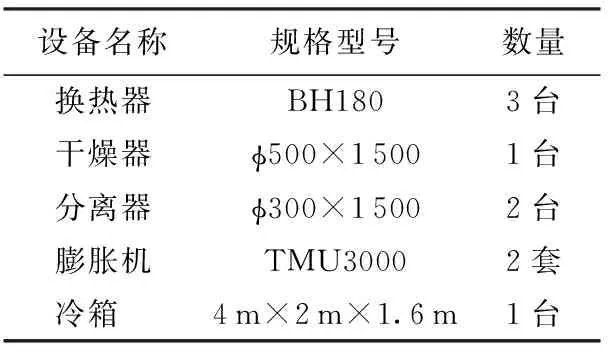
表1 无动力氨回收设备一览表
无动力氨回收装置投资金额为80万元。
3 技术指标
(1)尾气氨含量≤2%
(2)氨纯度≥99.5%
(3)尾气压力0.05 MPa
(4)产品气出回收装置压力0.15 MPa
(5)装置操作弹性35%~120%
生产过程中温度、压力、液位等工艺参数为自动检测,自动调节,自动报警。
4 运行参数
弛放气入口温度 7 ℃
一级气液分离器进口温度 -11 ℃
二级气液分离器进口温度 -24 ℃
膨胀机进口温度 -7 ℃
膨胀机出口温度 -65 ℃
膨胀机进气压力 1.5 MPa
膨胀机排气压力 0.14 MPa
低压膨胀机转速 39 000 r/min
中压膨胀机转速 89 000 r/min
尾气含氨量 1.3%
氨回收率 98.5%
动力消耗 11 kW·h/h
5 装置特点及效益
(1)可从含氨带压混合气体中分离出气氨,去冰机,而不再产生氨水或碳铵。
(2)利用气体的静压能推动膨胀机对外做功,混合气体温度降低,沸点最高的氨气首先液化,实现氨与其他气体的分离。运行过程无外供动力、无水耗、无三废排放。节省了尿素深度水解或蒸氨岗位的大量蒸汽。
(3)关键设备膨胀机转子在气体轴承悬浮下高速旋转,不需润滑油及常规保养。
(4)氨回收率98%以上,电耗约11 kW·h/h,年费用8 000×11×0.45=3.96万元;日回收氨3 t,年回收效益252.45万元;投资回收期为4个月。
6 结 语
整套装置结构紧凑,占地面积约20 m2,设计合理,投资少,经济效益高,消耗低,运行稳定安全,操作简单、弹性大,装置建在合成附近,无需增加操作人员,无污染环保,具有节能环保高效低耗的功能。
