家具板材封边生产线的转向机构研究设计
2014-08-23孙沛雨任洪娥
马 岩,孙沛雨,任洪娥
(东北林业大学 林业与木工机械工程技术中心,哈尔滨 150040)
中国家具协会公布的数据显示,2010年家具行业已经成功跃居中国制造行业前四位,仅次于食品、服装、家电三个行业[1]。其中板式家具占据了相当高的比重。伴随现代生活的不断发展和生活水平的提高,人们对于板式家具的质量也在不断的提高[2],在板式家具的生产中,封边是非常重要也是使用最频繁的一个环节,同时也是产品质量问题最多的工序[3]。判断一件板式家具的质量如何,最先也最容易看到的就是封边的质量,所以对板材封边生产线进行优化,会给企业带来经济效益上和市场的竞争力显著提高的[4]。
一条完整的封边机生产线的基本构成分别是进料系统、封边机、辊台、皮带运输设备以及出料系统。家具板材封边生产线采用4台封边机矩形布置的方式,加工板材的加工线路成“口”字型,与传统家具板材封边生产线相比较,一次完整的加工线路便可完成对板材的4个边加工,减少操作人员并且缩短了生产周期,提高了生产效率;与双端封边机相比较没有高平行精度和调机困难的问题,可以很好地保证成品率[5]。为此条生产线设计纵横向皮带运输机构,为加工板材的直角运输提供稳定动力。
1 4台封边机生产线整体布局
4台封边机生产线将4台直线封边机进行矩形布置,组成4面环绕式的封边机生产线。
需要4个无动力辊台进行加工板材的运输,3个转向机构完成加工板材的直角运输,进料台和出料台用来放入和取走加工板材。
每台封边机前面,布置一个无动力辊台,用封边机封边时所提供的速度,运送加工板材,在矩形的3个拐点布置3个转向机构,将加工板材运输线路旋转90°,进行直角运输,送到无动力辊台上对临近的一条未加工边进行封边。将进料台与出料台布置在第4个拐点,板材由进料台进入生产线,通过无动力辊台进行第一条边加工,加工后输送到转向机构上,通过转向机构来到第二条无动力辊台上进行封边加工,如此反复4次,完成一次完整的生产线加工,4台封边机分别对板材的4边进行封边加工处理,经过一个完整的矩形运输线路加工从出料台送出。如图1所示:
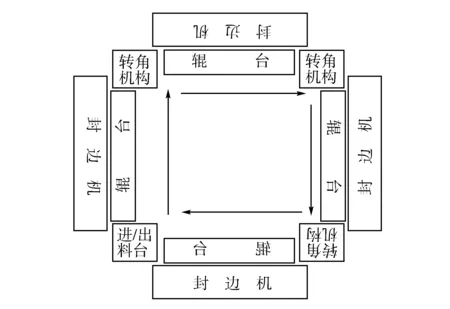
图1 4台封边机生产线简图
用多台直线封边机的方式来组成和布置生产线,具有很好的灵活性,成本低,对于组成整体生产线的零配件要求也很灵活,组成起来方便简单,没有苛刻的要求。数控封边机生产线将封边机用串联的方式布置,一个循环即可完成板材的4边封边,一次性成型,快速方便并且可以进行连续的生产,提高了设备的利用率和生产效率。
2 转向机构的整体结构设计
转向机构结构如图3所示。
转向机构由两部分组成,分别是图2(a)中的多条皮带运输机和(b)中的纵横向皮带运输机。
多条皮带运输机的底座机架支撑着上面的小皮带运输机构1,小皮带运输机构共有13个,在支架上均匀分布,所有的小皮带运输机构1由一根传动轴连接在一起,如图3所示,传动轴上布置一个齿轮,在支架的下梁位置,也布置了一个齿轮10,两个齿轮用V带进行连接。
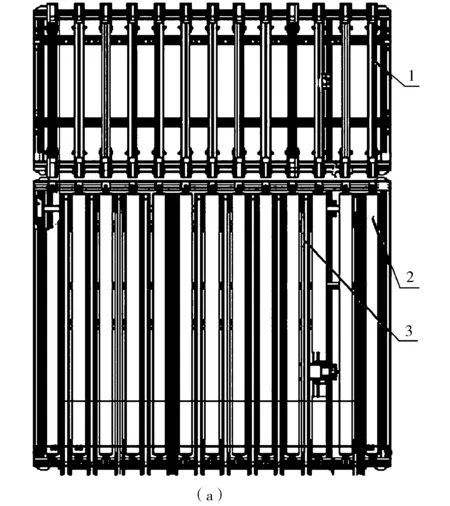
1.小皮带运输机构;2.辊筒;3.大皮带运输机构;4.电机;5.迷你气缸;6.铝型材;7.齿轮;8.支架;9.齿轮

图3 传动轴连接
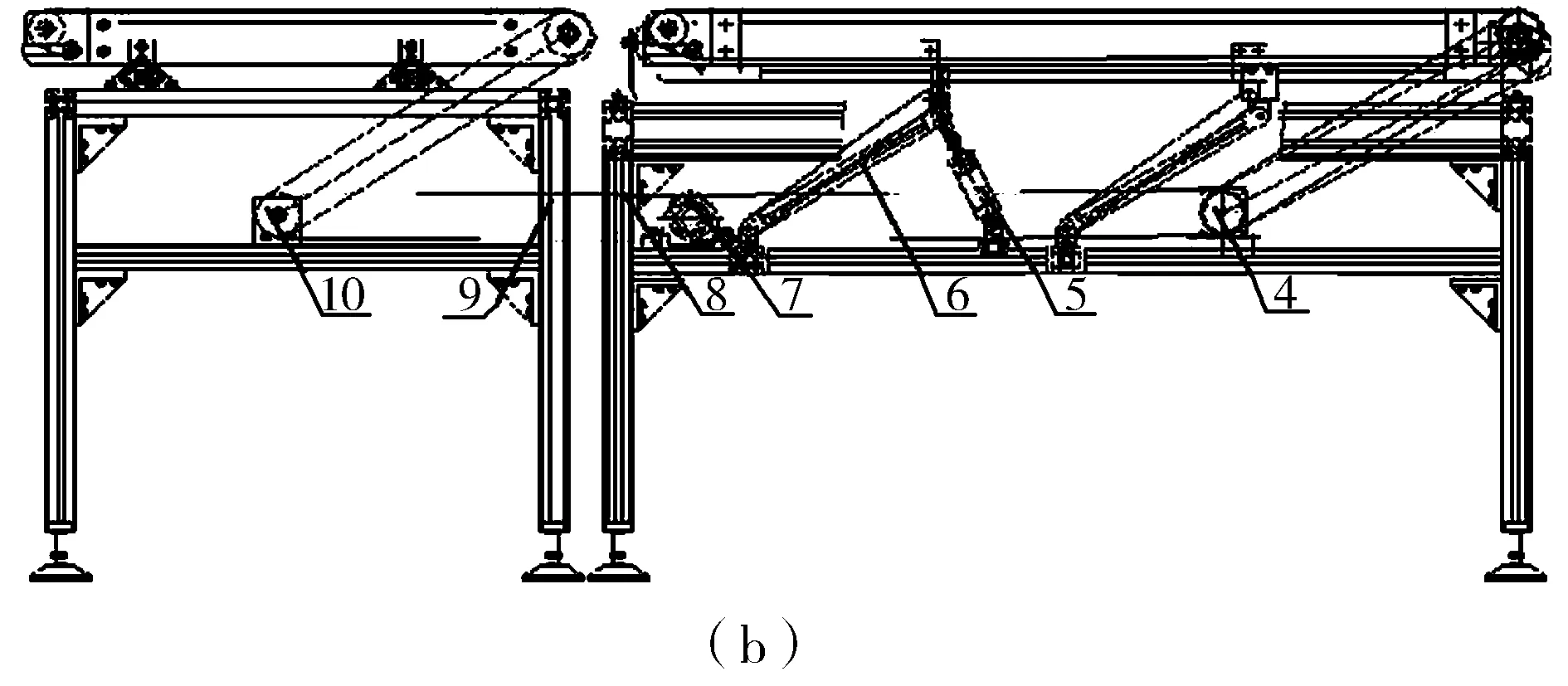
纵横向皮带运输机的支架下梁上,布置了4条铝型材6,如图2(b)所示,4条铝型材前后平行,左右平行,与支架的下梁和铝型材上方对应的大皮带运输机构3相连接。在支架下梁上,安置一个迷你气缸5,与靠视图侧下梁成60°,上方与前面,靠视图方向的铝型材垂直接触,如图4所示。远离视图侧下梁上布置一个电机4和一个齿轮7,二者用V带连接。支架的上面支撑着大皮带运输机构3和辊筒2,大皮带运输机构和辊筒依次接连布置,如图5所示,大皮带运输机构3的水平高度低于辊筒2。大皮带运输机构3由一根传动轴全部相连,传动轴上布置一个齿轮,与下梁上的电机4用V带连接。纵横向皮带运输机下梁上的齿轮7与多条皮带运输机下梁上的齿轮10用V带连接。
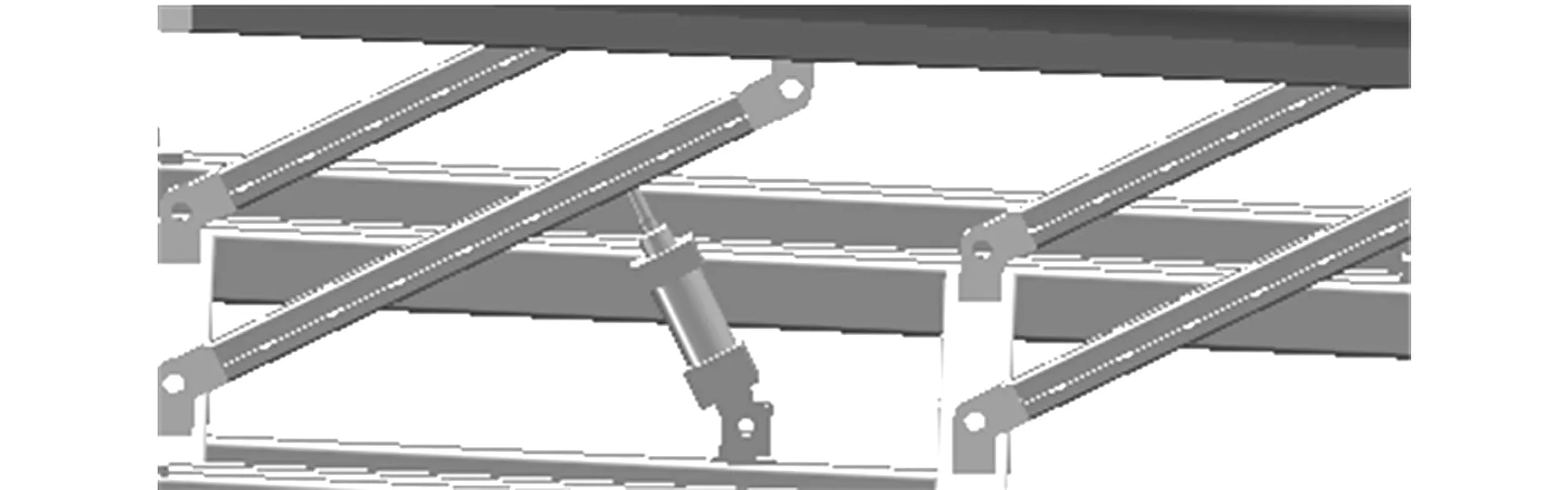
图4 气缸位置

图5 皮带运输机构与辊筒
3 转向机构工作原理
如图2所示,加工板材的运动路线由右向左进行运输再向上运输,既先通过纵横向皮带运输机再通过多条皮带运输机。
板材在封边机加工完成后,依靠封边机加工时给予的速度,通过辊筒2作横向运动,因为大皮带运输机构3水平高度低于辊筒2,所以不会发生干涉问题,位于机器的最左边有限位装置。加工板材在最左边后停止运动后,此时气缸5顶起铝型材6,铝型材6支起大皮带运输机构3,使其与多条皮带运输机上的小皮带运输机构1成水平。板材通过两个皮带运输机构到达下台封边机的位置,进行另一条边的加工。
整个转向机构的动力来源有2个,分别是纵横向皮带运输机下梁上布置的电机和迷你气缸。电机与布置在大皮带运输机构3传动轴上的齿轮用V带连接,为纵横向皮带运输机提供动力,与布置在纵横向皮带运输机下梁上的齿轮7用V带连接,齿轮7与多条皮带运输机下梁上的齿轮10连接,最后齿轮10与小皮带运输机构1传动轴上的齿轮连接,为多条皮带运输机提供动力,使加工板材可以连续运输。迷你气缸5通过铝型材6将大皮带运输机构3顶起,完成加工板材的运输。
4 转向机构运输速度计算与验核
通过加工板材在封边机生产线上的运输线路、加工板材之间的间距,对转向机构运输加工板材的运动速度进行计算,要确保板材之间不会发生碰撞问题,保证生产线生产过程的连续性和稳定性。
纵横向皮带运输机长1 500 mm,加工板材的初始速度v1为封边机加工时的速度,18 m/M,所需时间t1为纵横向皮带运输机长/v1,求出t1为5 s。
电机选用YPT280M-8电机,转速750 r/M。电机装有PXD085减速器,i=5,实际角速度。n1=5πr/s,电机上的齿轮半径d1=70 mm,大皮带传输机构传动轴上的齿轮半径d2=70 mm。根据从动轮转速公式:
(1)
滑动率:
(2)
V带传动的滑动率其值甚微,在此不予考虑,ω=2πn,设传动损失为80%,求出大皮带传输机构加速度ω1=4πr/s≈12.6r/s,线速度v2=ω1r2=12.6×35=441 mm/s。大皮带传输机构长度为1 200 mm,所需时间t2=1 550/v2≈2.7 s。
加工板材在转角机构上的运输时间t=t1+t2=7.7 s,通过对运输速度的计算结果得出,转向机构能够快速稳定的完成加工板材的直角运输,达到设计目的。
5 基于ADAMS软件对气缸的受力分析
ADAMS是虚拟样机分析的应用软件,创建完全参数化的机械系统几何模型,其求解器采用多刚体系统动力学理论中的拉格郎日方程方法,建立系统动力学方程,对虚拟机械系统进行静力学,运动学和动力学分析,输出位移、速度、加速度和反作用力曲线,ADAMS软件的仿真可用于预测机械系统的性能、运动范围、碰撞检测、峰值载荷以及计算有限元的输入载荷等,可以运用该软件非常方便地对虚拟机械系统进行静力学,运动学和动力学分析[6]。
如图5所示,BC表示纵横向皮带运输机的下梁,BC与大地相锁。AB代表铝型材,与BC铰接。CD表示气缸,与BC固定,滑动副DE表示活塞杆。气缸的作用是顶起铝型材,使铝型材支起大皮带输送机构,铝型材上大皮带输送机构的重力共1 130N,受力点简化成A点。完成ADAMS建模后,在A点添加向下的重力,滑动副DE在1秒内行进100 mm,得出气缸CD的受力分析。
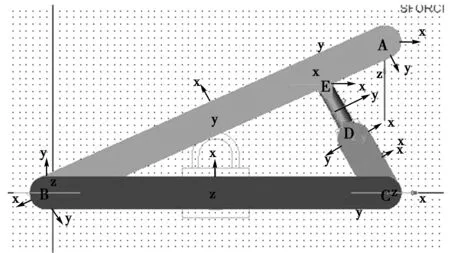
图5 ADMAS建模

图6 ADMAS受力分析
如图6所示,气缸所承受的力由大逐渐变小,最大值为1 361.4N,最小值为1 342N,平均受力的值为1 351.6N。所以,选在1 500N的气缸既能达到要求,又节省成本。通过ADAMS模型的受力分析显示,对气缸的受力有更直观的了解,从而在优化设计中更好地处理整体结构,使其更加合理有效。
6 结束语
本文阐述了4台封边机生产线里转向机构的结构设计,并通过ADAMS软件对其进行了受力分析,为后续的优化设计工作提供了参考依据。
【参 考 文 献】
[1] 顾加洲.单边直线封边机生产效率研究[D].南京:南京林业大学,2012.
[2] 王 军.板式家具封边质量控制研究[D].南京:南京林业大学,2009.
[3] 刘晓红,高新和.封边工序的工时测定[J].林产工业,2003,30(4):45-48.
[4] 韩维生.板式家具生产系统现场工作研究[D].南京:南京林业大学.
[5] 马 岩.国际金融危机中的米兰展会新看点[J].木材加工机械,2010,21(4):31-35.
[6] 宋文龙,杨 鑫,贾鹤鸣.采摘机械臂的滑模PID控制[J].森林工程,2013,29(2):74-76.
