大型轴类锻件走台锻造
2014-08-22陈海山龚洋道
任 猛 陈海山 龚洋道
(亚洲重工集团有限公司,江苏214128)
大型轴类锻件走台锻造
任 猛 陈海山 龚洋道
(亚洲重工集团有限公司,江苏214128)
介绍了在操作机能力不足时利用压机走台锻造的巧妙方法,并简要阐述了其工艺原理和应用实例。
大型轴类锻件;走台;锻造
在生产实际过程中,经常会出现产品规格超出本企业压机综合生产能力的情况。比如压机的吨位虽然可以满足工艺的需要,但是操作机的吨位太小,无法进行镦粗拔长。尤其是因无法镦粗而直接拔长的锻比又非常小,无法满足生产要求。那么在市场竞争激烈的情况下,锻件本身利润已很薄,如果再进行外协生产,不但质量和交货期难以保证,仅从订货价格和利润上也会损失很大。
本文介绍了在小吨位操作机的条件下,利用压机走台锻造的方法,不仅能够满足合格产品的制造需要,同时也可把企业自身的生产能力空间大大拓展。
1 走台锻造应用实例
2002年,南京博大重型锻造有限公司承接了国内某大型齿轮箱厂三件齿轮轴订货,材料为17CrNiMo6,锻件大身直径尺寸超过∅1 100 mm(如图1所示),锻件实重27 t多,无损检测要求不能有≥∅1.6 mm缺陷。针对如此高的技术要求,材料选购上海重型机器厂38 t双真空精炼钢锭。
当年博大公司36 MN水压机原配操作机的能力只有20 t。除此以外,还有一台10 t翻料机,虽嫌太小,但在帮助旋转方面能起一点点作用。
立足于本企业现有设备条件,根据有效压实锻造法工艺准则[1]判断,采用走台锻造方法,对锻件的压实锻透、保证无损检测合格是不成问题的,关键在于操作过程能否顺利实现。
走台锻造使用压机走台的中部,该位置经常用来镦粗钢锭,其强度和刚度不成问题。走台锻造的方式相当于FM法拔长,使用的钢锭平均直径约∅1 500 mm,计算出锻件大身段的锻比为1.84。考虑到该材料塑性较好,所以采取不倒棱、不压钳把,直接拔长。待大变形过程结束后,先压八方,然后再去掉钢锭冒口,在底部压钳把,这样可以大大减轻坯料重量,使得成形过程容易些。为了保证充分压实锻透,在总共只有8趟的拔长过程中[2],采取了每趟第一砧满砧压中间的措施。全过程一共只翻转两次180°,相当于每个方向连续拔长4趟,其中有两趟压过锻件大身1 105 mm尺寸,最小一次为980 mm(见表1锻造工艺)。在这两次翻转时,都是用抱钳将坯料夹出,在水压机外侧翻转后,再抱回走台,继续锻造。
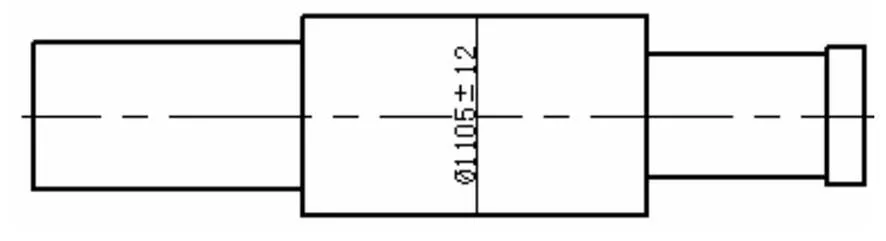
图1 大型齿轮轴Figure 1 Large gear shaft
由于工艺设计和班组操作配合得当,这三件齿轮轴都顺利成形。需要注意的是,在最后两火的加热过程中,要控制保温时间不要太长,防止晶粒过分长大。然后,通过锻后两次正火细化晶粒加回火消除应力,锻件最后经超声检测,没有发现明显的缺陷波显示,内部质量非常理想。
2 结论
在压机有能力压实锻透、而操作机的吨位太小时,采用行车配合、走台锻造的方法,可以很好地发挥设备潜能并拓展压机的生产能力空间。这样即保证了本企业的经济效益,同时也不会对设备造成损害。
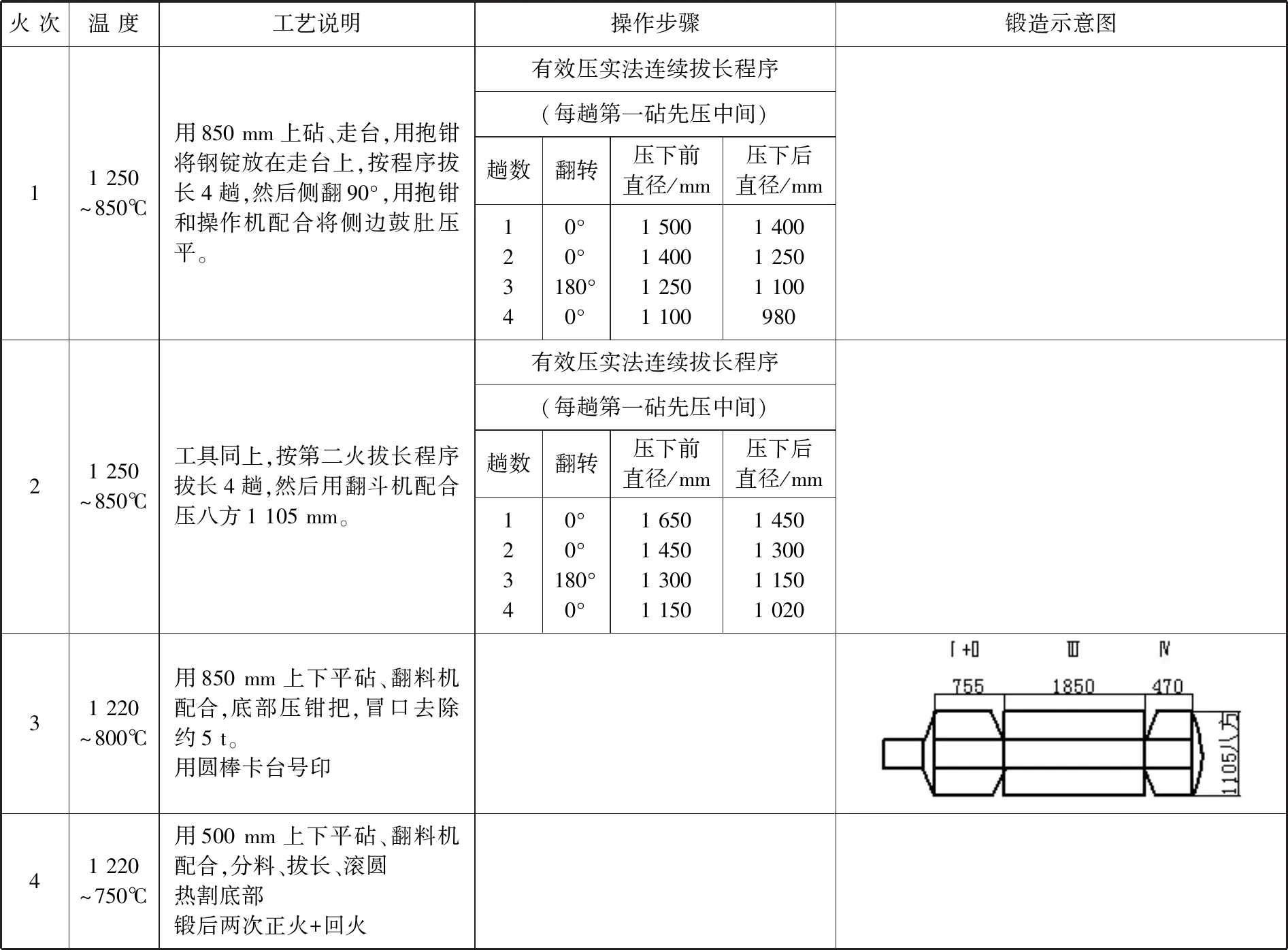
表1 大型齿轮轴走台锻造工艺Table 1 Forging process by traveling carriage for large gear shaft
[1] 任猛,等.有效压实锻造法工艺准则及应用.大型铸锻件,2013(4).
[2] 任猛,董金雷,王中安.优化锻造工艺手册.亚洲重工集团有限公司技术文件,2000.
编辑 李韦萤
Forging Method by Traveling Carriage for Large Shaft Forging
RenMeng,ChenHaishan,GongYangdao
This paper introduces the ingenious forging method by traveling carriage of press when manipulator ability is insufficient, and states technical principles and application examples.
large shaft forging; traveling carriage; forging
2013—06—13
TG316
B
