有色金属轧机工作辊感应淬火过程数值模拟分析
2014-08-22瞿贵峰门正兴
瞿贵峰 门正兴 李 英 张 宏
(中国第二重型机械集团公司,四川618013)
有色金属轧机工作辊感应淬火过程数值模拟分析
瞿贵峰 门正兴 李 英 张 宏
(中国第二重型机械集团公司,四川618013)
对有色金属轧机工作辊感应淬火过程进行了数值模拟分析,通过模型简化,将复杂感应淬火过程转化为普通热交换过程。研究了不同加热层深度及线圈移动速率对工作辊淬火层深度、温度场、淬火后组织的影响,对大型有色金属轧机工作辊感应淬火过程参数设定具有指导意义。
5Cr80Mo工作辊;感应淬火;淬硬层;数值模拟
近年来,国内黑色金属轧机线已趋于饱和,而有色金属轧机项目有逐渐增多的趋势,因此作为有色金属轧机重要组成部分的工作辊成为国内外轧辊生产企业重点研究的产品。有色金属轧机工作辊性能要求严格,为了提高大型有色金属轧机工作辊的淬硬层深度和表面硬度均匀性等性能,目前主要采用感应淬火方式对其进行性能热处理。
与其他表面淬火工艺相比,感应淬火具有表面淬火硬度高、淬硬层深度大、辊身硬度均匀性高等特点[1],有利于发挥材料的最大潜力,节约材料消耗,提高产品使用寿命,也便于实现机械化和自动化。根据实际生产的需要,目前主要使用的感应淬火方式包括低频感应淬火、中频感应淬火、高频感应淬火、双频感应淬火、整体感应淬火等方法[2]。
1 材料性能
所研究的有色金属轧机工作辊材料选用5Cr80Mo,该材料是美国联合电钢公司于1998年开发的有色金属轧机工作辊和支承辊的专用材料,其奥氏体化温度为729 ℃,调质处理后显微组织为均匀弥散进入细晶回火马氏体中的合金碳化物,具有热疲劳强度较高、热高温裂纹敏感性较低、耐磨性能好等特点,工作辊有更长的使用寿命。根据5Cr80Mo材料化学成分的特点,采用材料分析软件Jamatpro对其弹性模量、泊松比、热导率、比热等热力学参数进行计算,各参数随温度变化情况如图1~图4所示。
2 模型简化
感应淬火过程涉及磁、热、电、力学和相变等多方面,影响感应淬火质量的主要因素有材料化学成分、外形尺寸、加热速度、比功率、加热时间、相变临界温度等,其复杂性导致采用试验和数值模拟分析方法对其进行精确的分析都非常困难。国内外学者和研究人员对感应淬火过程进行数值模拟分析时都对其进行了大量的简化[3]。本文将感应线圈沿辊身移动的感应加热过程简化为恒定高温加热环沿辊身移动的热交换过程,从而使感应淬火过程简化为普通热交换过程。
加热速度和加热温度是影响感应淬火过程最主要的两个参数。每种材料都有一定的淬火加热温度范围,只有在这个温度范围内进行感应淬火,才能得到满意的组织和性能。当加热速度一定时,如果选取的淬火温度低于最佳温度则会导致锻件表面相变不完全,最终出现硬度降低的现象。若淬火温度高于最佳温度,热态的奥氏体晶粒会长大,淬火后得到中针或粗针马氏体,如果是高碳钢将会有残余奥氏体出现,也会导致表面硬度降低。当材料的最佳淬火温度范围一定时,加热速度过快或过慢,也会在锻件表面出现不合理或不理想的淬火组织,从而导致锻件质量达不到设计要求。较长的加热时间和较高的加热温度可获得较深的加热深度,反之,加热深度较浅。加热速度小时会得到过热组织,加热速度大时会得到加热不足的淬火组织。

图1 弹性模量随温度变化曲线Figure1 The curve of elastic modulus changed with temperature

图2 泊松比随温度变化曲线Figure2 The curve of Poisson’s ratio changed with temperature

图3 热导率随温度变化曲线Figure3 The curve of thermal conductivity changed with temperature

图4 比热随温度变化曲线Figure4 The curve of specific heat capacity changed with temperature
有色金属轧机工作辊感应淬火模型如图5所示。其中,工作辊辊身部分直径800 mm、长度3 000 mm部位需要进行感应淬火。感应淬火时,将恒定温度为960℃的高温加热环(代替感应加热线圈)和位于高温线圈后端固定距离的恒定温度为20℃的低温冷却环(代替喷水冷却装置)置于轧辊一端。当高温加热环及低温冷却环以一定速度沿轧辊轴向移动时,一定厚度的辊身表面首先通过和高温加热环的热传导而导致温度快速升高,经过一段时间后,又通过和低温冷却环的热传导而导致温度快速下降,从而在轧辊表面一定厚度形成淬硬层。
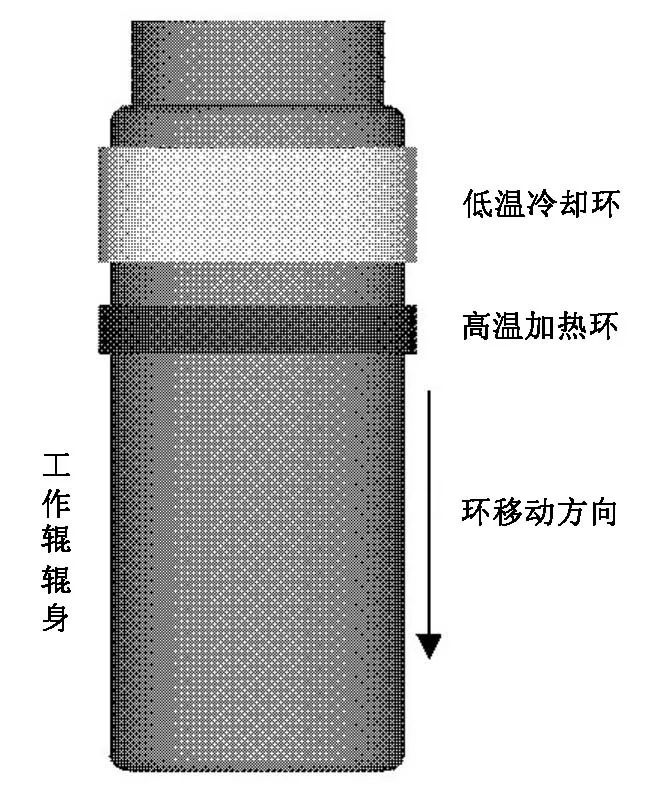
图5 感应淬火工件简化模型Figure 5 Schematic drawing of induction quenched workpiece
为了确保模拟精度和稳定性,轧辊采用六面体网格,网格尺寸为60 mm。高温加热环与外界热交换系数设置如表1所示。低温冷却环为水冷装置的简化,根据热处理手册查到其与工件的热交换系数是随工件温度变化的函数,模拟中选择水流量为990 kg/(m2·min)的曲线来进行计算。
3 感应淬火结果分析
图6为加热深度10 mm、高温加热环移动速度6 mm/s情况下感应淬火过程中工作辊横截面温度场分布情况示意图。从图6可以看出,在辊身与高温加热环接触区域温度已达到960℃,满足淬火要求,而轧辊心部温度基本没有变化。轧辊加热温度沿径向分布如图7所示。在距轧辊表面深度12mm处,轧辊温度已降至910℃以下。在辊身与低温冷却环接触区域,轧辊表面温度迅速下降,而接近轧辊表面的区域温度并没有下降,而是在低温冷却环通过后对轧辊表面进行传热。

表1 高温加热环热交换系数Table 1 Heat exchange coefficient of high temperature heating ring

表2 不同情况下淬火效果对比Table 2 Comparison of quenching effects under different conditions

图6 感应淬火温度场Figure 6 Temperature field during induction quenching

图7 轧辊温度径向变化曲线Figure7 The change curve of roller temperature in radial direction

图8 感应淬火后马氏体组织分布Figure8 Martensitic structure distribution after induction quenching
图8为感应淬火后工作辊马氏体情况。从图8可以发现,工作辊表层经过快速加热和冷却后,表层主要发生了马氏体转变,还有少部分贝氏体转变,马氏体转变比例随深度的增加而减小,在10 mm左右达到95%。表2为不同加热深度和感应器移动速度情况下工作辊表面组织分布及淬透层深度的变化情况。不同的感应淬火工艺参数组合会对淬火结果有重要的影响,只有通过数值模拟和实验验证方法的配合使用,才能有效的确定最佳的工作辊感应淬火参数。
4 总结
通过采用不同的加热层深度及感应器移动速度,对5Cr80Mo材料的有色金属轧机工作辊进行感应淬火过程数值模拟,可以得到以下结论:
(1)可以采用恒定高温加热环沿辊身移动的方式将感应线圈沿辊身移动的感应加热过程简化为普通热交换过程。
(2)感应淬火过程中,工作辊表层主要发生了马氏体转变,还有少部分贝氏体转变。随着感应加热层深度的增加,马氏体转变深度逐渐加大。
[1] 王勤,沈伟芳,陈琳,华陈亮. 锻钢冷轧工作辊双中频感应淬火机组特点及工艺技术[J] .冶金设备,2007,163:59-62.
[2] 竹山辉羡. 锻钢辊感应淬火技术的发展[J]. 轧钢,1991,1:25-32.
[3] 宋月鹏,刘国权,冯承明,等. 钢件感应淬火后淬硬层分布的计算模拟预测及实验验证[J] .热加工工艺,2006,35(4):71-74.
[4] 《热处理手册》编写组. 热处理手册.北京:机械工业出版社[M],2001.
编辑 杜青泉
Numerical Simulation Analysis of Induction Quenching Process of Nonferrous Mill Working Roll
Quguifeng,Menzhengxing,Liying,Zhanghong
The induction quenching process of nonferrous mill working roll by 5Cr80Mo is analyzed by numerical simulation method, and the complex process of induction quenching is simplified to common heat exchange process by model simplification. The influence of different heating depths and moving speeds of induction coil on quenching layer depth, temperature field, and structure after quenching is researched, and the result is instructive to parameter setting of induction quenching of heavy nonferrous mill working roll.
5Cr80Mo working roll; induction quenching; quenching layer; numerical simulation
2014—04—16
TG162.8
B
