焊后加载拉应力对细长板件焊接残余应力场的影响①
2014-08-21朱亮
朱 亮
(同济大学铁道与城市轨道交通研究院,上海201804)
0 引言
细长板件的焊接在某些领域运用极为频繁,如地铁车辆车钩梁的焊接就属于细长板件焊接的范畴.根据某些地铁车辆车钩梁的破坏检测结果显示,焊接残余应力对其破坏具有一定的影响.因此,对细长板件焊接进行数值模拟有着重要的意义.潘华[1]模拟了在焊缝方向加载拉应力时对焊接残余应力的影响,并结合试验验证了模拟结果.鹿安理,史清宇等[2]对焊接过程模拟进行了初步研究,选取了合理的边界条件.张建强[3]提出可以对焊接热源进行适当简化.本文在前人的研究基础上本文模拟了在焊接件两端均被约束的工况下,焊接残余应力的分布情况,以及焊接后在板件上施加拉应力之后对残余应力的影响.研究结果与文献[1]符合良好,即在焊接完成后对板件施加外载能有效减小板件的残余应力.并进一步说明,对细长板件而言,无论沿焊缝方向施加外应力还是垂直于焊缝方向施加外应力,均可减小板件的残余应力.
1 焊接温度场和应力场的模拟
本模型采用直接耦合法,同时计算出焊接温度分布和应力场分布,计算至板件完全冷却后,得到板件的残余应力.
焊接过程中,热传导为主要的传热方式,焊接热传导是一个典型的不稳定传导问题.其二维热传导方程为:

图1 高斯函数分布热源模型

图2 加载示意图

式中:x,y为坐标值;T为板件温度;ρ为介质密度;c为介质比热容;为导热系数;Q为内热源的热量.
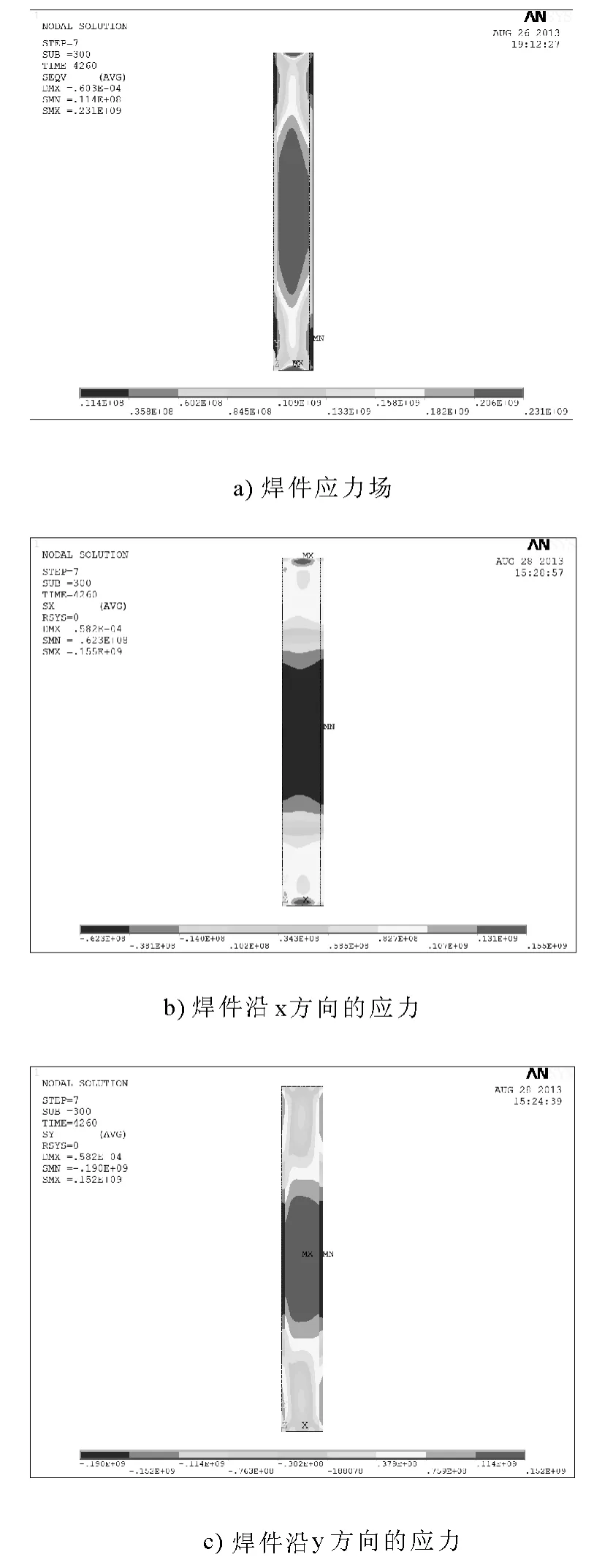
图3 完全冷却后焊件的应力场
热源模型采用高斯函数分布模型,如图1所示.
该模型的表达式为:

其中,q(r)为距电弧中心 r处的热流密度(J/s);qmax为电弧中心处最大热源热流密度(J/s);K为热源集中程度系数(1/mm2);r为圆形热源内某点与中心的距离(mm).
1.1 有限元模型的参数
由于是细长板件,厚度对于焊接件的残余应力无明显影响,因此采用二维焊接数值模拟.模拟试件母体的尺寸为20mmx200mm,材料为钢;填充材料尺寸为2mmx200mm,材料为铜.所选材料的性能参数根据文献[4]选取.焊接速度为6.67mm/s;焊接电流为120A,焊接电压为25V,热源效率为0.75.
1.2 模型边界条件
参照参考文献[3]设定模型边界条件,焊接过程的边界条件包括温度场分析的边界条件和应力应变分析的边界条件,在左右端面上各点施加固定x,y向位移约束,在模型各面均施加表面对流边界条件,如图2所示.为简化模拟过程,根据参考文献[2]将焊接热源等效为一定时间的带状热源.

图4 沿x方向加载外载荷示意图
2 数值模拟结果及分析
2.1 焊接模拟结果
图3为焊接完成后板件已经完全冷却至室温时的残余应力分布.由图3a可知,板件的残余应力在板件的中间和两端的边缘处达到最大值,而距离板件边缘1/8处有较小的残余应力.由图3b和图3c可知,焊件沿x方向的应力主要表现为压应力,而沿y方向的应力表现为板件中部收拉,两端受压.
2.2 x方向施加拉应力之后的模拟结果分析
为研究在残余应力的影响下,板件工作状况下的应力分布情况.待板件完全冷却至室温,对其在x方向施加载拉力.加载方式见图4.
取为线性均布载荷,外载荷宽度为整个板件长度.模拟不同的下加载后,板件的残余应力,模拟结果如图5所示.可以看到,在不加载外载时,板件中部应力为220MPa左右,随着外载的不断增大,板件中部残余应力不断减小.当外载为80MPa时,板件中部残余应力减小至110MPa左右,减小至原来的50%.即x方向上适当的外载荷能够显著减小板件中部的残余应力,但是外载荷对于板件长度方向约1/4处的残余应力无明显的减弱效果.

图5 x方向不同外载下残余应力的分布

图6 沿y方向加载外载荷示意图
2.3 y方向施加拉应力之后的模拟结果分析
以下讨论沿y方向加载拉应力时,载荷对残余应力的影响.待板件冷却至室温后,按图6所示方式加载外载荷.加载宽度为焊件母体的宽度,即20mm.
计算结果显示,外载荷对于板件中部的应力有明显的减弱效果,如图7所示.不加载外载时,板件中部残余应力为220MPa左右,当外载为5MPa至20MPa时,板件中部的残余应力达到最小值,为130MPa左右.继续增大外载荷,板件的残余应力将会增大,即适当的外载荷对板件中部的应力有减弱的效果.但是y方向外载荷对于板件长度1/4处的应力无减弱效果.
2.4 模拟结果作用机理
机械拉伸降低板件残余应力的机理为:
对于x方向,由于板件的残余应力为压应力,因此沿x方向的机械拉伸能够强迫板件发生变形,从而降低x方向的应力.
对于y方向,由于板件中部受拉应力,两边受压应力,板件在外载荷的作用下产生拉应力.随着外载荷的增加,板件两边压应力区的应力值逐渐减小进而转化为拉应力;随着外载荷的增加,板件的应力同时增大,当应力达到屈服极限时,卸去外载荷,残余应力即消除.
3 结论及建议
(1)细长板件的焊接残余应力主要集中在焊件的中部和沿长度方向的两端边缘处,而焊缝附近的残余应力较小.这是因为焊接过程中,焊缝附近材料因温度较高而发生屈服.而中部和两端边缘处因温度较低未发生屈服,冷却后,因焊件收缩导致产生较大的残余应力.
(2)沿宽度方向和长度方向适当的外加载荷均能够降低板件中部的残余应力.

图7 y方向不同外载下残余应力的分布
(3)外载荷对于焊件长度约1/4处的残余应力无明显地减弱效果.
[1]潘华.局部加载拉应力对平板焊接残余应力场的影响[J].焊接学报,2008,29(8):101 -104.
[2]鹿安理,史清宇,赵海燕,等.厚板焊接过程温度场、应力场的三维有限元数值模拟[J].中国机械工程,2001,12(2):183-186.
[3]张建强.焊接应力与变形的数值模拟方法及应用[C].第十次全国焊接会议论文集(第二册),2001.
[4]陈洪荪.金属材料物理性能手册[M].北京:冶金工业出版社,1987.
[5]张锦洲,熊禾根,杨雄.基于移动高斯热源的平板对接焊缝数值模拟[J].热加工工艺,2013,42(9):163-165.
[6]妖杞,罗震.焊接工艺对T形接头构件焊接应力分布的影响[J].焊接技术,2013,42(2):17-20.
