圆电极锭表面顺裂原因研究
2014-08-20宋部军
宋部军
(东北特钢集团北满特殊钢有限责任公司,黑龙江 齐齐哈尔161041)
北满特钢电渣炉用电极坯料,单相电渣炉用电极锭,三相电渣炉用轧坯。电极锭截面为圆形,而且锭身较长,表面顺裂情况发生较多。2013年10月,新上一台喷丸设备,要求所有电极锭重熔前全部喷丸。因此,电极锭不允许再有顺裂现象。炼钢分厂对电极锭顺裂问题进行立项研究。
1 现状
2013年电极锭顺裂发生情况,较多,具体情况,见表1,实物照片,见图1,现有电极锭,具体尺寸,见表2。
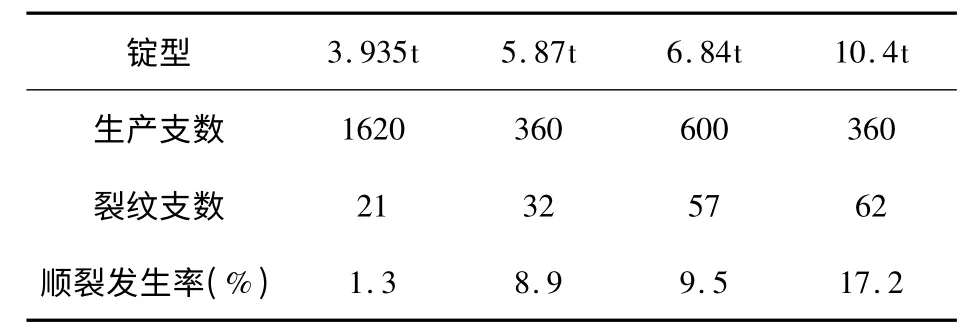
表1 2013年电极锭生产及顺裂支数

图1

表2 电极锭图纸尺寸
由以上数据看,锭身越长,直径越大的电极锭顺裂倾向越大。
2 理论分析
钢液注入到钢锭模内,由于浇注钢液温度较高,约在1 500℃以上,而钢锭模的温度在30~80℃,因此钢液受到模壁的激冷作用,使接触模壁的钢液瞬间得到较大的过冷度,并以最大的凝固速度结晶。另外,钢液与粗糙的模壁表面接触,形成大量结晶核心。由于在钢锭模表面上存在着大量的结晶核心,以及在强烈快速冷却条件下,不允许晶核继续长大,晶粒之间的相互影响又妨碍长大,结果在钢锭的最外层形成细小的等轴晶带,晶粒是无定向和无规则的,这就是所谓激冷层[1]。
在钢锭上激冷层的厚度并不均匀,厚薄主要受下列因素的影响:
(1)注温注速。如果注温越高或注速越快,钢液在模内温度就越高,获得的过冷度就越小,激冷层也就越薄。
(2)模壁厚度和模温。模壁厚度大,在单位时间内自钢液吸收的热量就越多,即冷却强度大,激冷层厚。模温的影响也与此相同。模温低,冷却强度大,易使激冷层变厚。
(3)锭型。锭型对激冷层的影响主要表现在冷却面上。一般是单位钢液所具有的冷却面越大,激冷层越厚,如方型钢锭的激冷层比圆形钢锭激冷层厚。
激冷层相当于钢锭表皮的外衣,具有一定的保护作用。但它的厚度要适当,太薄经受不住钢液的静压力易使钢锭产生顺裂或在加工时产生裂纹;太厚会使激冷层各处收缩不一,容易出现应力过大而产生裂纹。激冷层的合适厚度一般应为5~15mm[2]。
针对以上分析,炼钢分厂从以下方面采取措施:
(1)浇注温度
根据实际测定,炼钢分厂过热度按60℃设定。炼钢分厂注温按下式计算:
T浇注温度=T熔+60℃±5℃
式中:T熔为钢的熔点,60℃为过热度,5℃为浇注温度的波动范围。
钢水达到钢包盛钢量上限,浇注温度的波动范围控制在不超过±5℃。
2)浇注速度
浇注速度与浇注温度紧密配合。加快浇注速度相当于提高浇注温度。所以高温时应慢注,低温应快注。对裂纹倾向大的钢种(如高速钢),不宜快注。对于流动性差的钢种(如含钛、铝、铬的高合金钢),不宜慢注。
(3)钢锭模温度
经过邱绍岐等人统计分析,模温控制30~80℃,钢锭的裂纹发生率最低[1]。电极锭的模温按此温度控制。
(4)其他
因考虑成本因素,未增加壁厚。考虑电渣炉冶炼工艺,未改变截面形状。
3 结语
2014年2月和3月,共产电极锭284支,涉及钢种有高速钢、模具钢、合金结构钢、轴承钢。仅有2支发生顺裂。顺裂发生率明显降低。
[1]张承武,炼钢学.冶金工业出版社,1991.
[2]邱绍岐,等编,电炉炼钢原理及工艺.冶金工业出版社,1996.