2Cr13末级叶片钎焊司太立合金片钎焊合理性
2014-08-20赵龙飞王碧童李兴东
陈 啸,赵龙飞,王碧童,李兴东
(1.哈尔滨汽轮机厂有限责任公司,哈尔滨150046;2.四川大学)
2Cr13钢是马氏体型不锈钢,有较好的室温综合性能、良好的减振性能,主要用于制造汽轮机低压级叶片。但由于汽轮机的低压部分在含有水滴的湿蒸汽中工作,故此就产生了由湿蒸汽水滴引起的叶片侵蚀问题。尤其是低压末级叶片,由于湿蒸汽温度高,且圆周速度大,所以更易于产生水蚀。而司太立合金具有极高的硬度,耐磨及耐液体冲蚀性能、焊接性能良好,故在末级叶片钎焊司太立合金片能有效的减少叶片的水蚀水刷问题。本文着重研究钎焊司太立合金工艺的合理性。
1 试验材料与试验方法
试验材料选用2Cr13钢、司太立合金和焊料315。采用耐弛差热分析仪测试焊料315的熔融温度、采用DIL805快速相变仪测试2Cr13钢的相变点、采用MTS材料试验机测试钎焊焊料315结合力、采用HQY-300kN高频振动疲劳试验机测试2Cr13钢缺口敏感性。
2 试验结果与分析
2.1 钎焊处理工艺温度范围
2.1.1 钎焊焊料315熔融温度测试
差热分析是在程序控制温度下测定物质和参比物之间的温度差和温度关系的一种技术[1]。差热分析法常用来测定物质的熔化、金属与合金的相变温度。钎焊焊料315的测试结果见图1,测定的熔融温度数值为680.1℃。
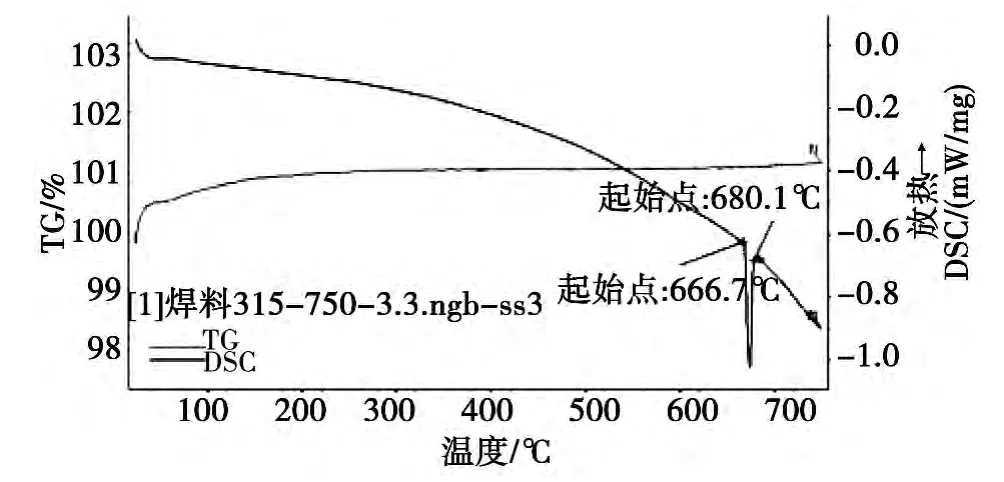
图1 焊料315DTA曲线
2.1.2 2Cr13钢的相变点测试
将2Cr13钢通过线切割加工成Φ4mm×Φ10mm规格试样用于相变点测试,测试结果见图2,测定的2Cr13钢的Ac1温度为807℃。
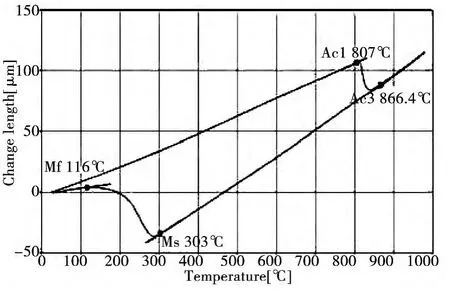
图2 相变点测试曲线
2.1.3 2Cr13钢淬火疲劳性能
钎焊过程中若温度超过2Cr13相变点Ac1,钎焊区域叶片基体相当于淬火处理,为了分析此状态下材料疲劳性能的变化情况,将试样制备成直径为7mm的光滑试样及直径为6mm的缺口试样用于检验2Cr13钢的缺口敏感性[2],载荷比R=-1。疲劳试验结果见图3,光滑试样疲劳极限为600MPa,缺口试样疲劳极限为155MPa,仅为光滑试样的25.8%。
对于钎焊区域,叶片表面不可避免的存在刀痕等加工痕迹,缺口效应较明显,如果产生淬火现象,则严重影响材料的正常使用。因此对于2Cr13的钎焊,其合理的温度范围为680℃~807℃。
2.2 最佳钎焊温度确定
2.2.1 结合力测试
把高温拉伸试样从中间切断,去除断面氧化层,安装到试验卡具上,在断口上均匀涂抹QJ102银钎焊溶剂,将焊料315薄片放在断口处,然后施加0.2kN的力,用高温炉进行加热保温。
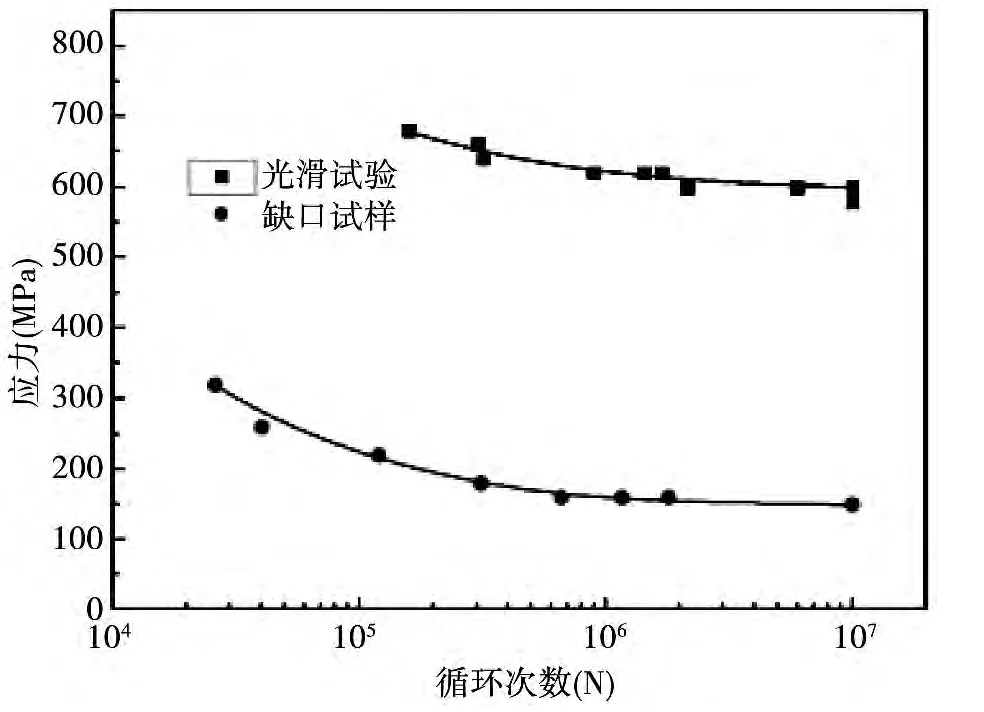
图3 疲劳试验结果
选取三个试样分别加热至690℃、700℃、730℃,均保温30min,炉冷至室温后进行拉断试验。试验结果见图4 690℃时钎焊的抗拉强度不足100MPa,700℃时抗拉强度约350MPa,而730℃时抗拉强度下降至125MPa。由此可知温度对钎焊强度有直接影响,温度过高或过低都影响钎焊的结合力。

图4 不同温度下拉断试验的应力—位移曲线
2.2.2 拉断断口分析
由图5可见,690℃试样断口焊料仅中部有撕裂状痕迹,这说明材料刚过熔点,流动性不足,黏性较低导致结合力较差;730℃试样断口中部几乎没有钎料,这是由于730℃时钎料流动性很好,中部的钎料受压挤出导致的;700℃试样断口钎料撕裂状痕迹分布均匀,结合力较强,表明700℃热处理效果最好。

图5 试样拉断后断口照片
3 结语
(1)钎焊焊料315的熔点为680.1℃,2Cr13钢Ac1温度为807℃,故钎焊工艺温度余富量约130℃。
(2)缺口试样疲劳极限仅为光滑试样的25.8%,缺口效应较明显。
(3)综合温度、结合力以及钎料流动性,钎焊温度700℃为最佳。
[1]王培铭,许乾慰.材料研究方法[M].科学出版社,2006:210-217.
[2]束德林.金属力学性能[M].机械工业出版社,1987:80-86.