热钢端面在线自动打码系统开发难点与建议①
2014-08-16闫树军何邦贵雷福祥周会杰
闫树军 何邦贵 孟 炜 雷福祥 周会杰
(1:塔里木大学机械电气化工程学院 新疆阿拉尔843300;2:昆明理工大学机电工程学院 云南昆明650093)
热钢端面在线自动打码系统开发难点与建议①
闫树军②何邦贵2孟 炜1雷福祥1周会杰1
(1:塔里木大学机械电气化工程学院 新疆阿拉尔843300;2:昆明理工大学机电工程学院 云南昆明650093)
企业要想在激烈的竞争中脱颖而出,技术设备的创新是唯一的出路。通过对钢铁市场需求以及中小钢企现状分析,结合现有热钢打码技术的优势及不足,目前中小钢企在热钢端面在线自动打码系统开发上的关键难点,提出了开发新系统的一些步骤,给中小钢铁企业创新开发新系统提供参考。
热钢坯端面 自动打码 建议
1 热钢端面打码介绍
目前钢铁企业主要是应用连铸生产技术进行型钢的生产,工艺如图1所示。钢液从炼钢炉流出来,开始进行炉外精炼,然后从盛钢桶流入中间包,经过轧钢机得到热钢坯,送轧后得到不同形状的钢坯,经热钢打码机标识后进行冷却处理,最后库存。整个流程中,钢坯有可能出现纯净度不高(杂物含量过高、形态分布不均等)、表面缺陷(裂纹、夹渣、皮下气泡等)、内部缺陷(裂纹、偏折等)、形状缺陷(方坯脱方、板坯鼓肚等)等质量问题[1],为了能快速清楚地对钢坯问题进行排查,就必须将生产型钢所有的信息(诸如钢厂、钢号、熔炼炉号以及生产日期等)标识在钢身上,这样做主要是为了保证型钢质量,在出现问题后能通过这些信息对问题进行及时彻查,避免不合格的产品流入市场,给企业造成影响。
标识的位置可在钢坯端面,也可在钢身,考虑到仓储和物流的方便,产品标识的位置选择在端面具有足够的优势:仓储和物流中由于钢坯是堆放在一起的,钢身上的标识不易检测,标识在端面,可以非常容易检测到。但端面标识对于打码装置的要求会更高,若是在钢身标识,在生产线上可以通过滚压式非常方便的打上印迹;而端面标识,存在三个问题,一是端面面积较小,打码头对正要求较高;二是轧制后的钢坯运动轨迹杂乱,不易于操控;三是多流钢坯同时运动,时间不一,端面不对齐,给打码统一带来困难。
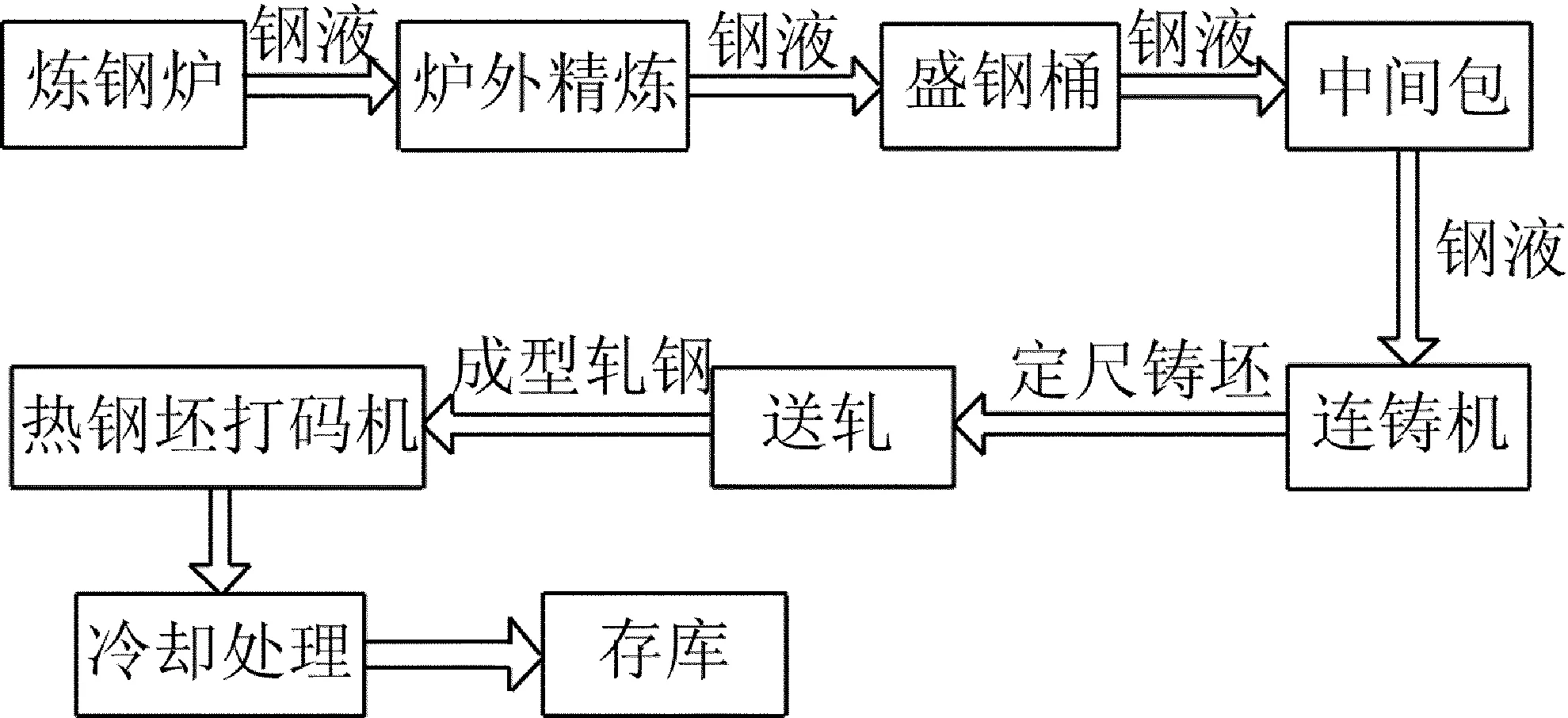
图1 型钢生产工艺流程图
2 人工打码方式存在的问题
目前国外的钢铁企业一般都是采用自动打码的方式,但由于国外现有热钢端面打码机价格昂贵,维护费用高,不利于在国内普及,同时现有的打码装置只是针对单流钢坯进行标识,无法满足企业多元的要求。国内钢企以及科研院所对于热钢端面在线打码系统的开发也有一定的研究,然而还是存在打码稳定性差,打码质量不过关,主要对象也是单流钢坯,不利于推广使用的特点。所以国内钢铁企业,特别是中小企业大多采用的还是人工打码的方式,这种打码方式造成工作效率低,工人劳动强度大等缺点,更为严重的是错码事故较多,造成混钢。
钢铁企业型钢生产线上目前热钢在线打码主要是靠人工来完成,当红热钢坯连铸之后经轧制由运输辊道运送到打码位置时,在操作间的工人通过辊道控制装置使其停止运动,打码工人(至少两人)拿工具过来完成打码,其中一人拿码头对准热钢坯打码位置,另一人用大锤在其上敲击,完成打码工作;操作间开动辊道,打完码的钢坯经辊道运动到指定位置进行冷却。
这种采用人工打码方式存在的主要问题有:
1)工人劳动强度大;
2)由于现场作业环境比较恶劣,很容易引发安全事故,如生产大端面方圆钢时,高温辐射比较大,夏天工人易出现中暑现象;舞动大锤打印过程中,容易出现大锤(或锤头)飞出伤人;
3)打码质量不好,错打、漏打、打码不清等情况较多;错打:主要是印盒装错或者是在需要更换印盒的时候没有及时更换造成;漏打:主要是生产节奏较快(尤其是成排锯切的时候)时出现漏打现象;打不清:主要是人工打码过程中,由于锤头打在印盒上的落点不准确,导致印盒受力不均出现的;据统计,中型钢铁企业每年由于打印错误产生的废品给企业造成很大的损失;
4)打码速度慢,直接影响轧机效率,经济效益不高;对于中型钢铁企业,若使用自动打码装置,每年以降低打印影响轧制的节奏,提高轧机作业有效时间,计算直接经济效益将超过300万元;
5)打码的打印大锤、字头、印盒等备件消耗过高。
如能实现热钢端面在线自动打码,对改善以上问题将会有极大地促进作用,一是达到方圆钢在线自动打印;二是使方圆钢打印字符清楚、明了,减少了由废品造成的损失,提高了方圆钢质量,且为物流畅通创造良好的条件;三是方圆钢在线自动打码机运行安全、稳定、可靠,工人劳动强度将明显减小。
3 热钢端面在线自动打码系统开发难点分析
热钢端面在线打码指的是红热钢坯在连铸之后经轧机轧制在运输辊道上进行端面标记,该标识码是型钢在仓储、流通、使用时的身份码,是追溯产品质量的主要依据[2]。
热轧型钢端面打码受制于钢企生产现场的复杂情况,经过调查研究发现存在较大的技术难点,主要体现在:①热轧型钢采用在线连续生产方式,经过多台锯切机锯切后成为初级产品,型钢在传输辊道上做纵向运行,其运动轨迹具有随机性;②型钢的规格型号多变,诸如150~260mm2、120~400mm、60×75mm2四连体方钢、75×75mm2三连体方钢等;③热钢打码需要在高温条件下进行,以降低打码的阻力,一般在600~800℃之间,并且需要在较快的时间内(10s内)完成一次打码动作。
1)按照钢材业内标准以及企业方便查找及流通的需求[4],钢坯上必须打印的主要参数有:
(1)采用特制的钢码号在钢料的端面打上具有”凹”形的字体,在钢坯端面留下永久性的痕迹;
(2)打印字符数量:1~20个(阿拉伯数字加大小写英文字符),打印行数:1~2行,排间距及每排打印字符数量根据用户要求设定;
(3)打印深度:1~3mm;
(4)可在20~1000℃温度变化范围内工作,一般打印温度控制在600~800℃;
(5)打印速度:8~15s(尽量控制在10s以内)。
2)某钢铁企业轨梁厂型钢生产线上热钢坯在经过轧制后要快速运动到打码位置,而且经过轧制的热钢坯在辊道上的位置并不统一,这个不统一包括热钢坯自身相对于辊道的位置和热钢坯端面之间的相对位置,这就给打码动作带来一定的难度。所以在热钢坯到达打码位置之前,必须有一定的信息反馈,这就要求有适合的配套检测系统,最终的打码动作要由气缸冲击来完成,以保证打码速度,两者之间的联系必须由计算机技术实现,最终的热钢打码装置必将是一个典型的机电一体化产品,应该包含有机械系统、传感检测系统、计算机控制系统、气动执行机构和能源系统。
3)整个系统需要达到的技术性能指标有:
(1)方圆钢端面实现在线自动打码(采用人机结合打码方式,以自动打码为主,人工打码为辅);
(2)打码字符清楚、明了,且钢坯暴露在厂房外,标记也不会因为生锈而丢失或不容易识别,清晰度达到100%,为物流畅通创造好的条件;
(3)打码系统应具有钢坯生产情况追踪和智能存储功能,以便对产品进行跟踪管理,出现质量问题时,能按照钢坯上的编号迅速查找出生产该钢坯的炉次或环节,及时更正以减少损失,在出现故障时进行报警或提示,达到安全生产。
4 结论与建议
人工打码存在工作效率低,工人劳动强度大等问题,改革势在必行,但在研究开发新的打码系统时一定要结合目标钢铁企业热钢打码生产线现有外部条件对在线自动打码系统的开发与研究的约束问题进行分析,根据国内钢坯生产企业的需求和生产现状,并吸取国外厂家的开发经验,着手开发研制一套成本较低,工作效率、定位精度和稳定性较高的热钢坯打码机。
自动打码装置能完成打码工作最终将受到企业生产现场环境影响,因此需要考虑约束条件并给出相应的解决措施。目前看来,最主要的外部约束条件就是自动打码装置的安装与现有方圆钢运输辊道之间的结合问题,某钢企炼钢炉中钢液经连铸轧制后由运输辊道往目的地输送,并进行切割,每一根传动辊的运动都由电机带动。所以设计时应考虑避免打码装置与辊道之间的碰撞,在对辊道做最少的处理前提下来完成两者之间的结合。
5 结束语
总之,开发一套经济、实用的热钢端面打码系统,一定离不开最新设计理论的支持;要对国内外现有热钢打码技术进行详细分析,取其精华;并结合国内中小钢企现有设备及现场条件,利用已有资源进行合理创新与开发。基本的步骤可以按照以下几步来进行:
1)寻找合理的热钢端面在线自动打码系统创新设计的理论支持
通过对现有设计方法的研究和比较,结合热钢端面打码设备的特点,找到适合解决企业创新实际问题的方法,并建立创新解决的标准模型;
2)热钢端面在线自动打码需求分析
结合国内外现有打码装置的特点及发展情况,并通过对企业打码现场的调研,型钢生产线上现有的人工打码方式已经成为制约企业竞争的瓶颈,热钢端面在线自动打码系统的研究迫在眉睫;结合企业钢铁生产线的具体技术要求,结合现有的外部条件,建立模型进行创新研究;
3)对创新设计方案进行深入研究,找到影响打码效率的关键所在,得到不同的创新设计方案,并对其进行比较和优选,得到最优的打码结构;
4)热钢端面在线自动打码系统的构成分析
打码结构选定之后,对整个热钢端面打码系统进行分析和研究,找到系统的不同组成部分,建立打码系统的初步模型,并进行模拟,使其性能达到最优;
5)制造和实验热钢在线自动打码系统的实践阶段,试制并在制造装配过程中不断优化,最终达到提高生产效率,增加企业收益的目的。
[1]陈星.2011年上半年我国钢铁产品进出口分析[J].冶金管理,2011,(8):32-35.
[2]朱立光,王硕明等.现代连铸工艺与实践.石家庄:河北科学技术出版社,2000.
[3]罗玉元.钢铁产品标识设备的现状及技术分析[J].冶金设备,2001,12:47-50.
[4]吕福在.钢铁产品标识技术的现状及其发展.第三届先进轧钢精整、包装及钢材加工输送技术学术研讨会,2010:1-10.
Some Difficulties and Suggestions of Hot Steel End On-Line Automatic Coding System Development
Yan Shujun1He Banggui2Meng wei1Lei fuxiang1Zhou Huijie1
(1:College of Mechanical and Electrical Engineeing of Tarim University, Alar 650039; 2:College of Mechanical and Electrical Engineeing of Kunming University of Science and Technology, Kunming 650039)
The innovation of the technology and equipment is the only road with enterprise want to in the fierce competition. The article analysis of the steel market demand and the current situation of small and medium-sized steel mills, combined with the existing advantages and disadvantages of hot billet code technology, given the technical difficulties for the present small and medium-sized steel enterprises in the development of automatic marking system of hot billet end online presence, and puts forward some steps in the development of a new system, to provide references for the innovation and development of new system of small and medium-sized iron and steel enterprises.
Hot billet end Automatic code Suggestion
云南省自然科学基金项目(2008CD188)
闫树军,男,1980年出生,塔里木大学机电学院机械工程系,讲师,硕士,主要从事机械创新方面的研究1
TG333.2
B
10.3969/j.issn.1001-1269.2014.01.020
2013-11-19)
