钢卷包装用自动纸库的研制
2014-08-16陈志平李本海
陈志平 李本海 陈 蕾
(机科发展科技股份有限公司 北京100044)
钢卷包装用自动纸库的研制
陈志平①李本海 陈 蕾
(机科发展科技股份有限公司 北京100044)
介绍了自动纸库的结构组成和工作过程,针对研制过程中遇到的难点进行了分析,并提出了解决方案。自动纸库的成功研制使其在多家钢厂包装线上得到实际应用。
自动纸库 钢卷包装 包装纸
1 前言
多数冷轧卷材在出厂前均需要进行包装保护。在钢卷包装线上,首先就要给钢卷包上一层专用包装纸。根据用户要求的不同,钢卷的外形尺寸(钢卷外径及钢卷宽度)是多种多样的,这就要求根据钢卷的外形尺寸来选择不同宽度的包装纸。如果都用一种纸宽来满足所有钢卷的包装要求不仅会造成很大浪费,还会直接增加冷轧卷材的生产成本,因为包装纸材料的成本也比较高。为了满足在钢卷包装线上使用多种宽度规格包装纸的需要,同时也为了满足用户提出的减少操作人员、降低生产成本的要求研制了自动纸库。
2 自动纸库的结构及工作过程
自动纸库主要由纸卷存放架、送纸机构、切纸喷胶机构、摆动导板等组成。典型的自动纸库如图1所示。
研制的自动纸库只需要人工将纸卷吊装在存放架上并将纸头穿入送纸机构内,其余工作如换纸、送纸、喷胶、包装、切断等均能自动完成。

图1 自动纸库结构示意图
1、2-包装纸卷; 3-纸卷存放架; 4-送纸机构; 5-切纸喷胶机构; 6-摆动导板; 7-液包机
自动纸库的工作过程如下:
1)步进梁将待包装钢卷送到自动纸库前端的滚包机上,等待包装;
2)自动纸库根据前方工序测量出来的钢卷参数(外径、宽度)选取合适的包装纸,同时计算出该钢卷所需的包装纸长度;如果当前正在使用的包装纸宽度不合适,则使其退回送纸机构内,然后送出合适的包装纸;
3)将包装纸送至合适位置,在其头部喷上粘接剂;
4)继续向前送纸,包装纸沿着摆动导板向钢卷接近;
5)包装纸头接触钢卷后就会被旋转的滚包机辊子及钢卷咬入。由于纸的头部喷有粘接剂,在钢卷的重力挤压下包装纸就会粘在钢卷上随钢卷转动;
6)当包装纸的长度达到计算值时,停止送纸,同时滚包机停止转动;
7)降下摆动导板及切纸刀。移动切纸刀将包装纸切断,切纸刀移动的同时喷胶机在包装纸尾端喷上粘接剂;
8)滚包机继续转动直至包装纸尾端与已经包在钢卷上的包装纸头部重叠并粘接在一起完成包纸过程。
3 关键问题及解决方法
3.1 自动换纸问题
1)自动纸库上设有纸卷存放架可存放两卷或更多的纸卷,因此可以同时存放多个不同宽度的包装纸。当钢卷包装需要改变纸宽时,当前使用的包装纸头部被退回送纸机构内,然后将宽度符合要求的包装纸头部从送纸机构的出口夹送辊处送出。
以前的送纸机构当纸头退回后是存放在托板或由多根细杆组成的托纸架上(如图2所示)。因为包装纸两个面的材料是不同的,一面是纸,另一面是塑料膜,所以当包装纸在送纸机内存放一段时间之后,包装纸就会随着空气湿度的变化而使包装纸头部产生打卷现象。当钢卷包装需要使用这一卷纸时,打了卷的纸头进入前方的出口夹送辊后就会产生折叠,需人工操作将头部切除一部分才能正常使用。纸头卷曲严重时,就无法进入前方出口夹送辊,导致无法换纸。
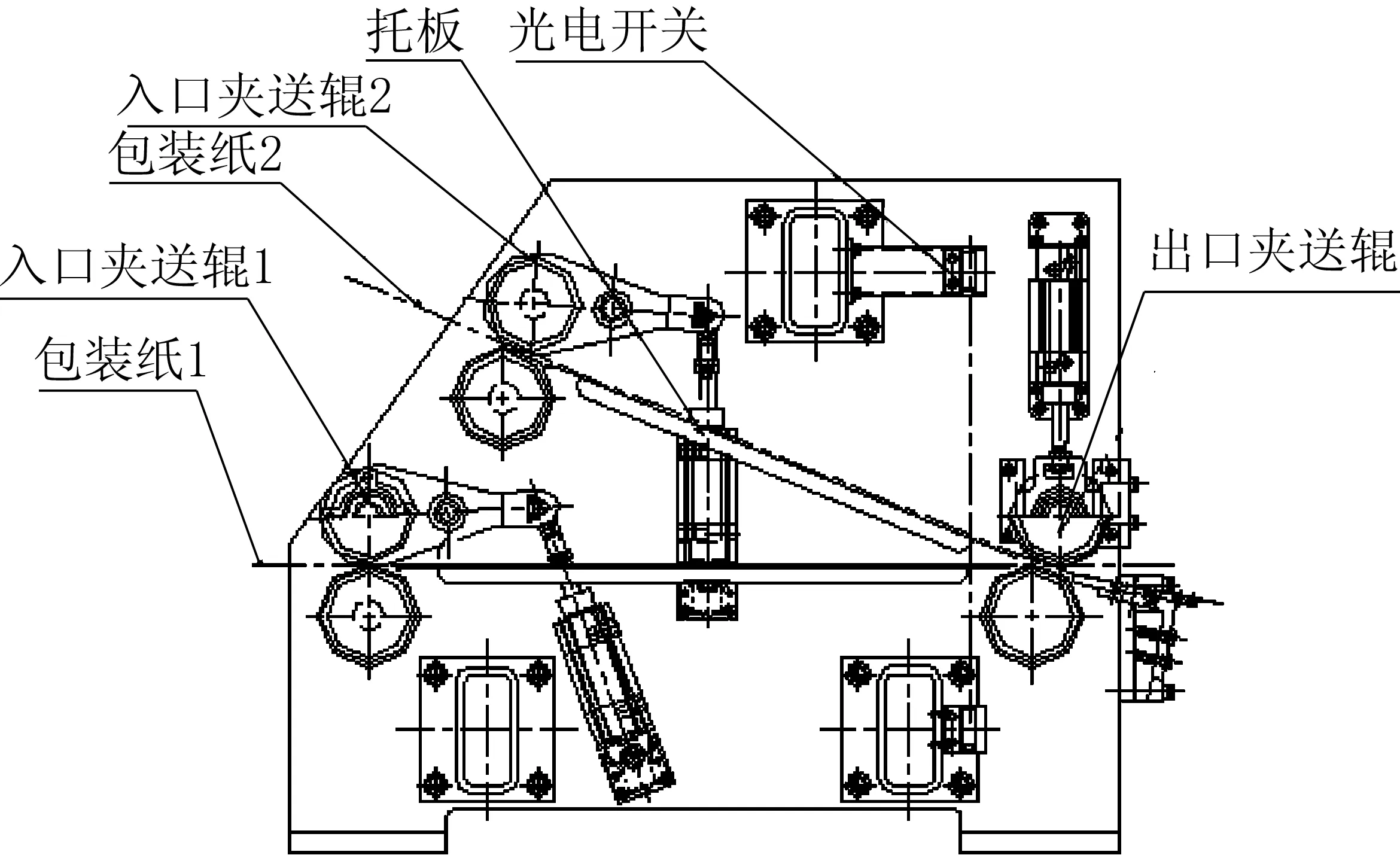
图2 常规的送纸机示意图
2)针对以上问题本文采取了如下改进方法:
在送纸机构中,尚未使用的包装纸头部是存放在入口夹送辊与出口夹送辊之间的导板上。若要使纸头顺利进入出口夹送辊,必须保证纸头起卷或卷起幅度不影响出口夹送辊的正常咬入。为此,采用了两块导板叠放的结构,两块导板中间留出一定的间隙,让包装纸进入夹送辊后从这个间隙中穿过。当纸头被送至出口夹送辊处时,卷曲变形幅度被控制在导板的间隙范围内。这样,换纸时纸头就很容易进入出口夹送辊中完成换纸过程(如图3所示)。
3.2 导板的弯曲问题
送纸机构采用双层导板夹送的结构,可靠地解决了包装纸头部卷曲带来的送纸难题。但同时又出现了新的问题,由于自动纸库的送纸机构是按照钢卷包装所需最大纸宽来设计的,设计中使用的最大纸宽已达到3800mm,为此,导板的设计宽度达到了4000mm。这样大跨度必须设计出很大尺寸的加强筋才能保证导板中部的下垂量不影响正常送纸。由于导板靠近出口夹送辊的一端是彼此紧密排列的,尤其当纸库的纸卷存放数量较多时(常用的是4卷)导板之间根本没有足够的空间来设置较大的加强筋。
解决办法如下:
设计了一种特殊的导板安装结构,将过去使导板直接搭放在送纸机构两侧固定板上的方式改为用螺杆拉紧固定在送纸机构两侧的固定板上。这样,在两端拉杆的拉力作用下导板中部的下垂量可以减少到较小数值。这时只要在每一块导板上加两条较低的加强筋即可满足使用要求。这种结构已经在多台自动纸库上实际应用,效果很好。

图4 导板拉直固定结构示意图
3.3 夹送时辊子与包装纸之间打滑的问题
最初设计的送纸机构在送纸时出现了包装纸与夹送辊之间打滑的现象。
1)经分析认为原因有以下几种:
(1)当上下夹送辊在两端气缸的压力作用下夹紧时,由于辊子结构的原因使得上辊中部不是向下压紧,而是向上抬起。同时,由于自重的原因,下辊的中部也会出现下垂,这样便加大了上下辊的中部间隙。经测量当气缸压力为0.6MPa时,上下辊的最大间隙可达1mm以上。这个间隙的出现使得夹送辊无法夹紧包装纸(尤其是宽度较窄的包装纸),从而产生打滑现象。
(2)包装纸其中一面是塑料膜,这个面恰好与夹送辊下面的驱动辊接触。由于辊子的金属表面与包装纸的塑料膜表面之间摩擦系数较低,导致了夹送时出现打滑现象。
2)采用如下方法解决:

图5 上下夹送辊间隙示意图
图中Δh—上辊产生的凸起变形量;f—下辊在自重作用下产生的挠度。
针对夹送辊的变形,先通过力学计算出下辊在自重作用下产生的挠度值f,再根据气缸最大工作压力(0.6MPa)计算出上辊的向上凸起量Δh,然后重新设计上辊。将出、入口的上辊设计成中间粗两头细的鼓形,鼓形的中间凸起量为f+Δh+s(s为修正系数,与辊子的直径及长度有关)。
针对摩擦系数低的问题,在驱动辊(下夹送辊)的表面挂上一层橡胶材料来增大摩擦系数。为了保证送纸长度的准确性,将计量送纸长度的出口上下两个夹送辊均改为挂胶辊。
4 结束语
经以上一系列的改进后,自动送纸机已经成为成熟产品,并在多家钢厂包装线上得到实际应用。
[1]陈龙官,黄伟编著.冷轧薄钢板精整生产技术[M].北京:冶金工业出版社,2009.
[2]刘明利,于革刚,孙瑞涛.钢卷包装工艺技术研究[J].冶金设备,2005(2).
[3]康运江,刘明利.冷轧卷材防锈纸自动包裹机的研究[J].冶金设备,2011(2):60-61.
Development of the Automatic Sheet Feeder for Coil Packing
Chen Zhiping Li Benhai Chen Lei
(Machinery Technology Development Co., Ltd., Beijing 100044)
The structure and working process of the automatic sheet feeder which is used for coil packing are briefly introduced, and the problems which appeared in the course of development are analyzed, and the solutions are put forward. The success of the development of the automatic sheet feeder make it have a wide application in several major steel plants.
Automatic sheet feeder Coil packing Packing paper
陈志平,男,1962年出生,高级工程师,毕业于武汉科技大学金属压力加工专业,主要从事机电设备的开发研究
TG333.2
B
10.3969/j.issn.1001-1269.2014.01.018
2013-08-23)
