热镀锌机组拉矫机振动纹缺陷分析
2014-08-16姚舜
姚 舜
(宝钢股份公司冷轧厂 上海201900)
热镀锌机组拉矫机振动纹缺陷分析
姚 舜①
(宝钢股份公司冷轧厂 上海201900)
介绍了宝钢某热镀锌机组出现拉矫机振动纹缺陷后的故障排除的经过,并着重对振动检测数据分析和诊断的方法进行了阐述。
热镀锌 拉矫机 振动纹 频率
1 案例分析与测试方案
2010年7月宝钢某热镀锌机组生产IF钢时在平整拉矫机后连续出现振动纹缺陷,并有愈演愈烈的趋势。图1是热镀锌机组的一次振动纹取样照片,从条纹宽度(160mm)上看,不是通常汽车板用户抱怨的情况(既锌锅区域出现的振动纹缺陷)。
图1 振动纹现场取样照片
经过生产线上多次取样,发现在拉矫机出口端的测张辊后出现振纹,而拉矫机入口部位没有振动纹,其间难以取样,故初步认为图2所包含的设备为引发振动纹的重点怀疑对象。另外本例振动纹的纹距较宽且肉眼可见,不象是固有频率引发的颤振,也太不象与润滑、打滑有关的振纹类型。而工艺上的原因比设备原因更难判断,获取信号也更不容易,因此首先排查设备原因,在保证设备完好或在设备状态心中有数的前提下再查找工艺问题。

图2 热镀锌机组拉矫机辊系示意图
1-转向单元; 2-矫直单元; 3-防C翘单元; 4-防L翘单元; 5-测张辊; 6-挤干辊
现场初步观察测张辊5的振动明显高于其他部位,然而更换测张辊后振动纹依旧,解体轴承未发现缺陷;测张辊表面无纹;经检测测张辊径向跳动量正常,因而排除了测张辊的问题。另外,图2中1~5辊均为被动辊,而挤干辊6为主动辊,虽然振动纹在其前已经产生,但考虑到能量的因素,有必要评价和诊断挤干辊及其传动系统的状态,寻找与振动纹频率相关的振动成分及能量来源。而矫直辊2抬起后,振动纹依然存在,鉴于以上分析,首先将上述1、3、4、5、6辊作为振动测试和分析的对象。
主要设备参数:
挤干辊轴承型号:2222-4CC-W33;
挤干辊辊径 φ=300mm;
辊1~辊5轴承型号:6319-2Z(深沟球轴承);
辊1~辊5辊径相同: φ=250mm。
2 数据分析与诊断
分别使用CSI 2130分析仪和宝钢工业检测公司自主研发的Teleson8823数采器采集了上述测点的振动信号,振动数值由表1所示(空白处为不方便测量的部位)。测试对象2#机组为问题机组,1#机组为相邻的正常机组。
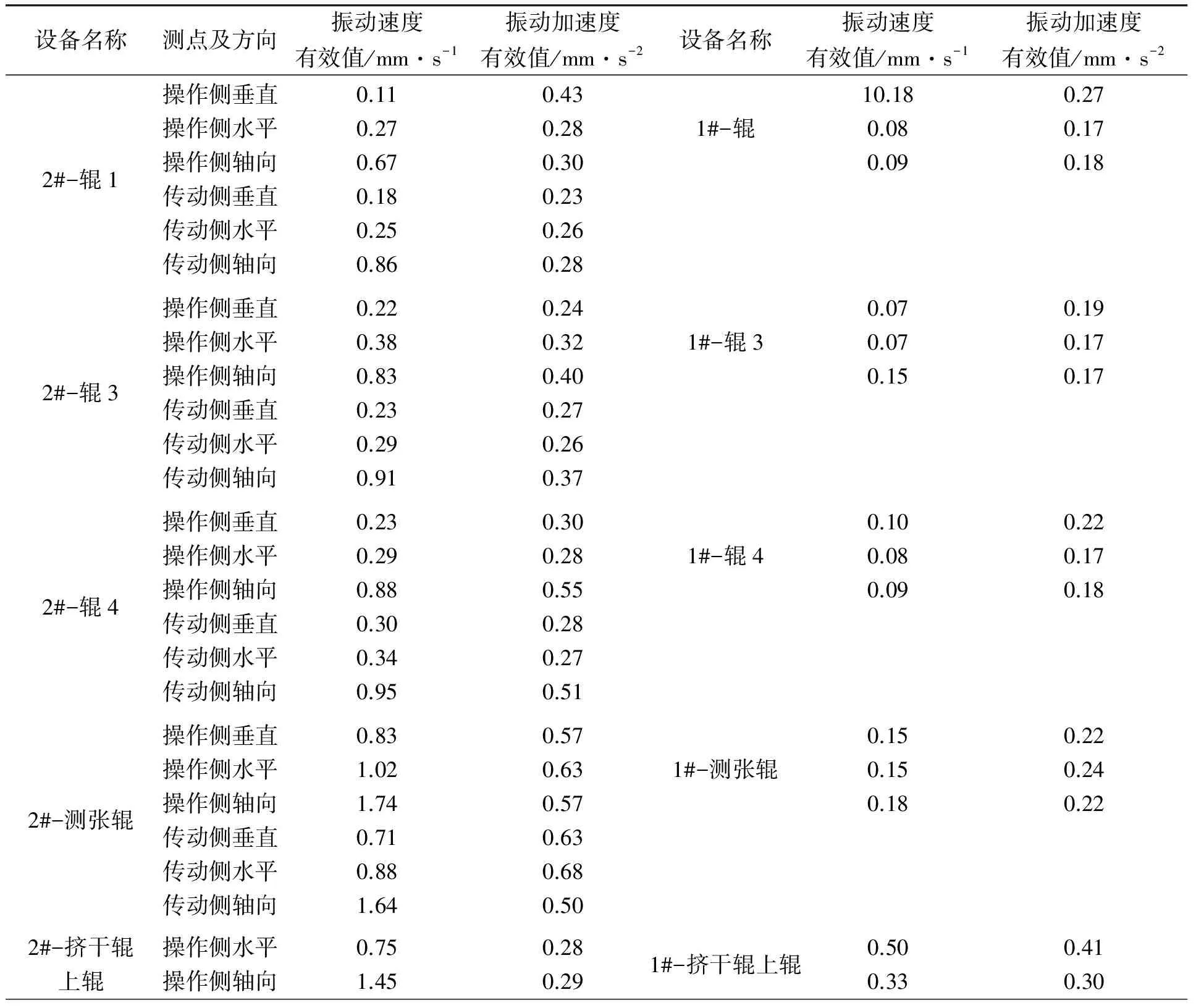
表1 振动数值
由表1可知,问题机组的振动值明显大于相邻的1#机组;其次,轴向振动偏大。由于纹距不随带钢速度而变化,这种情况符合旋转机械故障引起的振动纹推论,而不是固有频率引发的振动。因而重点还是对设备的排查包括检查设备安装的情况。再则测张辊在近期已更换过,所以初步认为轴承不会有问题,因而第一时间告知现场维护人员检查设备安装的情况。纵观所有记录的频谱以及包络谱,各辊、各方向的速度谱基本一致,都是以8.906Hz及其倍频成分为主。图3和图4分别是辊5的振动速度谱和辊3的振动速度谱。
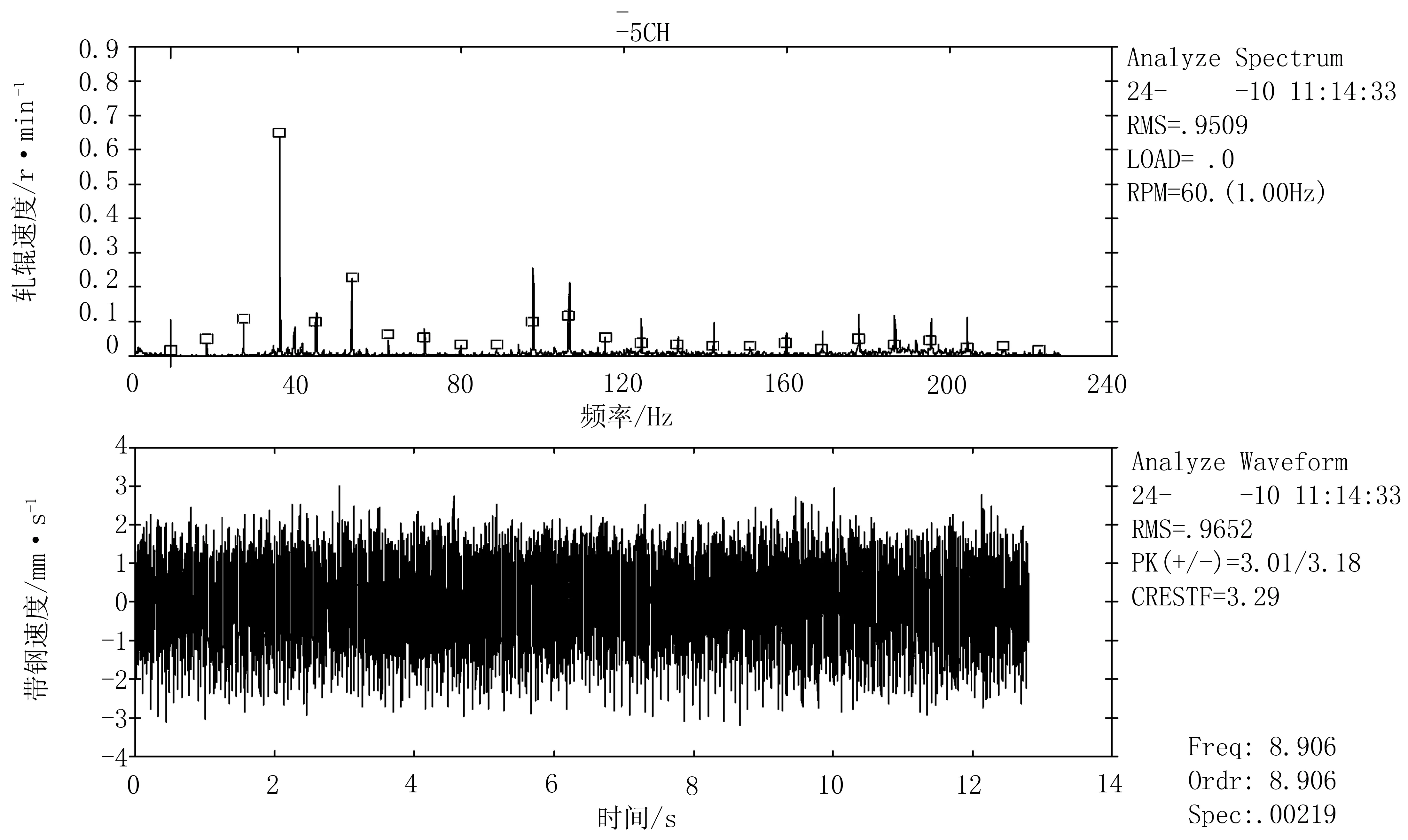
图3 辊5的振动速度谱

图4 辊3的振动速度谱
两个重要频率的计算:
振动纹的频率:
fc=v×1000/(λ×60)
(1)
辊的旋转频率:
fw=v×1000/(φ×π×60)
(2)
式中fc-振动纹的频率,Hz;fw-辊的旋转频率,Hz;v-带钢线速度,m/min;λ-振动纹的纹距,mm;φ-辊径,mm。
式中数据1000为单位转换(m/mm)、60为单位转换(min/s)。
由上两式,将机组带钢速度80m/min、振动纹距160mm代入,得到:fc=8.33Hz;fw=1.7Hz。
根据计算的结果在频谱上找到实测的精确值为:fw=1.79Hz和fc=8.906Hz。
由此,可以解析频谱:振动能量主要由8.906Hz及其谐波组成,并伴有转速1.79Hz的边带。而此8.906Hz即为振动纹的频率,说明引起振动纹的激振源已相当可观,是振动的主要成分。而转速的边带证明该能量与旋转轴系有关。
那么,这个激振源是哪来的?表2是6319-2Z轴承缺陷频率系数,由此可知,8.9Hz左右正是轴承内圈的缺陷频率。说明导致本次振动纹的原因是拉矫机内轴承故障引起的,并重点怀疑是轴承内圈的问题。

表2 6319-2Z轴承的缺陷频率系数
图5是检修后轴承解体的照片(破坏性解体),明显看出内圈的损伤已相当严重。

图5 轴承内圈损坏情况
这是一个用振动诊断方法找出和解决带钢生产中振动纹缺陷的实例,是一个设备故障引起的振动纹案例,用振动测试方法较快找出了振动纹的致因。在不是设备故障引起的振动纹场合,振动测试和分析方法仍然是最基本的查找振动纹致因的手段,因为首先要排除明显的设备问题,明晰设备的振动组成,调整好设备,同时对振动成分的“因”和“果”进行深入的剖析。
3 讨论
3.1 带钢振动纹的形成原因
在薄带钢轧制过程中,带钢表面会经常出现一种明暗相间、与带钢运动方向垂直的条纹,这种缺陷称为振动纹[1]。振动纹问题是世界上普遍存在的,许多钢铁企业都曾经或正在被这一问题所困扰。为此国内外专家学者对振动纹进行了大量的研究工作[2]。
带钢振动纹的产生有2种途径,一是轧机(平整机)发生了一定频率的振动,另一个是轧辊表面本身已有了振纹,通过轧制把振动纹传递到带钢表面[3]。这两个途径也适应于拉矫机振动纹的产生。
拉矫机振动纹的产生原因也有张力辊打滑,并由此造成速度的周期性波动,从而在小辊径的弯曲辊处产生振动纹。[4]
3.2 本案例振动纹的形成原因
虽然本例存在轴承故障,但不是任何设备故障都会产生明显的振动纹,须满足一定的辊径、轧制速度的匹配关系,并经过一个发生发展的过程。理论和实践已证明,当轧辊的周长是振动纹纹距的整数倍时,是最易形成振动纹的。这个针对轧辊的振动纹易发条件对其他与带钢接触的小辊也同样成立。本机组的工作转速的范围变化不大,辊1~辊5的辊径相同(φ=250mm),由此逐渐形成了案例中160mm宽的振动纹,此时振动纹纹距和辊径正好形成了整数倍:
250π/160≈5 (其中250和160都不是精确测量值)
从而满足振动纹生成的条件,随着设备部件的劣化,具备了形成振动纹的内因和外因,造成每一次缺陷引起的冲击均在同一部位产生碰撞,逐渐形成了振动纹。频谱上振动纹谐波分量中有五个转频边带印证了这个分析。
3.3 测张辊振动的影响
这是因为测张辊是独立的轴承座,而拉矫机各辊轴承固定在统一的牌坊下,限制了振动响应的幅度,而轴向的限制较小,以致起初误认为是测张辊或者安装的问题。因此不能仅以振动值的大小确定故障的部位,还要看具体结构,这也是今后在诊断中应注意的问题。
3.4 不同带速下纹距的确认
本案例中现场人员关于纹距始终不变的说法非常重要,从(1)、(2),可以分析出,如果带速发生变化,则辊子的转频和振动纹的频率成比例变化,因而纹距保持不变,这是旋转部件引发振动纹的特点,是查找原因的关键。但也遇到一些场合,因为机组的工作转速变化不大给现场人员造成纹距不变的错觉。由于每次振动纹的致因很可能是不同的,所以在今后的处理问题中,这一步必须得到精确确认,这是缩小查找范围、确定方向的重要环节。
4 结束语
拉矫振动纹形成的原因有三种:一为辊子本身表面在磨削过程中产生的振动纹在平整拉矫过程中传递到带钢上;二为拉矫机辊子在拉矫和转动过程中时发生了一定频率的振动;三为拉矫机前后张力辊打滑,并由此造成速度的周期性波动,从而在小辊径的弯曲辊处产生振动纹。
并不是任何设备故障都会产生明显的振动纹,须满足一定的辊径、轧制速度的匹配关系,并经过一个发生发展的过程。
如果带速发生变化,则辊子的转频和振动纹的频率成比例变化,因而纹距保持不变,这是旋转部件引发振动纹的特点,是查找原因的关键。
[1]陈培林, 王泽济, 汪晨. 带钢表面振动纹的研究[J]. 世界钢铁, 2002, Vol.2 (4): 28-31.
[2]钟 掘, 陈培林, 徐乐江, 等. 带钢表面振纹的工业试验与发现[J]. 中国有色金属学报, 2000, Vol.10 (2): 291-296.
[3]陈培林, 王泽济. 带钢表面振动纹的产生及其抑制[J]. 钢铁, 2006, Vol. 41 (5): 28-31.
[4]唐成龙. 冷轧带钢“拉矫横向振动纹”的成因分析[J]. 冶金设备, 2004, Vol.2 (4): 69-71.
Analysis of the Tension Leveller Vibration Lines Defect in Hot Continuous Galvanizing Line
Yao Shun
(Cold Mill Plant, Baoshan Iron&steel Co., Ltd., Shanghai 201900)
This paper introduces the troubleshooting process of chatter marks on tension leveller of the continuous galvaniging line for Basteel and gives detailed analyzing and diagnosis approach for vibration data.
Hot galvanizing Tension leveller Vibration lines Frequenc
姚舜,男,1972年出生,2003年毕业于东北工业大学机电一体化专业,硕士,高级工程师,2007年被聘为宝钢股份机械设备首席工程师至今
TG333.7
B
10.3969/j.issn.1001-1269.2014.01.011
2013-11-22)
