热轧立辊与平辊轧机间张力控制策略研究
2014-08-07武振威姜旭东于洪喜焦玉林刘晓宇
李 伟 武振威 姜旭东 于洪喜 焦玉林 刘晓宇
(首钢迁安钢铁有限责任公司 河北迁安064404)
热轧立辊与平辊轧机间张力控制策略研究
李 伟①武振威 姜旭东 于洪喜 焦玉林 刘晓宇
(首钢迁安钢铁有限责任公司 河北迁安064404)
随着终端用户对带钢产品质量要求的不断提高,与产品质量和成品精度相关的控制技术有效应用显得尤为重要。带钢成品宽度控制的核心在于粗轧立辊轧机的精确控制。立辊自由张力控制技术(free tension control简称FTC)控制技术基于引入从转速调节器输出到输入的负反馈实现转矩的平滑,达到对轧件版型的工艺控制。
质量 自由张力控制 转矩
1 引言
现代冶金工业的型材、棒线材和板带材轧制生产中,普遍采用了张力控制技术用以改善产品的质量,尤其是在板、带材连轧生产中,张力控制技术的飞速发展例如带钢热连轧生产上精轧机多机架间张力控制技术、精轧机组的活套张力厚度控制技术,带钢成品宽度控制的核心在于粗轧立辊轧机的精确控制,中间坯在热轧粗轧过程中,立辊与平辊间的张力控制会影响到成品宽度精度。
2 热轧生产线粗轧区域工艺设备概况
热连轧生产线是冶金行业重要生产线之一,热轧生产线大部分机械装置由交流调速电机所驱动,而调速方式又以变频调速方式为主。因此交流变频调速装置在热轧电气装置占有极其重要的地位。对于主要电机驱动的且需要调速的机械设备有:粗轧区侧压机SSP、粗轧机主机上下辊、低速和高速电动压下装置、立辊主机、立辊辊缝调整装置、飞剪主传动、精轧机主传动以及全轧线板坯或带钢运输辊道等设备。
粗轧机的布置两架粗轧机,其中R2为一架四辊可逆水平轧机,轧机前带E2立辊轧机。轧制工艺流程一般采用R1/R2 1+5道次的往复半连续式轧制。E2立辊轧机的作用主要控制板卷的宽度,同时也起着对准轧制中心线的作用。水平辊机架和立辊机架的压下行程由计算机通过数学模型进行设定,速度设定也按一定程序进行控制。
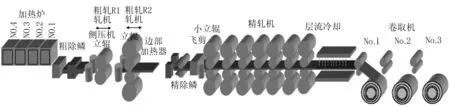
图1 热轧工艺设备流程示意图
由于立辊与水平辊形成连轧关系,为了补偿水平辊辊径变化及适应水平辊压下量的变化,所以要求立辊必须能进行调速。立辊轧机采用上传动的形式,电机通过万向接轴式连接轧辊。

图2 粗轧设备流程示意图
迁钢公司1580热轧线粗轧区域,电气传动系统采用的TMEIC-50交流变频装置,基础自动化系统与电气传动系统采用Tosline-S20光纤通讯。轧线基础自动化控制系统由日本TMEIC公司开发、调试,硬件系统采用日本东芝V-3000系列控制器搭建完成,Tosline-S20 网络主要用于控制与传动设备之间的通信。它是通过配置在远程机架上的SN322模块与轧线的主传动和辅传动系统建立通信连接。通过这种连接就可以使基础自动化控制器与传动设备建立通信,控制器的速度设定发送给传动装置,传动装置的速度反馈和装置状态返回到控制器。
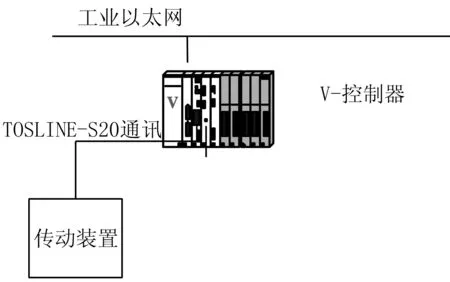
图3 粗轧区电控系统示意图
3 立辊与平辊轧机间的张力控制策略
带钢在立辊与平辊间轧制过程中,由于金属流动或轧机间的速差,立辊与平辊间会形成一定程度的张力。轧机间张力的大小和张力的实时波动会对中间坯的宽度控制造成一定影响。对轧机间的张力进行在线实时控制,保证轧钢过程中轧机间张力的稳定,可有效减小立辊转矩的剧烈波动并能在一定程度上改善中间坯宽度的控制精度。立辊与平辊轧机间的张力控制策略主要有两种方式:一种为电机下垂(Droop)控制模式;一种为自由张力控制(FTC)模式。
3.1 立辊电机下垂(Droop)控制
电机下垂控制,是负转差补偿的一种,是专用于多台变频器驱动同一负载的场合,以使多台变频器达到负荷的均匀分配。有了下垂控制特性后,随着负载的增加可以使电动机速度下垂变化,最终使负荷平滑。

图4 下垂控制应用
Droop的转速表达式:
n=k-ΔM
与之对应恒转速的转速表达式:
n=k
式中n—电机转速;k—常数;ΔM—变化的负载转矩。
例如六台变频器驱动六台电动机的辊道传送板坯,如图4所示,当某台变频器的负载较重时,该变频器就根据下垂控制功能设定的参数,降低电机速度,进而保证转矩的平滑。
变频器拖动负载的效果必须符合现场的负载要求和环境的需要,但是由于负载的多样性,必须设置相应的参数来保证变频器能适应这些负载的要求。当平辊和立辊不同的传动单元传输和加工同一板坯时,当一台电机的速度增加时,巨大的负载将会施加于这台电机上,同样的相对于其他电机的负载就会减少。相反的,如果一台电机的速度下降, 施加于其他电机的负载将会上升,下垂功能通过降低速度给定值去均衡负载,通过PLC的不同给定进行修正变化。传动与自动化的增益变量通过进行实现,如图5所示。
Droop=TR×DroopGAINT×(-Z)×G
式中TR—由速度控制器产生的转矩值(其大小跟速度给定和反馈相关);
DroopGAINT—Droop增益(PLC系统控制);
G—转化常数(系统变量转化有关)。
3.2 立辊与平辊轧机间的自由张力控制(FTC)
为了保证带钢在立辊和平辊间轧制过程中的系统协调性更加稳定,一级自动化系统在平辊和立辊间引入了自由张力控制功能FTC(Free Tension Control)。该功能通过HMI画面手动设定目标张力值Tmrsf(可灵活调整设定值),根据理论算法推导的张力计算公式获得轧钢过程中立辊轧机与平辊轧机间的实时张力Tm,利用PI调节器锁定张力偏差对立辊轧机的速度设定进行补偿,通过立辊轧机速度的变化来修正立辊与平辊轧机间张力的大小,实现不间断的在线调节立辊和平辊间张力Tm的功能,最终效果使其尽可能逼近画面设定的目标张力值Tmrsf,使得立辊轧机的转矩稳定在平稳范围内。
立辊与平辊建立张力后,实际张力值Tm是通过下式计算得出的,公式反映了轧制力与转矩间的函数关系,通过转矩的变化获得张力的变化。立辊——平辊建张后的张力实时计算的过程:

式中TM—检测的张力(MPa);GOM—立辊无张力时的轧制转矩(kN·m);POM—立辊无张力时的轧制力(kN);GM—立辊轧制转矩(kN·m);PM—立辊轧制力(kN);AM—立辊和平辊间带钢横断面(m2);RM—立辊半径(m)。
上式中GOM与POM为立辊带载且平辊不带载阶段立辊轧机的转矩锁定值和轧制力锁定值。公式的本质就是通过锁定立辊带载且平辊不带载阶段的轧制力和转矩值,对立辊单独带载状态的基础值进行评估,当平辊轧机带载,并与立辊建立起张力后,立辊的转矩必然受到平辊的影响,张力值的大小实际上就是在评估值基础上得出的与立辊转矩变化量相对应的一个正比函数关系式。
获得实时张力后,系统会在线判断张力实际值与目标设定值之间的差值,通过拉氏变换,利用PI控制器对立辊速度进行补偿,通过修正立辊速度获得稳定的张力值。

式中VFTC—修正值(m/s);TMREF—目标张力(MPa);α、β—增益;S—拉普拉斯常数。
速度补偿值的大小和快慢可以通过调节公式中的α、β增益系数来调整。

图6 立辊FTC控制流程图
3.3 立辊FTC控制时序
在FTC控制模式下,当板坯跟踪到达立辊入口区域时,FTC功能具备投入条件,立辊轧机带载后,锁定立辊带载且平辊不带载阶段的立辊轧机轧制力和转矩值,对立辊单独带载状态的轧制力和转矩进行采样获取基础值;当平辊轧机带载后, 获得立辊轧机实时轧制力和转矩值,与采样基础值对比完成轧机间张力计算,对比画面的设定张力值,利用PI调节器调节立辊转速实现对张力偏差值的微补偿。
4小结
图7的曲线中看到,在E2立辊带载且R2轧机不带载的时候,程序对立辊两侧的转矩和轧制
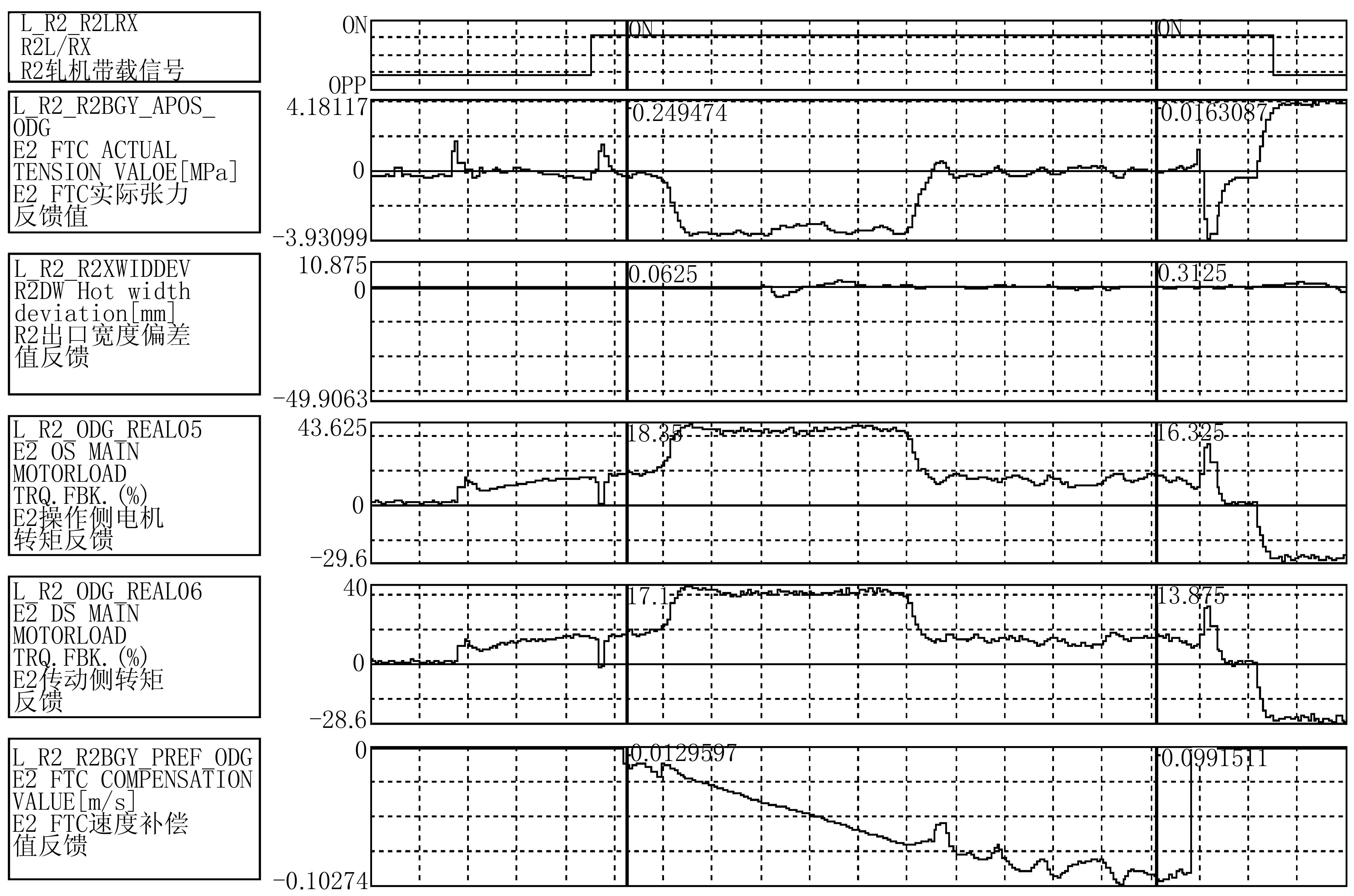
图7 FTC功能投入后的张力效果图
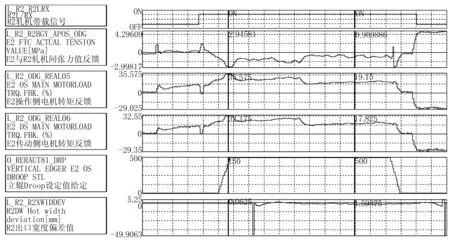
图8 Droop功能投入后的效果图
力进行采样锁定。当R2轧机带载后,延时0.5s,待立辊转矩稳定后,开始进行FTC的恒张力控制,当立辊的实际张力小于目标张力,也就是立辊转矩大于锁定值,FTC的速度补偿值为负值,减小立辊速度来减小立辊转矩,提高立辊与平辊间的张力。直到立辊的张力稳定在设定值附近,立辊转矩才会稳定在一个固定值附近。
当立辊的速度发生较大变化,整个变化过程中立辊的转矩同样会发生较大变化,这个过程中张力的计算就会失真,不能真实反映张力值。待升速结束后,由于张力补偿值的存在,立辊的转矩会出现短期波动。为了避免这种情况的发生,我们在立辊切换速度过程中的FTC补偿值增益调小,待立辊变速结束后再重新投入补偿,从而避免了失真的张力值对立辊的速度影响。
图8的曲线中看到,当R2轧机带载后,延时0.5s,开始进行立辊Droop功能的控制,立辊Droop增益值由自动化下发到传动系统中,传动系统调节立辊电机转矩来控制立辊与平辊间张力调节,使得立辊转矩平滑。
[1]唐谋凤.现代带钢热连轧机自动化[M].北京:冶金工业出版社,1986.
[2]王宏波.多电机驱动的带式输送机的传动控制[J].煤矿现代化,2009.
[3]马净,左宁宁,刘琴等.热连轧宽度自动控制系统的研究与应用[J].伺服控制,2008.
TensionControlStudyBetweenEdgerandFlatinHotStripMill
Li Wei Wu Zhenwei Jang Xudong Yu Hongxi Jiao Yulin Liu Xiaoyu
(Shougang Qian′An Iron & Steel Co., Ltd, Qian′an 064404)
As the strip product quality requirements which users foucs on is increasing, and the effective application of control technology of product quality and product precision is very important. The strip product width control lies in the accurate control of edger in rough rolling. edger roll free tension control technology (free tension control referred to as FTC) control technique based on the introduction of the speed regulator output to a negative feedback to control the torque smoothly to control the process of strip width.
Quality Free tension control(FTC) Torque
李伟,男,1982年出生,毕业于河北科技大学电气工程及其自动化专业,工程师,从事电气自动化工作方面的研究
TG335.11
A
10.3969/j.issn.1001-1269.2014.05.002
2014-05-13)