超快脉冲激光对钛合金的烧蚀特性与作用机理
2014-08-07郑卜祥姜歌东王文君梅雪松
郑卜祥,姜歌东,王文君,梅雪松
(1.西安交通大学机械工程学院, 710049, 西安;2.西安交通大学机械制造系统工程国家重点实验室, 710054, 西安)
超快脉冲激光对钛合金的烧蚀特性与作用机理
郑卜祥1,2,姜歌东1,2,王文君1,2,梅雪松1,2
(1.西安交通大学机械工程学院, 710049, 西安;2.西安交通大学机械制造系统工程国家重点实验室, 710054, 西安)
为探究超快脉冲激光对难加工材料的烧蚀特性与损伤机制,利用皮秒脉冲激光研究钛合金的烧蚀阈值、烧蚀形貌和作用机理。依据烧蚀面积和激光能量密度的线性关系,确定了钛合金的烧蚀阈值,通过显微镜观察分析了不同激光参数下钛合金的表面烧蚀形貌,采用雪崩电离与多光子电离详细解释了超快脉冲激光对钛合金的作用机理,并从烧蚀形貌和阈值角度划分了烧蚀区域。结果表明:钛合金的烧蚀阈值约为0.109 J/cm2;在1064 nm波长下的烧蚀质量要优于532 nm波长下的质量,而低重复频率能获得高质量的微结构,烧蚀中央区域材料去除更为均匀,且烧蚀弹坑形状规则,表面平滑;随着脉冲数和能量的增加,光子能量累积增多,烧蚀尺度和形貌特征愈加明显,烧蚀边界愈加清晰,说明脉冲数和光子能量累积是表面微结构诱导的关键要素之一;烧蚀区域可划分为改性区、过渡区、再沉积区和烧蚀区,在烧蚀区以多光子电离为主,在改性区、过渡区和再沉积区以雪崩电离为主。该结果可为超快脉冲激光微结构精密加工提供参考。
超快脉冲激光;钛合金;烧蚀特性;作用机理
钛合金因具有强度高、密度小、耐高低温、耐腐蚀、机械性能好、无磁无毒等优良性能而被广泛应用于航空航天、船舶冶金、石油化工、生物医药等领域[1],是一种典型的难加工材料。在航空航天领域,钛合金主要用于制造航空发动机的压气机部件和火箭、导弹、高速飞机的结构件,以减轻重量,提高推重比和结构效率[2]。随着激光技术的快速发展,超快脉冲激光与材料表面的相互作用已成为广泛关注的课题[3-4],它凭借其极短的脉冲持续时间和极高的峰值能量,已显示了许多独特的加工优点,为难加工材料高精度无损加工提供了一条新途径。例如,利用超快脉冲激光制造技术,在航空钛合金叶片表面加工若干微冷却孔就是一个非常重要的研究方向[5]。因此,对钛合金进行超快脉冲激光的微细加工及其机理研究具有极其重要的研究意义和应用价值。
目前,超快激光加工技术的发展还远未成熟,其与各种材料相互作用的机理解释各不相同且还不十分清楚[6],较多的相关研究都集中在一些典型材料的烧蚀阈值和其去除机理方面[6-14]。这是因为材料的烧蚀阈值是判断激光与材料相互作用机制的重要参量,对材料去除机理的说明意义重大,它与激光参数的相对关系对微结构加工的质量、形状、尺寸等形貌特征有着非常重要的影响[6]。对于金属材料,如不锈钢、铜、铝、铌、镍基合金、银、铂、金、钼、钨、铬等[7-14],多注重阈值研究,较少关注机理,而对钛合金的研究相对更少。文献[15]利用飞秒脉冲激光在纯钛表面进行了孔结构加工特性的实验研究;文献[16]研究了钛合金材料与飞秒脉冲激光相互作用后的力学稳定性;文献[17]通过130fs、800nm的超快脉冲激光辐照钛金属表面,形成了纳米纹理的锥形微结构,大大降低了整个可见光谱的反射率;文献[18-19]采用飞秒激光加工技术,在钛合金表面加工微纳复合结构,同时利用飞秒激光扫描的方法,在钛金属表面加工出平行的微米槽结构群,大大减少了表面反射,增强了表面吸收率。从这些研究可以看出,研究者们大多关注纯钛或钛合金的超快脉冲激光加工不同微纳结构的特性,很少从烧蚀形貌特征和阈值角度对钛合金材料的去除机理进行系统研究。文献[7-8]在纯钛表面利用150fs的超快脉冲激光进行了烧蚀阈值研究,得到其烧蚀阈值约为0.102 1J/cm2,而对于钛合金的烧蚀阈值计算还未见报道。另外,由于采用不同的判断标准和计算方法,存在超快激光加工精度和测量误差的影响,得到精确的钛合金烧蚀阈值很有必要。因此,确定钛合金的超快脉冲激光烧蚀阈值,并从烧蚀形貌特征和阈值角度研究其烧蚀机理,将为超快脉冲激光与材料表面相互作用的机理提供更多的理论指导和试验依据。
本文以钛合金材料为研究对象,利用皮秒脉冲激光对其加工的烧蚀阈值、烧蚀形貌等烧蚀特性和材料去除的作用机理等方面进行了深入研究。通过加工表面烧蚀面积与高斯分布的激光能量密度之间的线性关系,确定了钛合金在超快脉冲激光照射下的烧蚀阈值;通过扫描电子显微镜(SEM)和激光共聚焦显微镜(LSCM)观察分析了不同激光参数下钛合金的表面烧蚀形貌和微结构质量;通过雪崩电离与多光子电离详细解释了超快脉冲激光对钛合金烧蚀的作用机理,并从烧蚀形貌特征和阈值角度阐述了超快脉冲激光高斯光束对烧蚀区域的不同划分。
1 超快脉冲激光加工实验原理及条件
采用超快脉冲激光加工工艺辐照钛合金材料表面时,需要通过激光与样品材料表面的相对运动来实现多处烧蚀加工。这种相对运动可分为两种方式:一是固定光束,移动样品;二是固定样品,移动光束。一般来说,样品的控制较易实现,且能保证稳定的光束。因此,本实验采用固定光束、移动样品的加工方式,通过软件程序控制工作台实现样品高精度三维运动控制,在材料表面加工出微结构。其实验原理如图1所示,由运动控制系统与光学系统两大部分组成。运动控制系统主要控制样品运动,使激光束在样品表面实现多处烧蚀加工;光学系统主要用于提供激光光源,并可根据加工需要控制光束通断和调节激光能量与光斑尺寸。
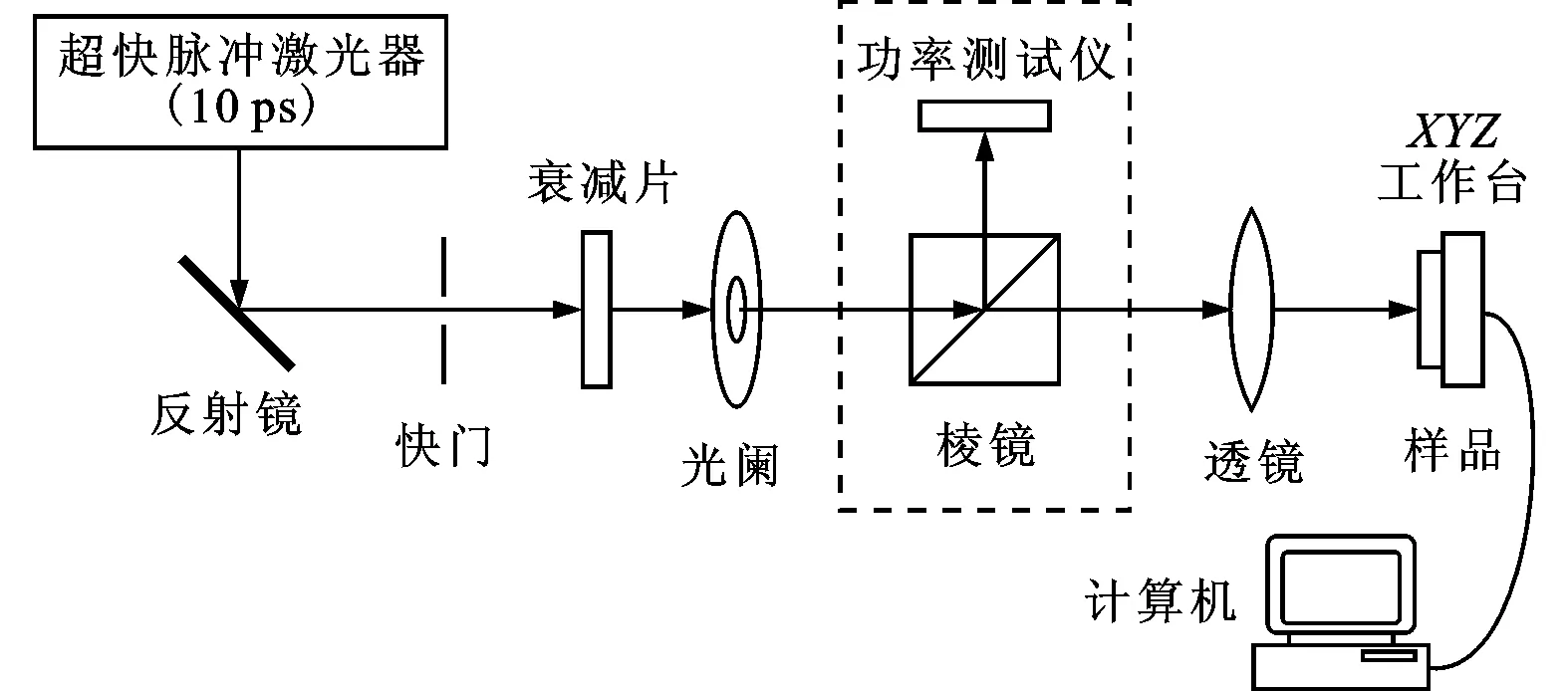
图1 实验原理示意图
实验采用奥地利High-Q laser公司生产的Nd:VAN皮秒脉冲可再生放大激光器,激光脉冲宽度为10ps,最大功率为2 W,波长可选择1064、532和355 nm 3个波段,重复频率可选1、5、10、20、50、100kHz。通过调节激光器内部偏振片选择激光波长和确定激光功率,应用衰减片调节激光入射能量,光束经聚焦透镜(焦距150mm)聚焦后,垂直照射到放置于运动精度为10nm的三维控制工作台上的钛合金样品表面。利用该皮秒激光器可以对其波长、重复频率、脉冲数、功率等重要参数进行合理选择。
实验环境为空气,常温常压。实验材料为航空航天工业使用最广泛的钛合金Ti-6Al-4V(TC4)。烧蚀加工完成后,应用日本Hitachi S-3000N型扫描电子显微镜和日本Olympus OLS4000型激光共聚焦显微镜对其烧蚀形貌进行观察分析。
2 结果与分析
2.1 烧蚀阈值
烧蚀阈值是指单层材料形成不可逆的永久性破坏时所需要的最小能流密度[20],即入射激光对材料产生烧蚀的临界能量密度或临界功率密度。目前,主要有3种确定材料烧蚀阈值的方法:形貌观察,采用显微镜观察表面是否出现形貌永久性损伤;在线观测,采用原位散射或激光发射光谱探测法在线观测是否出现表面等离子体;数值计算,利用烧蚀面积或体积和激光能量密度的线性关系,采用外推法将面积或体积外推至零处对应的能量密度即为烧蚀阈值[6,21-23]。3种方法的共同点是都要利用激光聚焦后的光斑半径(即束腰半径)。
本文以显微形貌观测为基础,采用数值计算的外推法来确定烧蚀阈值。由于烧蚀体积形状不规则,考虑烧蚀深度计算烧蚀体积时更容易产生较大误差,而只考虑烧蚀面积时可减小计算误差,所以采用面积外推至零处来计算烧蚀阈值得到的结果更准确。该方法相对形貌观察和在线观测而言,是一种更好、更可行的确定方法,它存在实验与理论计算基础[24]。但该方法也存在一定问题,当激光强度逐渐减小到接近烧蚀阈值时,材料烧蚀面积或体积会突然减小而产生线性变化规律的一定偏离,致使外推误差加大[21-22]。为了减小该偏离误差和材料烧蚀面积与激光能量测量的相对误差,实验中可以适当增加激光能量和测量次数。
按图1所示实验原理进行实验,采用远离烧蚀阈值的较高能量密度进行了多次测量,得到超快脉冲激光对钛合金材料的烧蚀面积随激光能量密度的变化关系如图2所示,所采用的激光波长为1064 nm,重复频率为10kHz,脉冲数为2 000。由图2可以看出,钛合金材料的烧蚀面积随能量密度的增加而增大,并呈现出近似的线性关系。通过该线性关系即可计算推导出钛合金的烧蚀阈值。
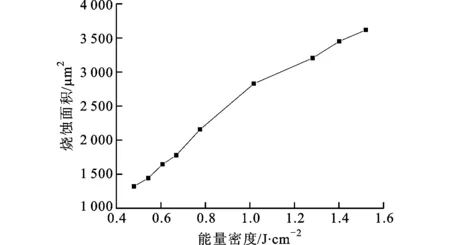
图2 钛合金材料烧蚀面积与激光能量密度的关系
超快脉冲激光与材料相互作用时,材料只有在激光强度达到一定值时才能被烧蚀去除。利用激光光束能量的高斯分布,在距离光束中心r处的空间能量密度Φ(r)与其中心峰值能量密度Φ0存在如下关系[8,10,21,24-25]
(1)
式中:ω0为经透镜聚焦后的光斑半径(即束腰半径)。据此,材料被烧蚀时烧蚀边缘处对应的空间能量密度(即材料的烧蚀阈值)为[8,10,25]
(2)
式中:D为烧蚀直径。由此可知,烧蚀直径D与激光能量密度存在如下关系[8,10,23,25]
(3)
而光束中心的Φ0与其对应的脉冲能量Ep和平均脉冲功率Wp存在如下关系[8,25]

(4)
所以钛合金材料的烧蚀阈值为

(5)
式中:f为激光重复频率。经透镜聚焦后的光斑半径ω0可由下式求出[26]

(6)

由此可知,1064 nm、10ps的皮秒脉冲激光经透镜聚焦后的光斑半径约为25.028 μm。结合图2结果,如使用激光的平均功率为200mW,钛合金材料表面的烧蚀直径约为60.533 μm,烧蚀深度约为25.373 μm。据此,可计算出钛合金材料的超快脉冲激光烧蚀阈值约为0.109 J/cm2,与文献[7-8]中所得纯钛的超快脉冲激光烧蚀阈值约0.102 1J/cm2相差不大。
2.2 烧蚀形貌
当超快脉冲激光强度较弱时,材料表面会因弱烧蚀产生轻微烧蚀斑,称为弱烧蚀;当其强度较强时,材料表面会因强烧蚀出现粗糙的烧蚀弹坑,称为强烧蚀。2.2.1 不同波长下获得的表面烧蚀形貌 图3为皮秒脉冲激光在重复频率为1kHz、脉冲数为1000、能量密度为1.5 J/cm2时不同波长(1064 nm和532 nm)下获得的表面烧蚀形貌及三维轮廓形貌。

(a)波长为1064 nm
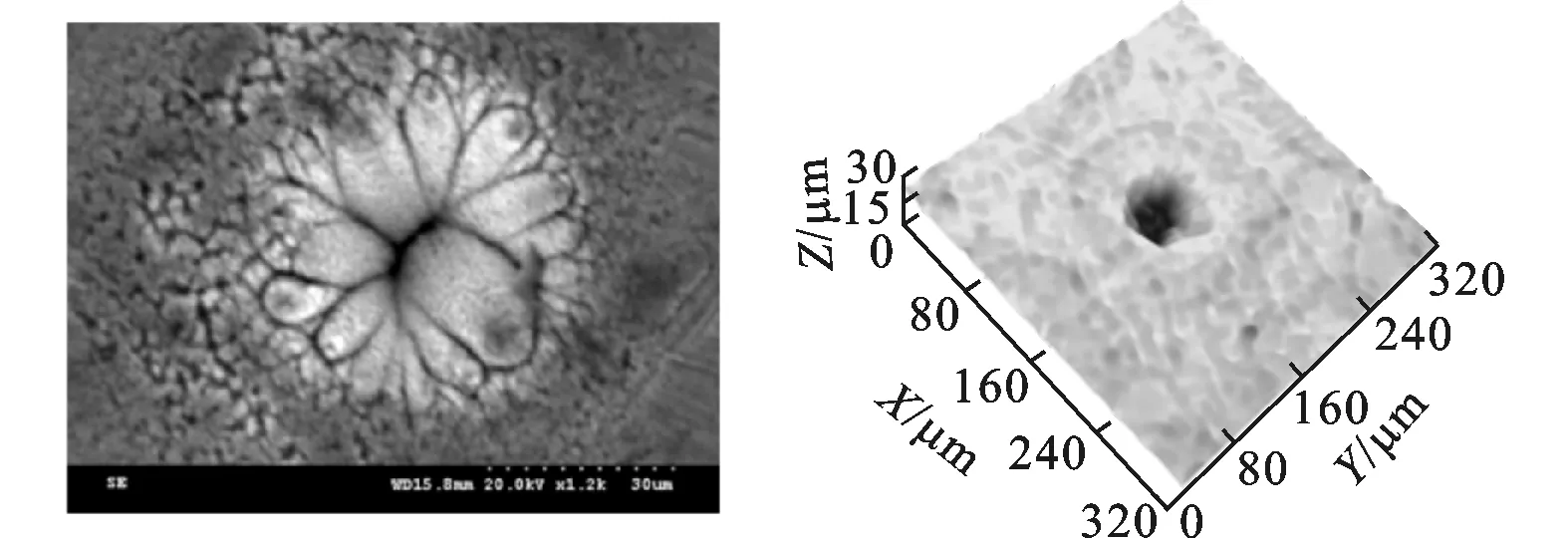
(b)波长为532 nm
由图3可以看出,烧蚀边界位置出现弱烧蚀形貌,而中央区域出现明显的强烧蚀形貌。由于激光烧蚀末期存在能量波动和激光线偏振等因素,当选择激光波长较短时,烧蚀弹坑会出现不平整的毛刺。比较图3a、图3b可知,1064 nm比532 nm波长的皮秒脉冲激光得到的烧蚀弹坑表面形貌要好,烧蚀直径大但烧蚀深度浅,且烧蚀中央区域材料去除更均匀,弹坑内部更平整,孔形更圆更规则,表面更平滑,烧蚀边界更清晰。这是因为激光波长较长时,其频率较低,自由电子在激光作用下的电离抖动较小,更有利于其电离和加速,获得更大、更平缓的动能。在波长较短时,高斯分布的激光光束容易因频率较高加深烧蚀深度而减小烧蚀直径,且易出现剧烈的电子电离抖动,进而影响烧蚀的形貌特征和表面质量,所以应选择合适的波长。
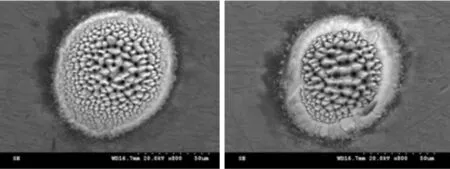
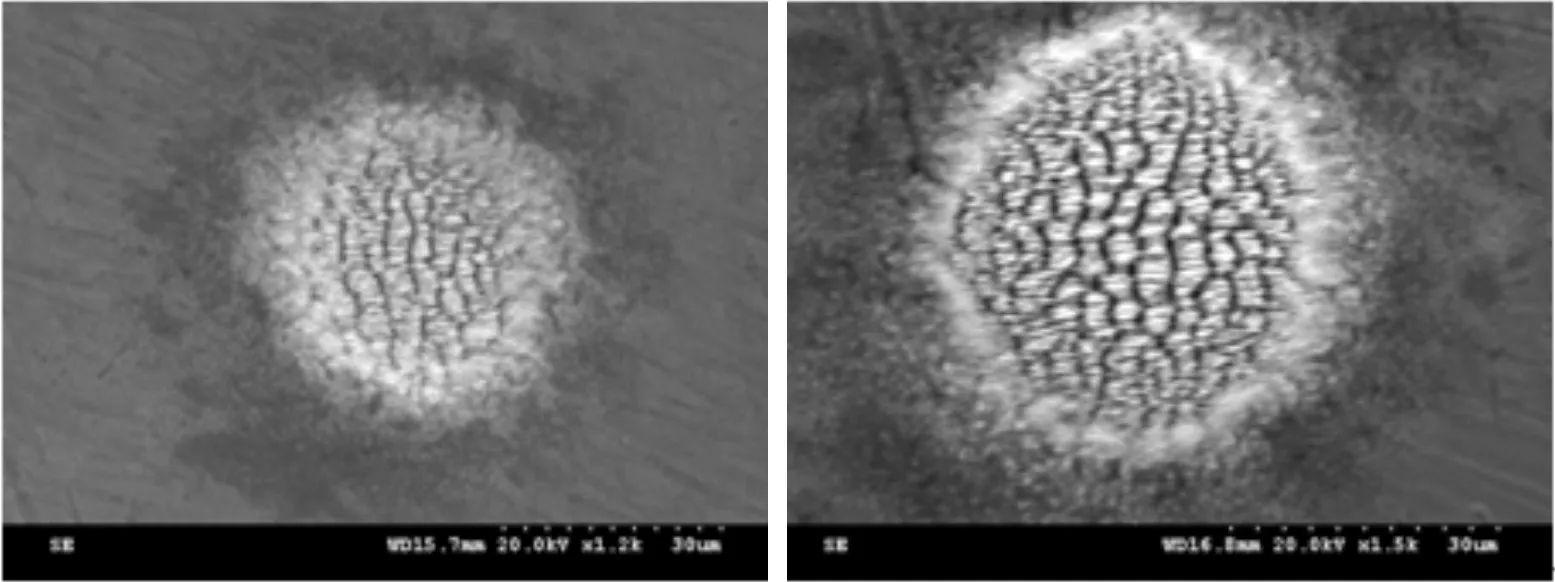
2.2.2 不同重复频率下获得的表面烧蚀形貌 图4为皮秒脉冲激光在波长为1064 nm、能量密度为1.5 J/cm2、脉冲数为2 000时不同重复频率(1kHz和10kHz)下获得的表面烧蚀形貌。

(a)重复频率为1kHz (b)重复频率为10kHz
由图4可以看出,相同能量密度时,重复频率对烧蚀微结构的直径影响不大。1kHz比10kHz重复频率下的烧蚀形貌特征和微结构质量要好,烧蚀中央区域材料去除更均匀,烧蚀弹坑形状更规则,表面更圆、更平滑,但10kHz比1kHz重复频率烧蚀更严重,中央区域的烧蚀深度也更深。这是因为激光光束能量呈高斯分布,中央区域的烧蚀表现更为明显,重复频率越高时,光子通量(即每秒每平方厘米上对应的光子数)越大,多光子吸收率也就越大,对材料烧蚀也更严重,这样会加深烧蚀深度,所以应选择合适的重复频率。
2.2.3 不同脉冲数下获得的表面烧蚀形貌 图5为皮秒脉冲激光在重复频率为1kHz,波长为1064 nm,功率为50mW,脉冲数分别为1000、2 000、3 000、4 000、5 000、7 000、10000、20000时获得的表面烧蚀形貌。
(a)脉冲数为1000 (b)脉冲数为2 000
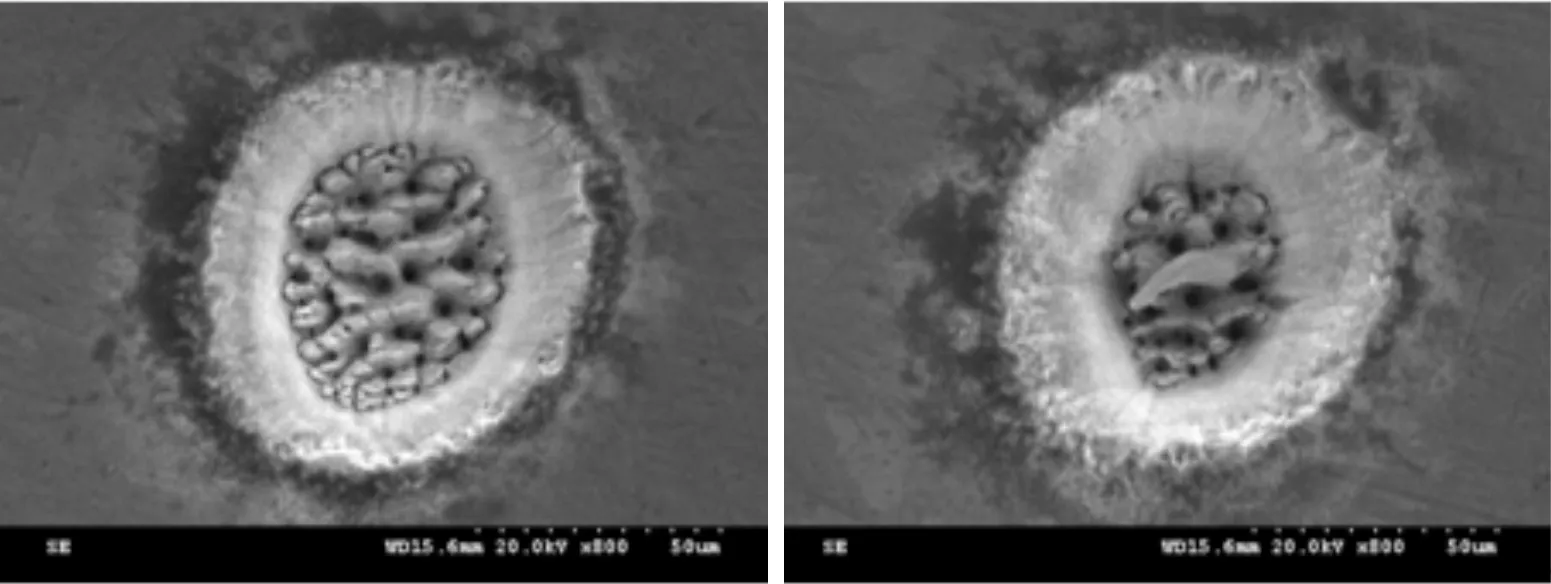
(c)脉冲数为3 000 (d)脉冲数为4 000
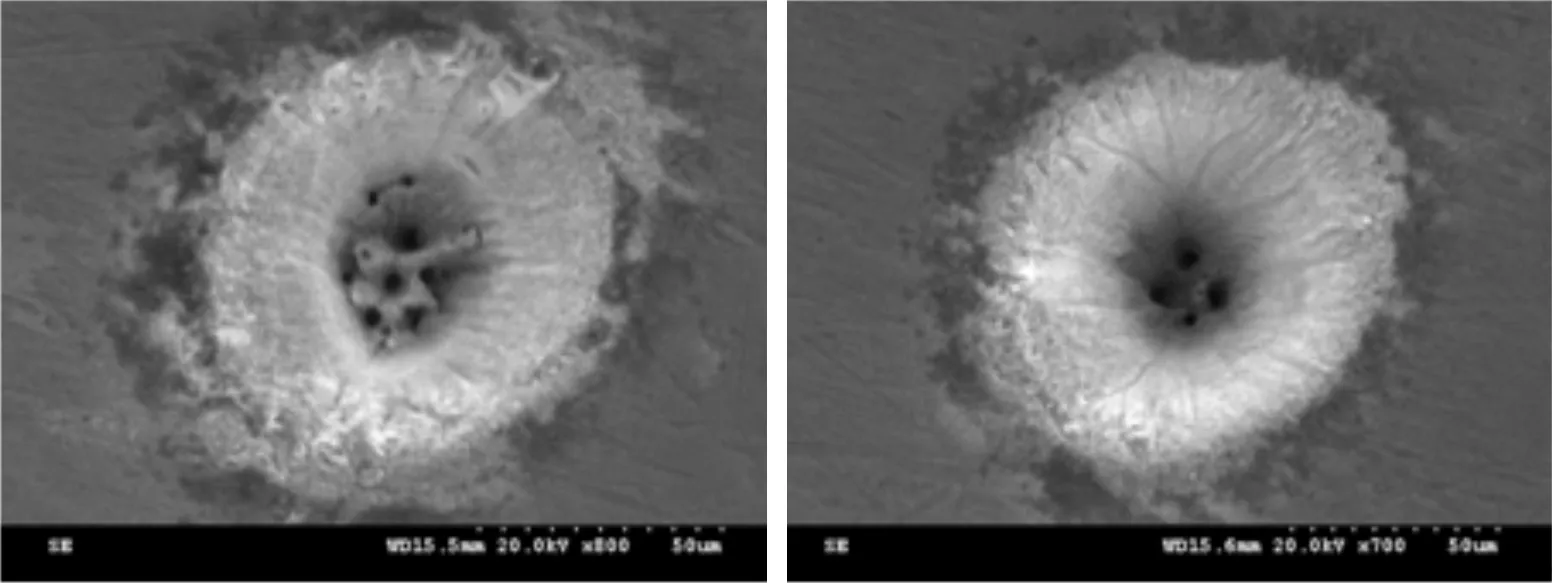
(e)脉冲数为5 000 (f)脉冲数为7 000
(g)脉冲数为10000 (h)脉冲数为20000
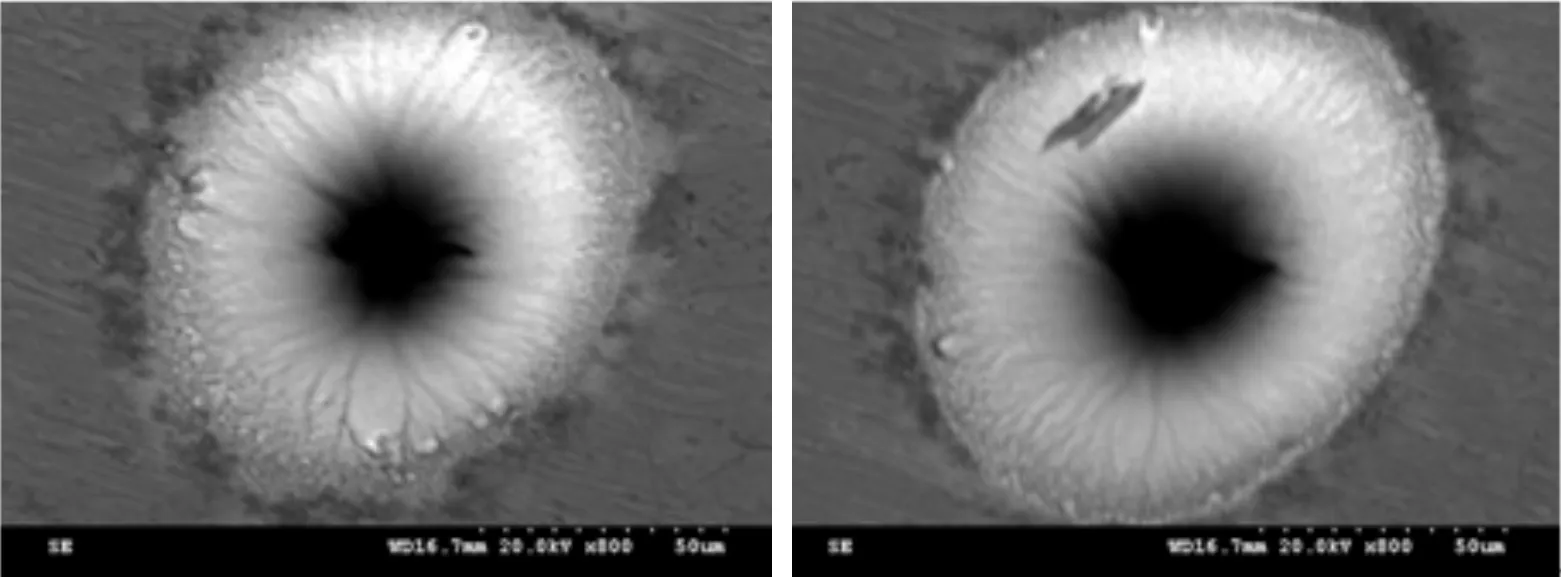
由图5可以看出,脉冲数对烧蚀微结构的直径影响不大,但总体趋势是随着脉冲数的增加而略微增大,直至趋于饱和状态。随着脉冲数的增加,烧蚀边界愈加清晰,烧蚀区域呈现出愈加明显的形貌特征,其中央区域材料去除也愈加严重,烧蚀颗粒逐渐变大,进而逐步去除,形成明显弹坑。并且,脉冲数越多,烧蚀中央区域与周边区域的边界形貌特征区别越明显,呈现出越深的烧蚀弹坑,这主要是因为激光光束能量呈高斯分布。此外,烧蚀弹坑周边有不同程度的热损伤,且在脉冲数很少和很多时,其形貌特征会更好。这是因为存在材料重结晶凝聚后的再沉积,会形成不同程度的热损伤;脉冲数少时烧蚀还不太严重,脉冲数多时光子能量累积较多,达到了材料彻底去除的目的,易形成边界更清晰的烧蚀弹坑。这表明,在烧蚀过程中存在光子能量的累积效应,改变脉冲数可以诱导出不同形貌特征的微结构,是造成材料不同程度破坏的原因之一。2.2.4 不同功率下获得的表面烧蚀形貌 图6为皮秒脉冲激光在重复频率为1kHz,波长为1064 nm,脉冲数为1000,功率分别是15、20、25、30、35、40、45、50mW时获得的表面烧蚀形貌,不同功率对应着不同的能量。
(a)功率为15 mW (b)功率为20mW

(c)功率为25 mW (d)功率为30mW

(g)功率为45 mW (h)功率为50mW
由图6可以看出,烧蚀微结构的直径随着激光功率的增加而不断增大,直至趋于饱和状态。这主要是因为能量较高时产生的自由载流子等离子体较多,当累积到某个临界值时,各等离子体相互之间的库仑斥力很难完全将其全部喷溅出去,会使部分等离子体残留在材料表面而沉积下来,致使烧蚀直径逐渐趋于饱和状态。在能量较低时,材料部分去除,表面以弱烧蚀为主,形成模糊的烧蚀弹坑形貌,见图6a、图6b。在能量较高时,表面出现材料急剧去除的强烧蚀现象,形成非常清晰的烧蚀弹坑形貌。随着激光能量的增加,烧蚀边界愈加清晰,烧蚀区域呈现出愈加明显的形貌特征,其中央区域材料去除也愈加严重,烧蚀颗粒逐渐变大,形成明显弹坑。并且,能量越大,光子能量累积越多,烧蚀中央区域与周边区域的边界形貌特征区别越明显,呈现出越深的烧蚀弹坑。这主要是因为激光光束能量呈高斯分布,也充分说明光子能量累积可以造成材料不同程度的破坏,是钛合金表面诱导出微结构特征的关键要素之一。
2.3 作用机理
激光烧蚀是材料表面吸收激光照射能量后因各种机制产生线性及非线性过程的质量迁移与消蚀,使得材料产生加热、熔化、蒸发、气化和喷溅等现象[23,27]。由于受激光参数、材料自身特性和环境等因素的影响,超快脉冲激光对材料的作用机理主要有普通熔化、超快熔化、热汽化、库仑爆炸、相爆炸、光子机械破损、雪崩电离与多光子电离等几种[6,20],但材料的去除过程实际上是多个机理的综合作用,很难清楚区分,其中雪崩电离与多光子电离起主要作用[21,28]。
对于超快脉冲激光烧蚀钛合金材料的作用机理,可以从导带电子的角度解释。当激光能量密度超过钛合金的烧蚀阈值时,会使钛合金表面对激光能量产生较强的非线性吸收,其表面的价带电子将大量转变成导带电子,直到其密度高于表面等离子体密度时,材料便会吸收大量的激光能量而造成破坏。这一转变的实现途径主要有雪崩电离与多光子电离2种[21]。当超快脉冲激光与钛合金材料相互作用区域内的光强较低时,一些碰撞束缚电子的自由电子将会存在并产生逆向韧致辐射,成为雪崩电离的种子电子,吸收激光能量后会增加动能,直到该动能大于束缚电子的电离势能后,就会不断碰撞分子或离子而产生呈几何级数增多的较低动能的自由电子,形成雪崩电离,此时的烧蚀机理以雪崩电离为主。当光强很高时,材料内部的电子因光子通量远大于其电子数密度,将会大量吸收多光子而电离形成自由电子,此时的烧蚀机理以多光子电离为主。
因此,超快脉冲激光对钛合金材料的烧蚀主要是通过雪崩电离与多光子电离2种机制使其瞬间产生大量高温的自由电子,当其累积到某个临界密度时,将在逆向韧致辐射作用下大量吸收激光能量使其温度迅速上升,并通过热传导传到晶格的束缚电子上,将其剥离后产生高密度的高温高压等离子体,再通过库仑斥力以喷溅的方式迅速脱离母材表面,达到材料去除的烧蚀目的。由于等离子体喷溅时间极短,产生的热量几乎全部带走,使得作用区域温度陡然下降到加工前温度,对周围材料的热损伤很小[28]。
根据前面所得烧蚀形貌图可以看出,当脉冲数较多或功率较大时,烧蚀弹坑形貌特征非常明显,边界也十分清晰。这是因为自由电子在激光作用时由发射声子冷却,仅需皮秒量级就能迅速热扩散并使材料熔化,与晶格在极短时间内就能达到热平衡,使得烧蚀区域轮廓清晰。在激光能流密度较大时,材料表面会产生熔化、蒸发、气化、喷溅等烧蚀现象。由于激光光束能量呈高斯分布,烧蚀区域表现出明显的弱烧蚀和强烧蚀阶段。根据烧蚀阈值和形貌特征,在文献[29]对透明材料飞秒激光烧蚀形貌影响机理研究的基础上,提出烧蚀区域可清晰地划分为改性区、过渡区、再沉积区和烧蚀区,如图7所示,其对应的直径分别为D4、D3、D2和D1。

图7 超快激光光束对烧蚀形貌的烧蚀区域划分示意图
超快脉冲激光强度在光束中心(光束直径D≤D1)处很强,当激光强度超过钛合金材料的烧蚀阈值很多时,该区域将在高温高压的条件下完全以喷溅的方式迅速脱离钛合金母材而被彻底烧蚀,可称为烧蚀区;在D1 (1)依据加工表面烧蚀面积与高斯分布的激光能量密度之间的线性关系,计算确定出钛合金材料的超快脉冲激光烧蚀阈值约为0.109 J/cm2。 (2)应用显微镜观察分析了不同激光参数下钛合金的表面烧蚀形貌和微结构质量,得出:①在1064 nm波长下的烧蚀质量要优于532 nm波长下的质量,烧蚀直径大但烧蚀深度浅,烧蚀中央区域材料去除更为均匀,烧蚀弹坑形状更规则,表面更圆、更平滑,烧蚀边界更清晰;②低重复频率能获得高质量的微结构,而高重复频率烧蚀更严重,获得的烧蚀深度更深;③烧蚀微结构的直径随着激光功率的增加而不断增大,直至趋于饱和状态,而受重复频率和脉冲数的影响不大;④随着脉冲数和能量的增加,光子能量累积增多,烧蚀尺度和形貌特征愈加明显,烧蚀中央区域材料去除愈加严重,烧蚀边界愈加清晰,说明脉冲数和光子能量累积可以造成材料不同程度的破坏,是钛合金表面微结构特征诱导的关键要素之一。 (3)从导带电子角度,采用雪崩电离与多光子电离理论可以较好地解释超快脉冲激光对钛合金烧蚀的作用机理。在其烧蚀过程中,烧蚀区域表现出明显的弱烧蚀和强烧蚀阶段,根据烧蚀阈值和形貌特征,可将其划分为改性区、过渡区、再沉积区和烧蚀区。在不同烧蚀区域,雪崩电离与多光子电离所起作用各不相同,在烧蚀区以多光子电离为主,在改性区、过渡区和再沉积区以雪崩电离为主。 [1] 李梁, 孙健科, 孟祥军. 钛合金的应用现状及发展前景 [J]. 钛工业进展, 2004, 21(5): 19-24. LI Liang, SUN Jianke, MENG Xiangjun. Application state and prospects for titanium alloys [J]. Titanium Industry Progress, 2004, 21(5): 19-24. [2] 李重河, 朱明, 王宁, 等. 钛合金在飞机上的应用 [J]. 稀有金属, 2009, 33(1): 84-91. LI Chonghe, ZHU Ming, WANG Ning, et al. Application of titanium alloy in airplane [J]. Chinese Journal of Rare Metals, 2009, 33(1): 84-91. [3] MAIO Y D, COLOMBIER J P, CAZOTTES P, et al. Ultrafast laser ablation characteristics of PZT ceramic: analysis methods and comparison with metals [J]. Optics and Lasers in Engineering, 2012, 50(11): 1582-1591. [4] STRATAKIS E. Nanomaterials by ultrafast laser processing of surfaces [J]. Science of Advanced Materials, 2012, 4(3/4): 407-431. [5] YANG Xiaojun, LI Ming, WANG Li, et al. A new method of processing high-precision micro-hole with the femtosecond laser [J]. Applied Mechanics and Materials, 2013, 268/269/270: 382-386. [6] 赵清亮, 姜涛, 董志伟, 等. 飞秒激光加工SiC的烧蚀阈值及材料去除机理 [J]. 机械工程学报, 2010, 46(21): 172-177. ZHAO Qingliang, JIANG Tao, DONG Zhiwei, et al. Ablation threshold and material removal mechanisms of SiC processed by femtosecond laser [J]. Chinese Journal of Mechanical Engineering, 2010, 46(21): 172-177. [7] MANNION P T, MAGEE J, COYNE E, et al. The effect of damage accumulation behaviour on ablation thresholds and damage morphology in ultrafast laser micro-machining of common metals in air [J]. Applied Surface Science, 2004, 233(1/2/3/4): 275-287. [8] MANNION P, MAGEE J, COYNE E, et al. Ablation thresholds in ultrafast laser micro-machining of common metals in air [C]∥Opto-Ireland 2002: Optics and Photonics Technologies and Applications, Proceedings of SPIE. Bellingham, WA, USA: SPIE, 2003: 470-478. [9] SEMEROK A, DUTOUQUET C. Ultrashort double pulse laser ablation of metals [J]. Thin Solid Films, 2004, 453/454(4): 501-505. [10]SEMALTIANOS N G, PERRIE W, FRENCH P, et al. Femtosecond laser ablation characteristics of nickel-based superalloy C263 [J]. Applied Physics: A Materials Science and Processing, 2009, 94(4): 999-1009. [11]ROBERTS D E, PLESSIS A D, BOTHA L R. Femtosecond laser ablation of silver foil with single and double pulses [J]. Applied Surface Science, 2010, 256(6): 1784-1792. [12]THOMAS D A, LIN Z, ZHIGILEI L V, et al. Atomistic modeling of femtosecond laser-induced melting and atomic mixing in Au film Cu substrate system [J]. Applied Surface Science, 2009, 255(24): 9605-9612. [13]SPIRO A, LOWE M, PASMANIK G. Drilling rate of five metals with picosecond laser pulses at 355, 532, and 1064 nm [J]. Applied Physics: A Materials Science and Processing, 2012, 107(1): 801-808. [14]PAPAKONSTANTINOU P, VAINOS N A, FOTAKIS C. Microfabrication by UV femtosecond laser ablation of Pt, Cr and indium oxide thin films [J]. Applied Surface Science, 1999, 151(3/4): 159-170. [15]ZHU X, VILLENEUVE D M, NAUMOV A Y, et al. Experimental study of drilling sub-10μm holes in thin metal foils with femtosecond laser pulses [J]. Applied Surface Science, 1999, 152(3/4): 138-148. [16]SYMIETZ C, LEHMANN E, GILDENHAAR R, et al. Mechanical stability of Ti6Al4V implant material after femtosecond laser irradiation [J]. Journal of Applied Physics, 2012, 112(2): 023103. [17]NAYAK B K, GUPTA M C, KOLASINSKI K W. Formation of nano-textured conical microstructures in titanium metal surface by femtosecond laser irradiation [J]. Applied Physics: A Materials Science and Processing, 2008, 90(3): 399-402. [18]VOROBYEV A Y, GUO C. Femtosecond laser blackening of metals [C]∥52nd IEEE International Midwest Symposium on Circuits and Systems. Piscataway, NJ, USA: IEEE, 2009: 905-908. [19]VOROBYEV A Y, GUO C. Colorizing metals with femtosecond laser pulses [J]. Applied Physics Letters, 2008, 92(4): 041914. [20]PECHOLT B, VENDAN M, DONG Y, et al. Ultrafast laser micromachining of 3C-SiC thin films for MEMS device fabrication [J]. The International Journal of Advanced Manufacturing Technology, 2008, 39(3/4): 239-250. [21]李晓溪, 贾天卿, 冯东海, 等. 超短脉冲激光照射下氧化铝的烧蚀机理 [J]. 物理学报, 2004, 53(7): 2154-2158. LI Xiaoxi, JIA Tianqing, FENG Donghai, et al. The mechanism of ablation of sapphire by an ultra-short pulse laser [J]. Acta Physica Sinica, 2004, 53(7): 2154-2158. [22]LENZNER M, KRUGER J, SARTANIA S, et al. Femtosecond optical breakdown in dielectrics [J]. Physical Review Letters, 1998, 80(18): 4076-4079. [23]ZHENG Buxiang, JIANG Gedong, WANG Wenjun, et al. Ablation experiment and threshold calculation of titanium alloy irradiated by ultra-fast pulse laser [J]. AIP Advances, 2014, 4(3): 031310. [24]LIU J M. Simple technique for measurements of pulsed Gaussian-beam spot sizes [J]. Optics Letters, 1982, 7(5): 196-198. [25]RUNG S, CHRISTIANSEN A, HELLMANN R. Influence of film thickness on laser ablation threshold of transparent conducting oxide thin-films [J]. Applied Surface Science, 2014, 305(6): 347-351. [26]刘金环. 高斯光束的光学变换 [J]. 光学精密工程, 1994, 2(3): 15-21. LIU Jinhuan. Optical transform of Gaussian beam [J]. Optics and Precision Engineering, 1994, 2(3): 15-21. [27]王贵兵, 刘仓理. 凯芙拉环氧复合材料烧蚀阈值实验研究 [J]. 激光技术, 2003, 27(5): 457-459. WANG Guibing, LIU Cangli. Experimental research of the ablation threshold of Kevlar/epoxy [J]. Laser Technology, 2003, 27(5): 457-459. [28]孙元征, 林晓辉, 陈云飞. 超短脉冲激光烧蚀熔融硅的理论模型 [J]. 功能材料与器件学报, 2008, 14(1): 38-42. SUN Yuanzheng, LIN Xiaohui, CHEN Yunfei. Theoretical model investigation about the mechanism of ultrashort pulse laser ablation fused silica [J]. Journal of Functional Materials and Devices, 2008, 14(1): 38-42. [29]余本海, 戴能利, 王英, 等. 飞秒激光烧蚀LiNbO3晶体的形貌特征与机理研究 [J]. 物理学报, 2007, 56(10): 5821-5826. YU Benhai, DAI Nengli, WANG Ying, et al. Morphology and mechanism of femtosecond laser-induced structural changes in lithium niobate crystal [J]. Acta Physica Sinica, 2007, 56(10): 5821-5826. (编辑 杜秀杰) AblationCharacteristicsandInteractionMechanismofUltra-FastPulseLaser-InducedDamageinTitaniumAlloy ZHENG Buxiang1,2,JIANG Gedong1,2,WANG Wenjun1,2,MEI Xuesong1,2 (1. School of Mechanical Engineering, Xi’an Jiaotong University, Xi’an 710049, China;2. State Key Laboratory for Manufacturing Systems Engineering, Xi’an Jiaotong University, Xi’an 710054, China) To reveal ablation characteristics and damage mechanism of difficult-to-machine material processed by ultra-fast pulse laser, the ablation threshold, ablation morphology and interaction mechanism of titanium alloy are investigated by picosecond pulse laser. Focusing on the linear dependence of laser energy density on the ablation area, the threshold fluence of ultra-fast pulse laser-induced ablation in titanium alloy is determined. The ablation morphologies of titanium alloy surface under the different laser parameters are observationally analyzed. The interaction mechanism of titanium alloy processed by ultra-fast pulse laser is explained in detail with the theories of avalanche ionization and multiphoton ionization, and the different ablation zones are distinguished according to the ablation morphology and threshold fluence. The results show that the ablation threshold of titanium alloy reaches 0.109 J/cm2; the ablation quality of titanium alloy processed by a picosecond pulse laser of 1064 nm wavelength gets better than that by 532 nm wavelength, and low repetition rate favors high-quality microstructure; the ablative central area has more uniform material removal, and the ablation crater has regular shape and smooth surface. With increasing pulse number and laser energy, the accumulation of photon energy increases, ablation dimension and morphological characteristics become more obvious, and the ablation boundary becomes more distinct. It indicates that pulse number and accumulation of photon energy are respectively one of the key factors for inducing surface microstructure. The observed ablation zone can be divided into modified region, transition region, redeposition region and ablation region. Multiphoton ionization dominates in the ablation region, while avalanche ionization dominates in the modified, transition and redeposition regions. ultra-fast pulse laser; titanium alloy; ablation characteristics; interaction mechanism 2014-04-28。 郑卜祥(1980—),男,博士生,工程师;王文君(通信作者),女,副教授。 国家自然科学基金重大研究计划资助项目(91123024);教育部长江学者和创新团队发展计划资助项目(IRT1172);中央高校基本科研业务费专项资金资助项目(xjj2012113)。 时间:2014-10-23 10.7652/xjtuxb201412004 TN249;O434.14 :A :0253-987X(2014)12-0021-08 网络出版地址:http:∥www.cnki.net/kcms/detail/61.1069.T.20141023.1634.005.html3 结 论
