预干桉木单板热压干燥过程中温度场的分布1)
2014-08-02韩晨静吕建雄徐金梅蒋佳荔
韩晨静 吕建雄 徐金梅 蒋佳荔
(国家林业局木材科学与技术重点实验室(中国林业科学研究院木材工业研究所),北京,100091)
预干桉木单板热压干燥过程中温度场的分布1)
韩晨静 吕建雄 徐金梅 蒋佳荔
(国家林业局木材科学与技术重点实验室(中国林业科学研究院木材工业研究所),北京,100091)
采用NR-1000温度采集系统对多张预干桉木单板热压干燥过程中水平方向和竖直方向的温度场进行了测定与分析。工艺为目前企业对多张单板热压干燥的常用工艺,即压力0.2 MPa、温度120 ℃、干燥时间30 min,上下热板间整齐重叠放置10张单板。结果表明:在水平方向上,整个干燥过程中单板的中心温度高于边缘温度,除与热板相近的2层单板(1、10号和2、9号)和初始阶段的3、8号单板外,其余单板水平方向的温度均存在显著差异;在竖直方向上,温度场以5、6号单板为中心呈上下对称分布,靠近热板处的单板温度高,中间单板温度低;按对称位置分成5组后,组间单板温度存在显著差异,组内单板温度差异不显著。结果可为进一步开展多张单板热压干燥机理以及干燥单板质量的研究提供基础数据。
桉木单板;热压干燥;温度场;水平方向;竖直方向
桉树是世界四大速生栽培树种之一[1],桉木单板是制造胶合板的主要原材料。目前,很多胶合板企业购买的预干桉木单板通常需再次干燥后才能使用[2]。单板干燥是一个传热传质的过程,明确单板在干燥过程中温度场的分布有助于分析多张单板热压干燥的机理,以及干燥后单板质量的评价。
单板热压干燥具有速率快、干单板平整度高、胶合性能好[3]、横向收缩小、终含水率均匀[4]等优点。热压干燥含水率较低的预干单板时,不会因水分剧烈气化造成单板撕裂。前人对单张含水率较高的单板[5]、锯材[6]在热压干燥过程中温度的变化做了研究。单张单板热压干燥时,其厚度非常小,在竖直方向上不存在温度差异;锯材热压干燥时,由于其质地紧密,导热系数大,较薄的锯材(如22 mm)表面与中心温度差异较小。多张单板一起热压干燥,厚度增加,传热传质的距离相应增加,这不同于单张单板的热压干燥;另一方面,单板经旋切后,其表面裂隙增加,质地较锯材疏松,也不完全等同于锯材热压干燥;因此,可将其看作是一种介于单张单板和锯材之间的热压干燥方式。本研究采用NR-1000温度采集系统测定与分析了多张预干桉木单板热压干燥过程中水平方向和竖直方向温度场的变化,为预干单板热压干燥机理以及单板干燥质量的深入研究提供基础数据。
1 材料与方法
1.1 材料
试验所用材料为广西一胶合板企业生产的柳叶桉(Eucalyptus saligna)预干单板,含水率范围为20%~22%,尺寸:1 270 mm(长)×640 mm(宽)×2.3 mm(厚)。
试验设备:NR-1000温度采集系统,幅面为300 mm×300 mm导热油加热的热压机。
1.2 方法
结合单张单板热压干燥的相关研究[7-8]和目前企业对多张单板热压干燥采用的工艺,本试验用于分析热压干燥预干桉木单板温度场分布的工艺为:压力0.2 MPa、温度120 ℃、干燥时间30 min,上下热板间整齐重叠放置10张单板。
多张单板一起热压干燥,从上至下对单板依次编号为1—10。
如图1所示,用NR-1000温度采集系统分别测定每张单板1/2、1/4、1/8处温度的变化,以分析单板热压干燥过程中水平方向温度场的分布。

A.1/2处;B.1/4处;C.1/8处。
采用SAS软件对数据方差分析和多重比较。
2 结果与分析
2.1 单板中心温度的变化趋势
在热板温度为120 ℃,两热板间单板数量为10张,压力为0.2 MPa,干燥时间30 min的条件下,预干单板中心(1/2处)温度的变化趋势如图2所示。
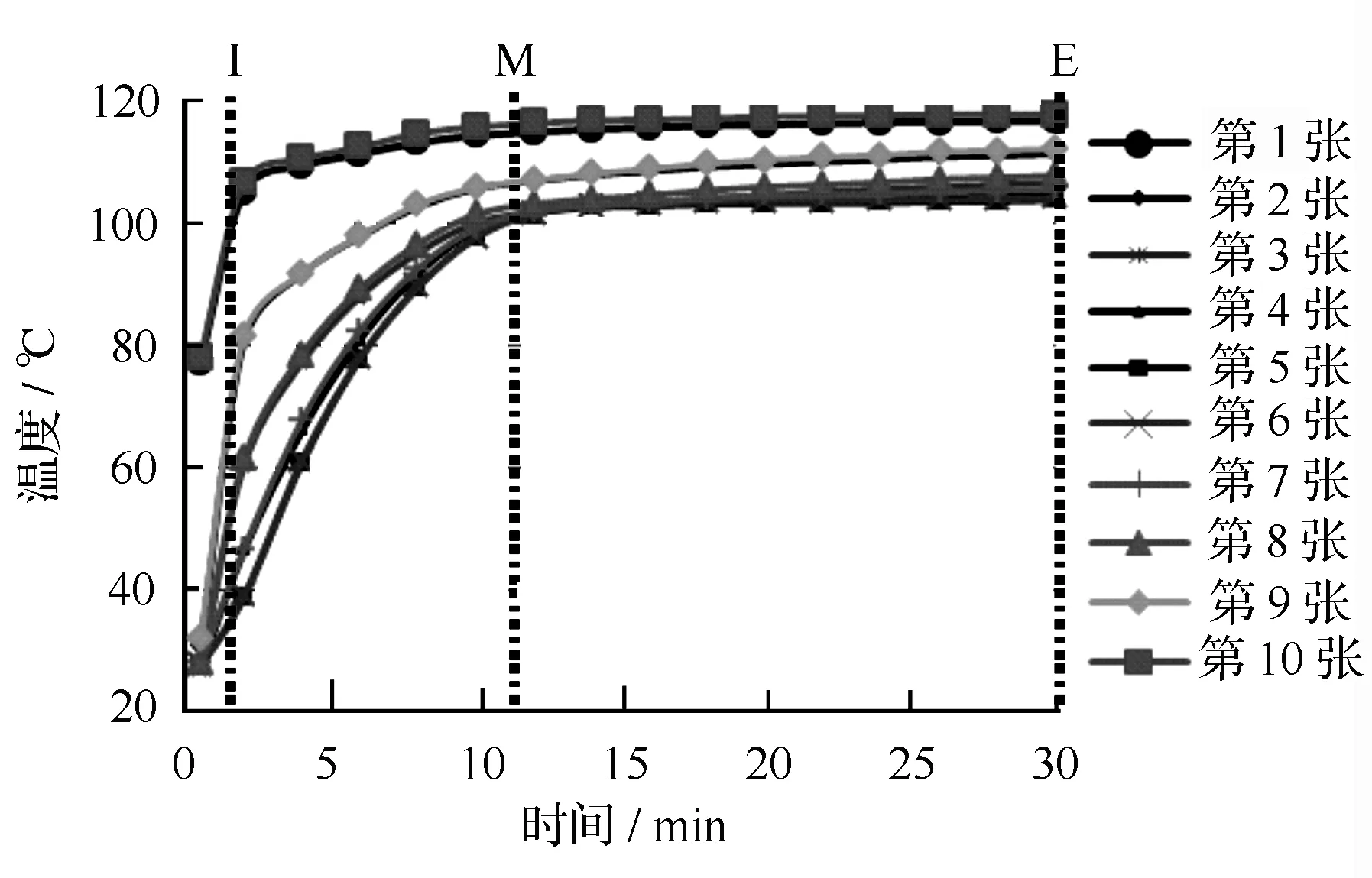
图2 单板中心温度的变化趋势
可知,10张单板中心温度的变化曲线基本呈两两重合状态,且其变化趋势相近,均表现为先快速上升,后逐渐平缓。不同位置的单板,温度变化有所不同。起初,靠近热板处的单板(1、10号)温度迅速上升;之后,其余单板的温度迅速升高,最后,所有单板的温度曲线基本趋于水平。因此,多张单板热压干燥过程中温度的变化可以通过以下3个关键点进行描述:初始阶段(I),以1、10号单板中心温度升至100 ℃为关键点;这是因为100 ℃为单板中水分的气化温度,且1、10号的中心温度在压机闭合后很短时间内达到100 ℃。中间阶段(M),以中间单板(5、6号)的中心温度升至100 ℃为关键点;由于木材的导热系数较小,5、6号单板中心温度升至100 ℃需要一定的时间。结束阶段(E)的关键点为干燥的最终时刻。
2.2 水平方向单板温度场的分布
对3个干燥阶段10张单板A、B、C3点温度的方差分析表明(表1):1、2、9、10号单板在整个干燥过程中水平方向的温度在0.05水平上差异不显著;3、8号单板在初始阶段,水平方向的温度差异不显著,但在中间阶段和结束阶段,其水平方向温度在0.05水平上有显著差异;4—7号单板在热压干燥过程中水平方向温度的差异均为极显著。
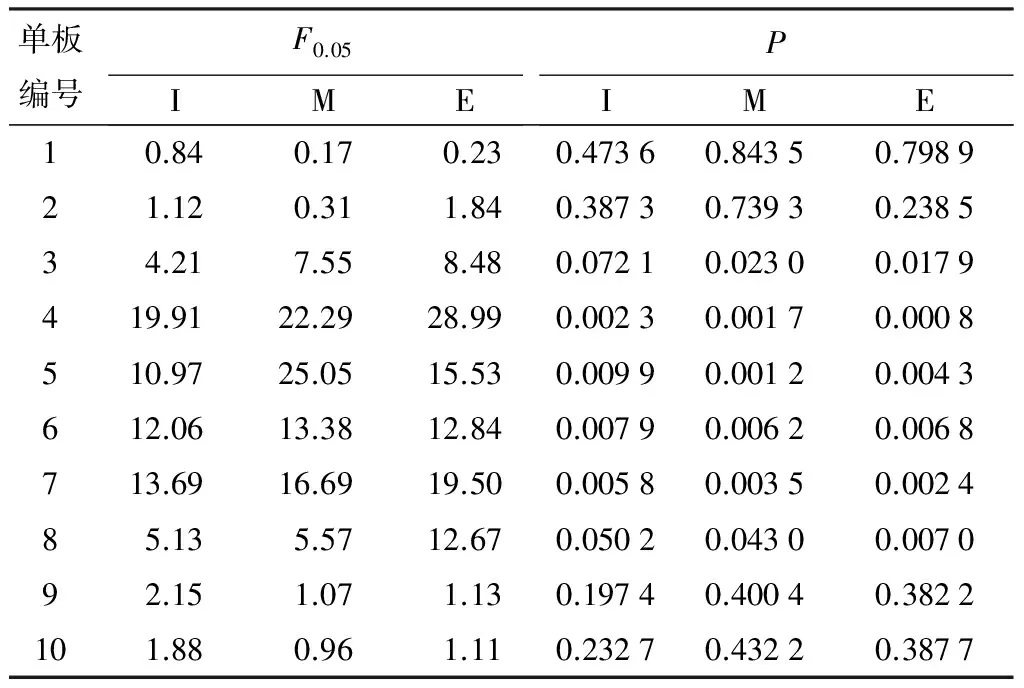
表1 热压干燥过程中各单板水平方向温度的F检验
Duncan检验表明(表2):3、8号单板在初始阶段,水平方向3点间温度的差异不显著;3号单板在热压干燥的中间阶段和结束阶段,8号单板在干燥的中间阶段,单板水平方向1/2处温度均显著高于1/8处温度,但其1/2处与1/4处温度差异不显著,1/4处与1/8处的温度差异也不显著;8号单板在干燥的结束阶段,水平方向1/2处与1/4处温度差异不显著,但这两点的温度均显著高于1/8处温度。4号单板在整个热压干燥过程中,水平方向3点相互间温度差异均显著。5号单板在干燥初始阶段,1/2处温度显著高于1/8处温度,但其1/2处与1/4处、1/4处与1/8处,温度差异均不显著;在干燥中间阶段,3点间温度均有显著差异。5号单板的结束阶段、6号单板的整个干燥过程、7号单板的初始和中间阶段,水平方向1/2处与1/4处温度差异不显著,但这两点与1/8处的温度有显著差异。7号单板的结束阶段,水平方向3点间温度均存在显著差异。

表2 各干燥阶段单板水平方向温度的Duncan检验
注:同列相同小写字母表示差异不显著,不同小写字母表示差异显著;*表示F检验差异不显著,不需进行Duncan检验。
2.3 竖直方向单板温度场的分布
在整个热压干燥过程中,10张单板的1/2处、1/4处、1/8处竖直方向上的温度在0.05水平上均存在极显著差异(表3)。这表明,在热压干燥过程中,10张单板间温度存在极显著的差异。

表3 热压干燥过程中单板竖直方向温度的F检验
进而通过Duncan检验可知(表4),整个热压干燥过程,10张单板间温度的差异基本以5、6号单板为中心呈上下对称,这与10张单板中心温度变化曲线两两重合的趋势(图2)相对应。据对称位置,温度由高至低,10张单板可分为5组:第1组1、10号,第2组2、9号,第3组3、8号,第4组4、7号,第5组5、6号。组间单板在整个干燥过程中温度差异显著:第1组单板的温度显著高于其他各组;第2组单板温度显著低于第1组,但显著高于其他3组;第3组温度显著低于第1、2组,而显著高于第4、5组;第4组温度显著低于1、2、3组,显著高于第5组;第5组则显著低于以上4组。组内单板的温度则基本无显著差异,仅在干燥中间阶段略有不同:第1组和第3组,组内单板温度差异显著。
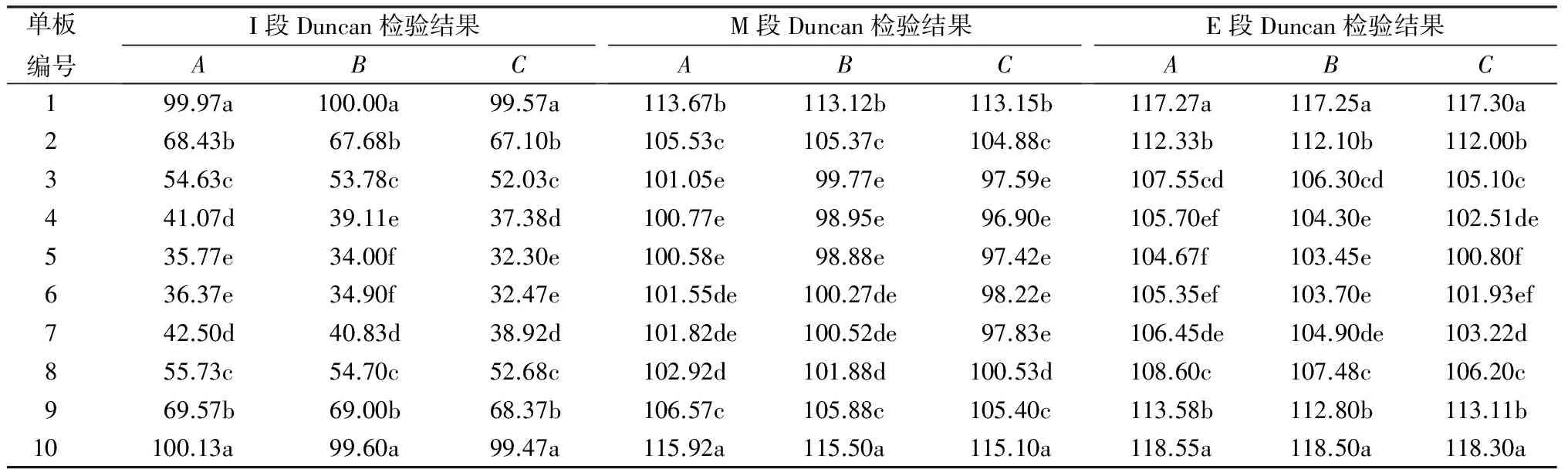
表4 各干燥阶段单板竖直方向温度的Duncan检验
注:同列相同小写字母表示差异不显著,不同小写字母表示差异显著。
3 讨论
热量是单板中水分蒸发的动力,温度是热量的度量。明确多张单板热压干燥过程中水平方向、竖直方向温度场的分布,有助于分析预干单板热压干燥的机理。
前人未对热压干燥过程中单板水平方向温度场的分布开展过相关研究和分析。在本研究中,10张单板水平方向的温度从大到小依次为1/2、1/4、1/8。这主要是因为单板的边缘处有热量损失,而在单板的中心处,热量基本无损失,热量由靠近热板处的单板逐渐向中间单板传递。1、2、9、10号单板水平方向温度差异不显著,这或许是因为靠近热板处的单板,导热距离小,边缘处的热量损失少。由导热油加热的热板温度均匀,则与之相近的单板水平方向的温度也相近,差异不显著。而靠近中间层(5、6号)的单板,由热板向其传递热量的距离增加,木材边缘处散热较多,加上水分从边缘处蒸发带走一部分热量,故靠近中间层的单板,其边缘处温度显著低于中心处温度。
蔡家斌等[6]测定了杉木(Cunninghamialanceolata)锯材(厚22 mm)在热压干燥过程中的试件截面温度分布规律为:由表及里,温度由高到低;汪佑宏等[9]对马尾松(PinusmassonianaLamb.)锯材(厚22 mm)在热压干燥过程中不同厚度处的温度进行了测量,得出由厚度1/8处至1/2处,温度逐渐降低。本研究结果与他们测定的结果相似,多张单板热压干燥时,靠近热板处的单板温度高于中间层单板的温度。原因是,木材是一种内部孔隙较微小,自由电子较少的固体材料,其热移动以热传导为主。据前人研究,气干材的平均横纹导热系数为0.070~0.233 W·m-1·K-1[10],导热系数非常小,热传导速率慢。因此,在靠近热板处的单板温度升高后,靠近中间层的单板才缓慢升温,故竖直方向单板之间的温度差异极显著。因热压干燥过程中,10张单板在竖直方向的温度场基本以5、6号单板为中心呈上下对称分布,故其竖直方向温度的差异也存在相似的趋势。
4 结论
在水平方向上,整个热压干燥过程中,10张单板的中心温度均高于边缘温度;与热板相近的2层单板(1、2、9、10号)水平方向的温度在0.05水平上差异不显著,中间4张单板(4、5、6、7号)则存在极显著差异。3、8单板在干燥初始阶段差异不显著,在干燥中间阶段和结束阶段差异显著。
在竖直方向上,整个热压干燥过程中,温度场基本以5、6号单板为中心呈上下对称分布,靠近热板处的单板(1、10号)升温速率快,温度高;中间单板(5、6号)升温速率慢,温度低。10张单板按对称位置分为5组,组间单板在干燥过程中温度差异显著;初始、最终阶段的组内单板,温度无显著差异,中间阶段的第1、3两组,组内单板温度差异显著。
[1] 祁述雄.中国桉树[M].北京:中国林业出版社,2002.
[2] 韩晨静,吕建雄,徐金梅,等.单板干燥设备的研究进展[J].林业机械与木工设备,2012,40(10):11-14.
[3] Tschernitz J L. Empirical equations for estimating drying times of thick rotary-cut veneer in press and jet dryers[J/OL]. Forest Service,1985,1-16[1985-05].http://catalog.hathitrust.org/Record/007476192.
[4] Sandoe M D, Wellons J D, Parker R J, et al. Gluability of platen-dried veneer of douglas-fir[J]. Forest Products,1983,33(7/8):57-62.
[5] Loehnertz S P. A condtinous press dryer for veneer[J]. Forest Products,1987,38(9):61-63.
[6] 蔡家斌,钱世江.速生杉木薄板热压干燥的试验研究[J].南京林业大学学报,1997,21(3):34-38.
[7] Hua J. Productive test of a newly drying technology of veneer: intermittent-contact drying of veneer with flexible screen belt[J]. Journal of Forestry Research,2005,16(2):155-157.
[8] 顾炼百,李大纲,承国义,等.杨木单板连续式热压干燥的研究[J].林业科学,2000,36(5):78-84.
[9] 汪佑宏,顾炼百,王传贵,等.马尾松锯材在热压干燥过程中的传热规律[J].南京林业大学学报:自然科学版,2005,29(4):33-36.
[10] 尹思慈.木材学[M].北京:中国林业出版社,1996.
Temperature Distribution of Pre-drying Eucalyptus Veneers during Hot Press Drying/
Han Chenjing, Lü Jianxiong, Xu Jinmei, Jiang Jiali(Key Laboratory of Wood Science and Technology of State Forestry Administration, Research Institute of Wood Industry, Chinese Academy of Forestry, Beijing 100091, P. R. China)//
Journal of Northeast Forestry University.-2014,42(6).-86~89
The horizontal and vertical temperature field of multi pre-drying eucalyptus veneers during hot press drying was detected and analyzed by NR-1000 temperature acquisition system. The hot press drying process was used in current corporate for multi veneers with 0.2 MPa of pressure, 120 ℃ of temperature, 30 min and 10 veneers laid overlap in order between two platens. In the horizontal direction, the center temperature of veneers is higher than that in the edge temperature during drying process. Except two layers veneers near the platen (NO.1 and NO.10, NO.2 and NO.9) and NO.3, NO.8 veneers in initial stage, the horizontal temperature of all veneers has significant difference. In the vertical direction, the temperature field taking NO.5 and NO.6 veneers as center were symmetrical. The temperature of veneers near the platen is high, while that of middle veneer is low. Ten veneers were divided into five groups by symmetric position. There is a significant difference in veneer temperature of different groups, while the difference of veneer temperature in same group is not significant.
Eucalyptus veneer; Hot press drying; Hemperature field; Horizontal direction; Vertical direction
韩晨静,女,1984年9月生,国家林业局木材科学与技术重点实验室(中国林业科学研究院木材工业研究所),博士研究生。
吕建雄,国家林业局木材科学与技术重点实验室(中国林业科学研究院木材工业研究所),研究员。E-mail:jianxiong@caf.ac.cn。
2013年8月14日。
S781.37
1) 中国林科院林业新技术所基本科研业务费专项(CAFINT2012C03)、林业公益性行业科研专项 (201104003-02)。
责任编辑:戴芳天。