基于SVM的中频感应电炉自动浇注系统设计
2014-08-01王春荣黄凌山吴龙高浩夏尔冬
王春荣,黄凌山,吴龙,3,高浩,夏尔冬
(1.三明学院机电工程学院,福建 三明,365004;
2.三明机械CAD工程研究中心,福建 三明,365004;
3.福建三明高新技术产业开发区博士后工作站,福建三明365004;
4.福建汇华集团东南汽车缸套有限公司,福建三明365004)
基于SVM的中频感应电炉自动浇注系统设计
王春荣1,2,黄凌山1,吴龙1,3,高浩4,夏尔冬1,2
(1.三明学院机电工程学院,福建 三明,365004;
2.三明机械CAD工程研究中心,福建 三明,365004;
3.福建三明高新技术产业开发区博士后工作站,福建三明365004;
4.福建汇华集团东南汽车缸套有限公司,福建三明365004)
针对中频感应电炉金属液手工浇注误差大的缺点,根据电炉的结构参数、倾斜运动的角速度、已经倾斜的角度和比例调节阀的电流,建立浇注流量的数学模型,并通过支持向量回归机算法预测每个时刻浇注系统的流量值,控制电炉的浇注流量进行误差补偿,实现精确的闭环反馈自动浇注控制。
中频感应电炉;数学模型;支持向量回归机;误差补偿
传统的电炉铸造浇注[1-3]通常采用中频感应电炉,其铸造浇注过程中,金属液流量控制通常是通过手工控制杠杆翻转装置将电炉出液倒入铸型或者坩埚中,手工浇注控制需要操作工在恶劣的工作环境下进行操作,很大程度上依赖于操作工经验,对操作工素质的要求很高,浇注次品率较高,生产效率较低.由于浇注系统是一个非线性严重、时间滞后大、各参数间强耦合的复杂控制对象,自动浇注系统控制器的结构和参数须凭经验来确定,如用常规的PID控制系统进行控制,难以在普通的中频感应电炉上难以实现常规的闭环反馈自动浇注控制。
本文通过分析电炉的机构参数与浇注过程的一列参数建立其浇注流量数学模型,并通过支持向量回归机算法预测各个浇注时刻的流量值,将预测的流量值与理论的流量值进行比较,控制电炉的浇注流量进行误差补偿,从而实现精确的闭环反馈自动浇注控制。
1 电炉浇注流量数学模型的建立
浇注系统如图1所示,液压缸的输出杆通过杠杆装置与炉体翻转传动连接。电炉的浇注原理:控制两个设置在电炉旁液压缸流量调节阀来控制液压缸的行程与速度,从而实现自动浇注。
假设在某一时刻t,控制比例调节阀的电流为I,熔炉倾斜的角度为θ,角速度为w,炉嘴处的铁水流量为,倒出的铁水体积为V。
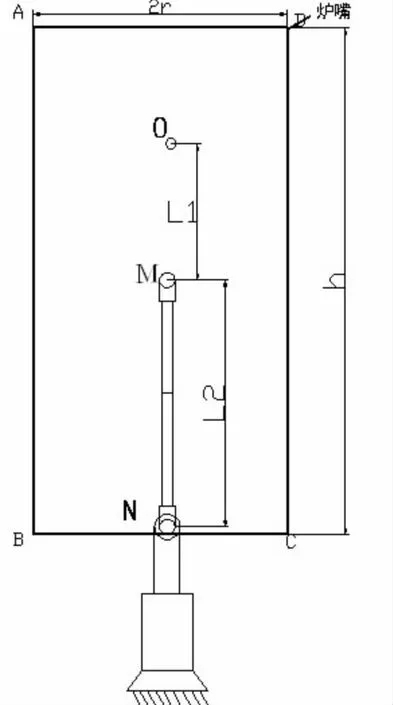
图1 浇注系统简图
(1)当倾斜角度0≤θ≤∠ADC时,如图2所示。
根据图2可得:

t时刻倒出的铁水体积为:

两边同时对时间t求导得:

(2)当炉子倾斜角度∠ADC≤θ≤90°时,如图3所示。用截面S去截铁水,该截面与炉底平行,与炉嘴距离为x,因为α=90-θ,则可以计算出截得铁水面积为:

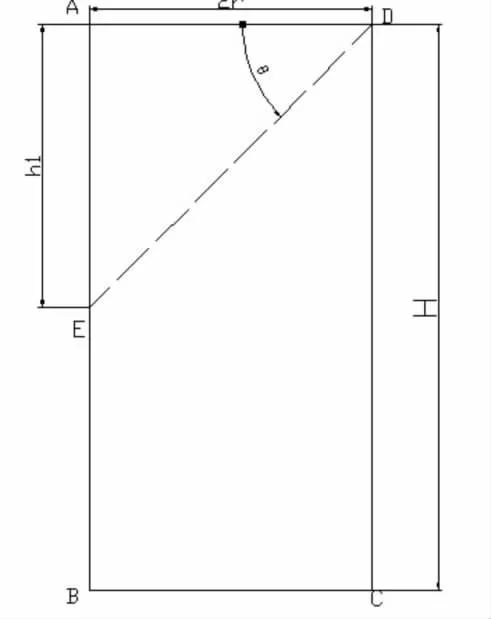
图2 倾斜角度0≤θ≤∠ADC

图3 倾斜角度∠ADC≤θ≤90°
利用S(x)在区间[0,h]上求积分,可得到t时刻炉中剩余的铁水体积:
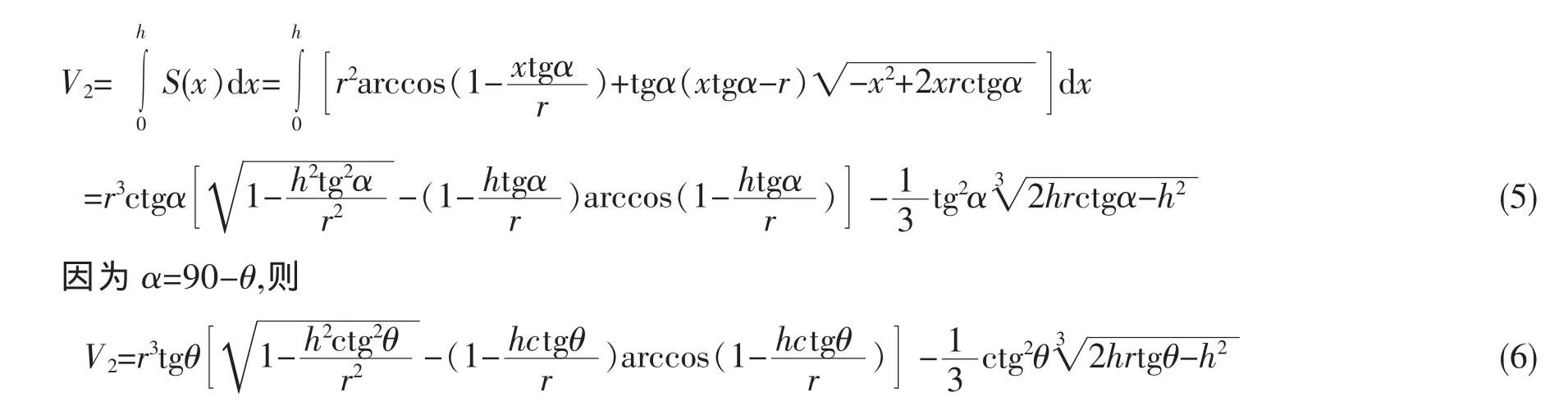
熔炉倾斜角度∠ADC≤θ≤90°时倒出的铁水体积为∶

则两边同时对时间t求导,可得到熔炉倾斜角度∠ADC≤θ≤90°时的流量Q2∶
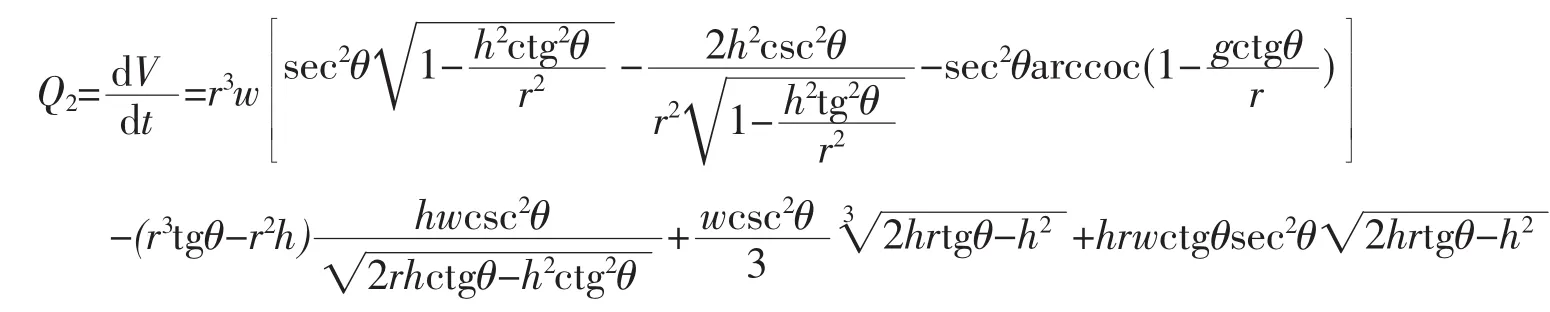
因此可以得到流量与锅炉倾斜的角度θ,角速度w,半径r,高h之间的数学模型:

2 炉嘴流量与比例调节阀电流I的关系
当熔炉倾斜θ角度时,如图4所示。其中OM=L1,MN=L2,液压缸的运动速度为v,行走的距离为S。
则根据几何关系可以得到:

由于L2sinβ=L1sinα,即可以得到:

图4 倾斜角度为θ


因为∶
液压缸的运动速度v可以通过比例调节阀的电流来控制,即v=f(I),且θ=α,则ω可以变形为:

将式(14)代入式(9)可得到

因此可以通过控制比例调节阀电流I来控制炉嘴流量Q。
3 SVM算法实现闭环控制
如图1所示,对于浇注某种工件时,所需铁水的重量与体积是一定的。即:

其中:V为所需铁水的体积;Q(t)为某一时刻铁水的流量,是关于时间t的函数;v(t)为某一时刻铁水流出炉嘴的速度;s(t)为某一时刻铁水流出炉嘴时所占炉嘴的面积;
对式(18)进行变形:

即可得到在0-T期间内,铁水的平均流量,如果能控制熔炉旁的两个液压缸使浇注系统在0-T期间内,每一个时刻铁水的流量Q(t)等于Q平均,就能完成自动浇注。
从式(9)~(17)可知Q(t)与例调节阀的电流为I,炉的角速度w和已经倾斜的角度θ、时间t有关。因为在控制过程中还可能存在误差,需要对产生的误差进行补偿。
由于浇注系统是一个非线性严重、时间滞后大,要在实际中测得每一个时刻的流量值是非常困难的,甚至是不可能的。因此可以通过理论算法来预测每一时刻的流量值,本文采用支持向量机算法[4-6]是一种新的机器学习算法,其原理是建立在统计学习理论的VC维理论和结构风险最小化基础之上的。支持向量决定了其拓扑结构,能够比较好的解决小样本、非线性、高位数以及局部极小点等问题,具有相对较强的泛化能力。支持向量机算法来预测t时刻铁水的流量Q(t)。
对于回归问题,如给定训练集

式(20)中xi=(Ii,wi,θi,ti)为输入模型,Qi∈Q=R为输出模型,其中i=1,2,…,l且R为实数集。回归问题最终要解决的问题是,根据训练集S在Rn上寻找一个实值函数Q(x),然后给定一个新的输入模型x,可以获得所对应的Q值。
对线性ε-支持向量回归机使用非线性分划,求得非线性回归函数。既引入变换xi=Φ(xi),Hilbert空间记为H:
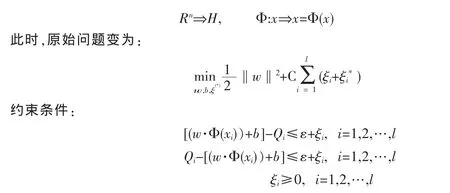
为推导出其对偶问题,引入拉格朗日函数∶

通过优化对偶问题可得凸二次规划问题:

约束条件:

因此,引入核函数可得通常使用的ε-支持向量回归机,算法步骤如下:
Step1:给定训练集S={(x1,y1),(x2,y2),…,(xi,yi),},其中yi∈R,i=1,2,…,l,xi∈Rn,S∈(Rn×R);
Step2:对于非线性选择径向基核函数K(x,x′);利用梯度算法寻求最优的参数ε,C;ε>0,C>0;
Step3:构造并求解凸二次规划问题

Step4:求解b:选取位于开区间(0,C)中的α(*)的分量αj或αk,若选αj则:
Step5:构造决策函数

式(22)为利用支持向量回归机预测每一个时刻流量的数学模型。
至此,通过支持向量回归机算法解出Q与ω、θ、t的关系式,预测Q(t),将预测的流量值Q(t)与Q平均做差值,根据差值控制电流I的大小在下一时刻将差值进行补偿,提高自动浇注的精度,闭环控制如图5所示。

图5 闭环控制系统
4 结束语
文中根据中频炉的结构建立浇注流量的数学模型,给出了比例调节阀电流I与流量Q之间的数学关系,因为浇注系统是一个非线性严重、时间滞后大测量浇注过程中实际流量难度极大,因此提出了基于支持向量回归机预测浇注系统的流量值,从而对其浇注过程进行误差补偿,提高浇注精度。
[1]张晴朗,苏勇.基于数值模拟缸体浇注系统的设计与优化[J].精密成形工程,2013,5(1):37-41.
[2]石峰,陆金桂.基于磨成粗糙集模型的注塑模浇注系统方案智能化设计研究[J].机械工程学报,2003,39(9):123-127.
[3]尤芳怡,戴秋莲,骆灿彬,等.消失模铸造金属基砂轮使用的EPS/磨粒复合模样制备实验研究[J].三明学院学报,2013.30(4):47-51.
[4]范玉刚,李平,宋执环.动态加权最小二乘支持向量机[J].控制理与决策,2006,21(10):129-133.
[5]崔文同,林文才.自适应加权最小二乘支持向量机回归及应用[J].石油化工高等学校学报,2009,22(4):84-88.
[6]冼广铭,曾碧卿.支持向量回归机算法及其应用[J].控制与决策,2008,44(17):40-42.
(责任编辑:朱联九)
Design of the Automatic Gating System of M edium-Frequency Induction Furnace Based on SVM
WANG Chun-rong1,2,HUANG Lin-shan1,,WU Long1,3,GAO Hao4,XIA Er-dong1,2
(1.School of Mechanical and Electronic Engineering,Sanming University,Sanming 365004,China;2.Sanming Engineering Research Center of Mechanical CAD,Sanming 365004,China;3.Post-doctoral Scientific Research Station in Sanming High-tech Industrial Development Zone,Sanming 365004,China;4.Southeast Auto Cylinder Liner Co.Ltd.of Fujian Huihua Group,Sanming 365002,China)
The disadvantage ofmedium-frequency induction furnace is the error caused by manual pouring.To overcome its disadvantage,amathematicalmodel of the pouring flow rate has been established by the structural parameters of induction furnace,the angular velocity of itsmovement,the tilted angle and the electricity of proportioning valve.To realize an accurate automatic control,the pouring flow rate of induction furnacewas processed w ith error compensation through the flow value,and the flow value of gating system ateach timewas predicted by supportvector regression algorithm.
medium-frequency induction furnace;mathematicalmodel;supportvector regression;error compensation
TG232.3
A
1673-4343(2014)02-0068-05
2014-02-23
福建省教育厅科技项目(JA13297);福建省高校产学合作重大项目(2012H 6018);中国博士后基金(2013M 541851);福建省高等学校新世纪优秀人才支持计划(JA13290);大学生创新创业训练计划项目(201311311029)
王春荣,男,福建漳州人,助教。研究方向:机电控制。
