高速并条机匀整延迟时间的测试与分析
2014-07-24王贯超李志东
贺 翊,王贯超,王 斌,孙 伟,李志东
(1.西安工程大学 机电工程学院,陕西 西安710048;2.陕西宝成航空精密制造股份有限公司,陕西 宝鸡721000)
现代高速并条机的主流机型大都配备有开环形式的自调匀整装置.自调匀整装置可以根据喂入纱条的粗细变化,自动地调整牵伸倍数,有效地减少或消除输出纱条条干随喂入纱条粗细变化的不匀,从而保障输出纱条的条干均匀度[1].开环自调匀整系统具有喂入检测点纱条的线速度比输出检测点纱条的线速度低,喂入部分纱层比较厚的特点,使得开环自调匀整具有更高的检测准确性[2].在自调匀整装置实现数字化后,匀整以喂入纱条经过检测罗拉的长度为基准,短片段和超短片段匀整成为自调匀整装置的发展方向,如先进的乌斯特自调匀整扫描长度为每次1.5mm,有的缩短到1mm,扫描检测一次所需时间达到毫秒级,速度快,精度高,一般可将±25%范围内的喂入纱条匀整到±1%以内.因此,开环式自调匀整装置在高速并条机上的使用更为广泛[3].
匀整延迟时间是开环自调匀整装置的重要参数之一,匀整延迟时间设置得过长或过短都会对纱条产生人为的附加不匀.目前,国外具有代表性的瑞士Uster公司的USC系统以及瑞士Rieter公司的RQM(棉条质量监控器)产品[4],占据了国内高性能并条机的主要市场[5],并且由于受到匀整延迟时间与纤维变速点的位置、纤维长度及其离散系数、电器及机械系统的惯性延迟时间等多种因素的影响,各种开环自调匀整的控制模型都无法计算出其准确值.在实际工作中一般采用跳条涂色试验法来修正匀整延迟时间,现场调试工作量大,且精度也不高.因此有必要寻求一种简易、快捷、准确的方法来确定并条机的匀整延迟时间.
1 测试系统组成
系统组成分为信号的前端调理和虚拟仪器测试2部分.信号的前端调理部分包括反映喂入纱条粗细不匀的凹凸罗拉位移传感器,反映输出纱条条干不匀的喇叭口应变传感器及相应的二次仪表,以及反映喂入纱条长度的凹凸罗拉编码器[6].虚拟仪器测试部分由数据采集器、笔记本电脑及相应的LabVIEW平台[7]开发的软件组成.数据采集器采用美国国家仪器公司生产的NI USB-6251数据采集卡[8],这是一款高速M系列多功能DAQ模块,提供了16路A/D,输入分辨率为16位,1.25MS/s的单通道采样率(总计1MS/s),每条输入通道包括7档可编程的输入范围(±100mV~±10V).该系统具有动态性能好、抗干扰能力强、测量精度高及成本造价低等特点.在出条速度为600m/min的情况下,测试纱条长度可达微米级[9-10].
2 测试方法及结果分析
本文采取跳条实验,即在自调匀整可调范围内,正常开车时,改变喂入纱条的数量,在入口和出口位置做好标记,观察自调匀整执行后输出纱条的变化.实验中,测试电压调定为-5V~5V,采样率1 000,采样数100,在并条机的纱条喂入端喂入6根纱条,通过加减纱条的方法进行测试(喇叭口处的干扰信号已用低通滤波器消除).
图1和图2分别为关闭并条机自调匀整装置加一根纱条和减一根纱条的条干不匀曲线,图3和图4分别为打开并条机自调匀整装置加一根纱条和减一根纱条的条干不匀曲线.TG信号和PF信号分别是并条机输入端凹凸罗拉位移传感器及输出端喇叭口应力传感器的条干不匀曲线,其中PF信号是负信号,从图1~4中可以清楚地看出由于加减跳条而在输入和输出端产生的纱条粗细的变化.
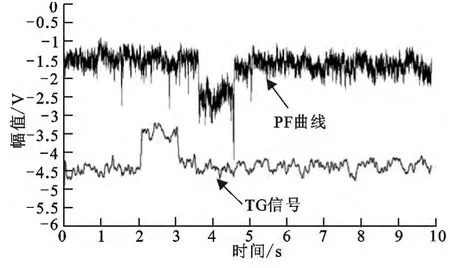
图1 匀整关闭加一根纱条的条干不匀曲线

图2 匀整关闭减一根纱条的条干不匀曲线

图3 匀整打开加一根纱条的条干不匀曲线

图4 匀整打开减一根纱条的条干不匀曲线
图5是在启动并条机自调匀整装置情况下所测得的加条测试条干不匀曲线.从图5可以看出,由于延迟时间过长而带来的附加条干不匀,在第2.7s处TG信号出现加条粗节,3.87s处PF信号出现一个粗节,而在4.41s处PF信号又出现一个细节.这是因为在喂入纱条粗节的始点处和在喂入纱条粗节的终点处匀整延时所致.
实际生产中,可以根据测试结果中输出纱条产生粗节与细节的时间先后,判断匀整时间是否合适.由上述测试结果不难分析,延迟时间过长会因喂入粗节在输出纱条中同时产生一个附加粗节和细节,也会因喂入细节在输出纱条中同时产生一个附加细节和粗节;反之,若延迟时间过短,输出细节会先于输出粗节出现.所以,开环自调匀整装置的匀整延迟时间不准确,会使并条机的输出纱条产生附加条干不匀,这就需要在匀整算法[11]中加以考虑.从图6的纱条不匀曲线可以看出,通过缩短自调匀整系统的匀整延迟时间,可以基本消除加条粗节在输出纱条中产生的附加不匀,这说明延迟时间的调整值是准确的.

图5 延迟时间过长的条干不匀曲线

图6 延迟时间调整后的条干不匀曲线
3 结 论
(1)并条机的匀整延迟时间与喂入纱条粗、细节的程度有关,这一点在加一根和二根纱条的跳条对比实验中得到了验证,显然这是由于机械惯性所致,应当在匀整控制算法中加以考虑.
(2)在跳条实验的同时,加入对牵伸罗拉的转速测试,可以准确地测试出并条机自调匀整装置的匀整延迟时间,有益于进一步深入研究并条机自调匀整的控制算法和性能评价.
[1]王贯超,张治中.现代高速并条机的发展[J].棉纺织技术,1996,24(12):32-34.
[2]翁金飞,陈冰,陈幼平,等.并条机的自调匀整系统实现[J].机械与电子,2013(1):46-48.
[3]秦贞俊.现代并条机的自调匀整技术[J].纺织器材,2009,36(增):37-40.
[4]谢经明,胡超,陈冰,等.基于LabVIEW 的棉条质量在线检测系统[J].机械与电子,2010(10):38-40.
[5]任向杰.高速并条机棉条质量在线监测及匀整控制系统研究与实现[D].武汉:华中科技大学,2012:1-6.
[6]甘浩.并条机自调匀整系统测控技术的研究[D].武汉:华中科技大学,2009:9-17.
[7]谢经明,胡超,陈冰,等.基于LabVIEW 的棉条质量在线检测系统[J].机械与电子,2010(10):38-40.
[8]王兵,夏有才.基于 USB-6251的虚拟频谱分析仪开发研究[J].实验科学与技术,2012,10(5):10-11.
[9]尚红卫.实现并条机高速与高质的途径[J].棉纺织技术,2013,41(1):41-43.
[10]徐月强,王永峰,马建兴.加装自调匀整装置,改进并条机性能[J].河北纺织,2008(1):75-80.
[11]朱耀麟,李兰君,王延年,等.并条机开环自调匀整系统的实时长度延迟计算[J].西安工程大学学报,2009,23(2):225-229.