钢球自动分选装置的设计
2014-07-22韩以伦王敬王倩倩焦振广
韩以伦,王敬,王倩倩,焦振广
(山东科技大学 机械电子工程学院,山东 青岛 266510)
钢球直径直接影响轴承的动态工作特性,因此,安装前检测钢球直径并对其进行分选对球轴承具有重要的现实意义[1-2]。以往主要采用人工对钢球进行分选,劳动强度大,工作效率低,分选精度差。下文针对直径为(9±0.003) mm的轴承钢球自动检测、分选装置的设计进行详细介绍。
1 结构及工作原理
钢球自动测量、分选装置如图1所示,主要包括气压传动装置、电感测微装置、电磁翻板装置和PLC控制系统。利用气压传动装置将钢球送到相应的测试工作台,选择电感传感器作为信号拾取源,通过电感测微装置内部测量电路检测出钢球直径的微位移信号并转换成便于传输、处理和显示的电压信号。根据不同的电压信号,PLC控制收料箱的对应电磁铁通电,打开对应的料箱翻板,使钢球落入收料箱,达到高效、精确地分选钢球的目的。
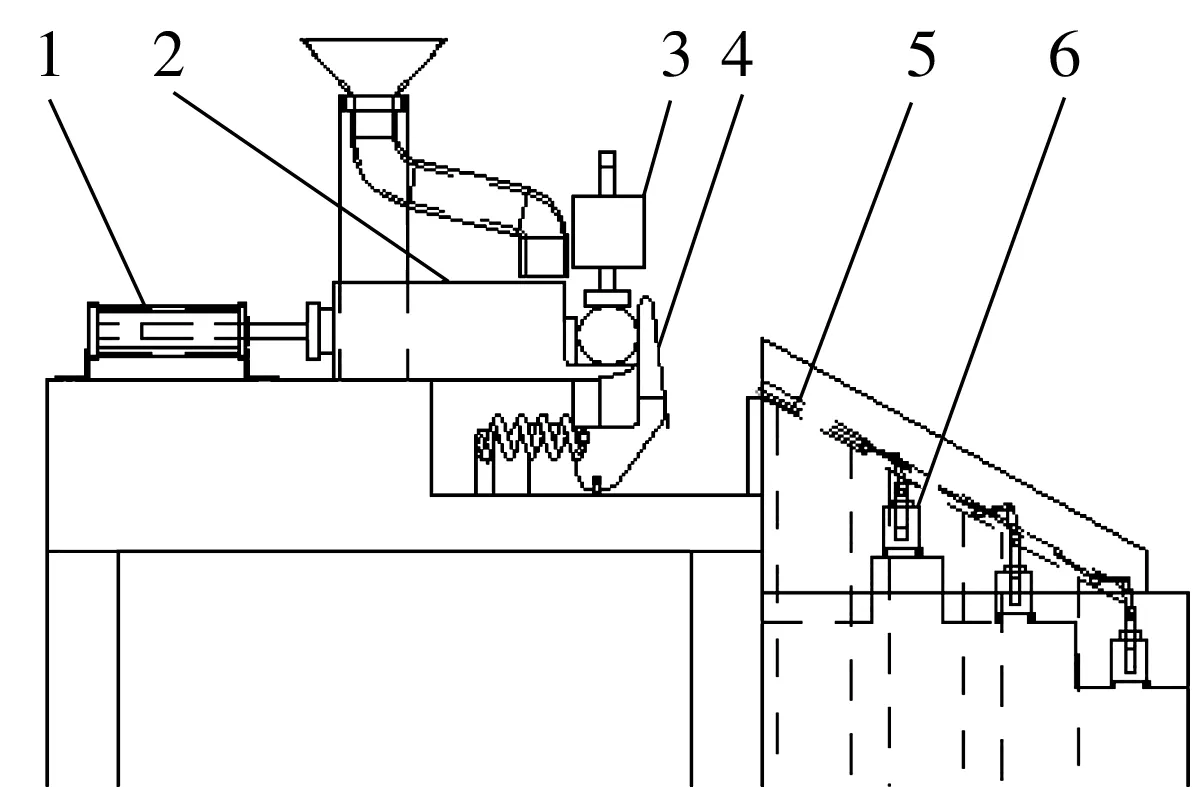
1—气缸;2—挡块;3—电感测微装置;4—弹簧挡板;5—料箱翻板;6—电磁铁
2 机械控制部分设计
2.1 动力机构
鉴于设计要求能够连续精密的测量钢球直径,即要求动力机构能不断给测量机构传送钢球。这种传动机构有电气和气动两类,电气传动不太平稳,而气动传动中的固定式气缸传动适合精密测量,因此选用单活塞杆双作用气缸[3]。根据安装方式不同气缸又分为活塞杆固定式和缸筒固定式,考虑设计装置对体积的要求,采用脚座式缸筒固定式气缸。
如图1所示,气缸活塞杆与挡块相连,钢球从出料口出来落入挡块的槽内,借助于工作台的弹簧挡板将钢球固定;此时挡块向前移动不但挡住出料口,而且将钢球向前推进,到达测量位置进行检测;测量完成后,气缸继续推动挡块至弹簧挡板不能挡住钢球,钢球落入对应的收料箱;气缸退回,弹簧挡板自动回复至初始状态。
2.2 自动测量装置
自动测量装置主要由电感式传感器和测量电路组成。该装置选用线性差动式电感传感器,其主要由可活动衔铁、一次绕组和2个二次绕组等组成。由于衔铁的上下移动,一、二次绕组间的互感会随之变化。使用时应将2个二次绕组反向串接,以实现差动方式输出。两次级线圈的磁路尺寸与参数应相等。
差动式电感传感器是利用电磁感应原理将被测量物理量转换成线圈互感系数的变化,再由测量电路转换为电压的变化量输出,实现非电量转换成电量[4-5]。
当衔铁在中间位置时,2个二次绕组有相同的互感,因而一次侧激励得到相同的感应电动势。由于2个二次绕组反向串接,所以得到的差动输出电动势为零。将此位置设为检测的标准位置,即安装电感测微装置时,此位置检测为直径9 mm的标准钢球。当测量钢球直径大于9 mm时,衔铁将上移,因此上部的二次绕组互感大于下部的二次绕组,上部二次绕组内的感应电动势也大于下部的二次绕组,差动输出电动势不为零,每个电动势值对应一定直径的钢球,从而测出钢球直径。同理,当钢球直径小于9 mm时,衔铁将下移,因此下部的二次绕组互感大于上部的二次绕组,下部二次绕组内的感应电动势也大于上部的二次绕组,差动输出电动势也不为零,测出钢球直径。
2.3 自动分选装置
收料箱装置(图2)的上表面有一与水平面成30°的滚道,两侧有挡板,钢球依靠自重沿滚道滚落。以直径9 mm的钢球为标准,以 1 μm为规值间隔分成8个组别,分别为-3,-2,-1,0,1,2,3 μm及不合格品,每个组别对应一个收料箱口,每个收料箱口的翻板都由一个电磁铁控制(开/关)。 当电感测微装置输出的电压信号送到PLC控制器时,PLC会控制对应的电磁铁通电,打开对应的料箱翻板。
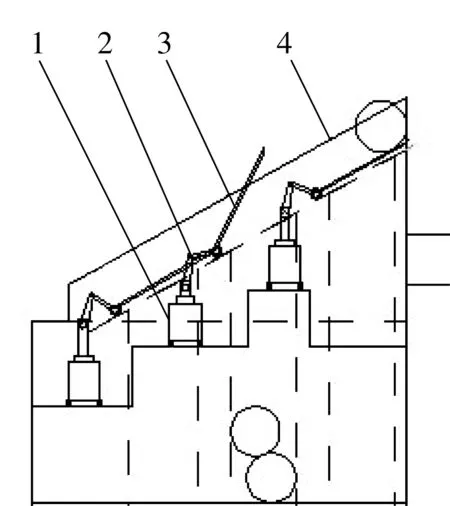
1—电磁铁; 2—连杆; 3—料箱翻板; 4—两侧挡板
电磁铁选用MQD06系列电子型牵引电磁铁[6],电磁铁主要由电磁扼、衔铁、线圈和控制电器等部分组成,当线圈通电时,吸合衔铁,通过连杆带动其所控制的料箱翻板打开;线圈断电后,电磁铁本身无复位装置,翻板由于自身重力下落,从而通过连杆带动衔铁复位,恢复额定行程内工作。
3 PLC控制系统
控制系统设计包括硬件和软件两大部分。电气控制系统包括气动系统电磁阀、限位开关、电感测微装置、电磁铁和各控制开关等[7]。
3.1 硬件系统
结合测量、分选装置工作流程(图3)及工作特点,对输入输出点数进行估算,根据被控对象统计的输入点数为21个,输出点数为11个,考虑10%~20%的可扩展余量后对输入输出点数圆整,确定为输入输出各24个。再根据存储容量的计算,最后确定PLC选用整体型,电源选用220 V交流电源,I/O总点数为48个,选用晶体管输出型。最后考虑经济性等因素,此装置的PLC选用三菱FX2N-48MT-001,考虑到电感传感器电路输出的电压信号,还需要选用模拟量模块FX2N-2AD。测量的电气原理及PLC输入、输出如图4、图5所示。
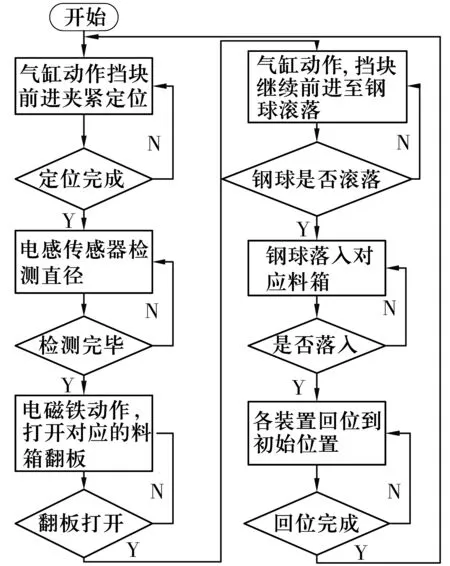
图3 测量、分选装置工作流程
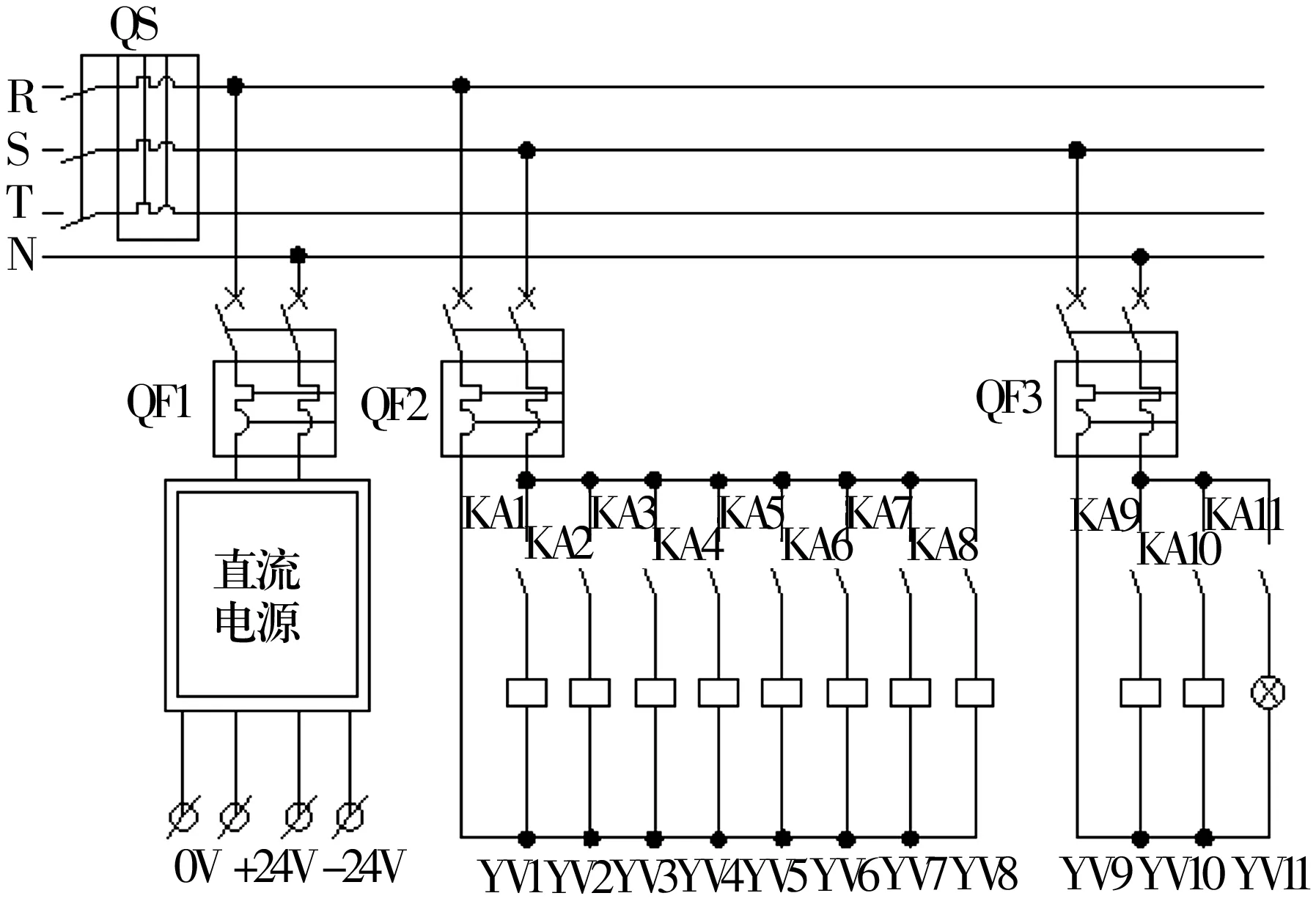
图4 电气原理图
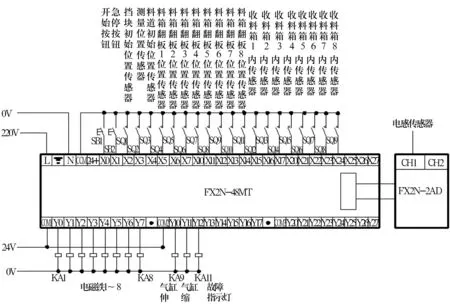
图5 PLC输入、输出图
3.2 软件系统
编写PLC运行程序[8]:
(1)初始化程序;
(2)主程序;
(3)中断子程序;
(4)检测、故障诊断和显示等程序;
(5)保护和互锁程序。
4 结束语
该测量、分选装置采用电感传感器对钢球直径进行高精度测量,采用电磁翻板装置进行准确分选,结合PLC控制系统,实现了对钢球直径检测和分选的自动化,设计结构简单、合理,测量、分选精度高,工作效率提高。基于此工作原理,通过改进设计可以进行不同直径钢球的检测、分选,从而使应用范围扩大。
