基于FX2N的泡塑机PLC控制系统设计
2014-07-19许智榜
许智榜
(华东交通大学电气与电子工程学院,江西南昌330013)
基于FX2N的泡塑机PLC控制系统设计
许智榜
(华东交通大学电气与电子工程学院,江西南昌330013)
通过对泡塑机工作机理和工艺流程的分析,采用PLC和触摸屏技术对某工厂的泡塑机进行批量改造,设计了基于三菱FX2N系列PLC的泡塑机电气控制系统。通过威纶通触摸屏界面可以输入工艺每个动作时间,选择工作方式,显示工艺参数,该控制系统提高了泡沫制品的生产效率和生产质量。
三菱FX2N-系列PLC;泡塑机;电气控制系统
0 引言
由于体积小、可靠性高以及使用灵活方便等优点,PLC在工业控制领域得到了广泛的应用[1]。泡塑机通过将细小的可发性聚苯乙烯泡沫颗粒加入模具中,采用水蒸汽加热再向模具内充气,最后用水冷定型,从而生产不同形状的泡沫塑料,广泛应用于建筑、包装、日用品、工业品等领域。目前,很多泡塑机仍采用手动操作的方式,劳动强度大,而且由于工人技术熟练程度不同,生产的产品质量参差不齐。笔者采用PLC和触摸屏技术对某工厂的泡塑机进行批量改造,使生产的每个动作执行时间均可以通过触摸屏进行设定,同时具备自动∕手动的随时转换及从任意步骤进入自动循环,在触摸屏上实时地显示运行过程中的每一步状态及执行的时间的功能。实现了生产自动化,减轻了劳动强度,提高了产品质量。
1 泡塑机控制系统设计要求
泡塑机的主要部件为模具,通过更换模具可以生产不同形状的泡沫塑料产品。在生产过程中可以根据生产工艺分别从移模和固模向模具内注入水蒸汽、空气、冷却水等。泡塑机工艺流程图见图1[2]。在手动控制模式下,泡塑机的工艺流程是通过按压相应的手动操作按钮,按照图l的顺序依次完成图中每一个单独的动作,并可以随时切换到自动控制模式。整个机器的动作按照步进方式循环执行,从合模到脱模为一个生产周期。用户可以根据不同的产品调整每个工段所需时间的长短,同时可以对工作方式进行选择,工艺参数的设定非常方便。

图1 泡塑机工艺流程图Fig.1 Process flow diagram of foam malding machine
通过以上对泡塑机的工艺流程和工作原理的分析,泡塑机控制系统主要控制要求如下:
1)系统应具有手动控制和自动控制两种工作方式。
2)系统应能够自动地控制开模、合模、加料等动作,以提高系统的性能,通过更换模具可以生产不同规格的泡沫制品,每个动作程序之间应具有联锁功能。
3)系统应具有良好的人机界面。通过界面可以输入每个工艺动作时间,选择工作方式,显示关键工艺参数等。
4)系统应具备报警和故障处理功能。
2 泡塑机控制系统硬件设计
根据控制要求和控制功能的分析,整个控制系统共有8个开关量输入和13个开关量输出,PLC的机型选择FX2N-32MR。FX2N系列PLC是三菱FX系列PLC中功能较强大的机型,应用比较广泛,具有丰富的软元件资源,有3072点辅助继电器(M)。提供了比较方便的步进顺控指令,非常适用于按固定顺序进行动作的工业控制,解决了各动作之间的互锁、状态记忆等一系列问题,不需要复杂的互锁电路,更容易设计和维护系统[3]。在设备故障时能够很容易地查找出故障所处在的位置。泡塑机控制系统I∕O地址分配如表1所示。
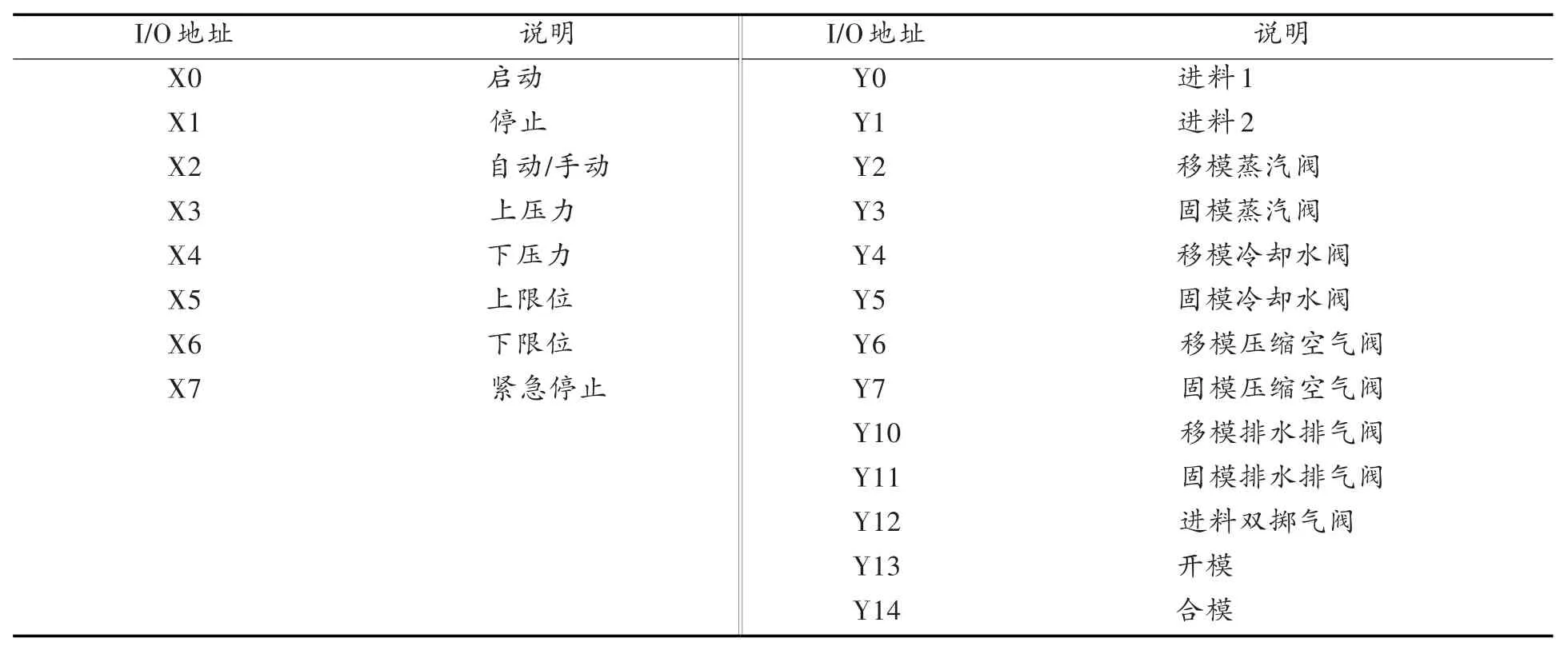
表1 PLC的I/O地址分配表Tab.1Input/output address assignment table of PLC
3 控制系统的程序设计
根据对泡塑机系统的组成和控制原理的分析,按照模块化的程序设计思想,对泡塑机控制系统程序进行设计。系统的控制方式有两种:自动模式和手动模式[4]。
3.1 控制系统的程序流程图
泡塑机PLC控制系统的程序流程图如图2所示。图2中初始化程序是对系统初始化参数进行设置,对部分数据寄存器及定时器进行清零复位。手动程序供系统调试使用;自动程序根据预先设置的配方参数进入自动生产的控制,其程序流程图如图3所示。
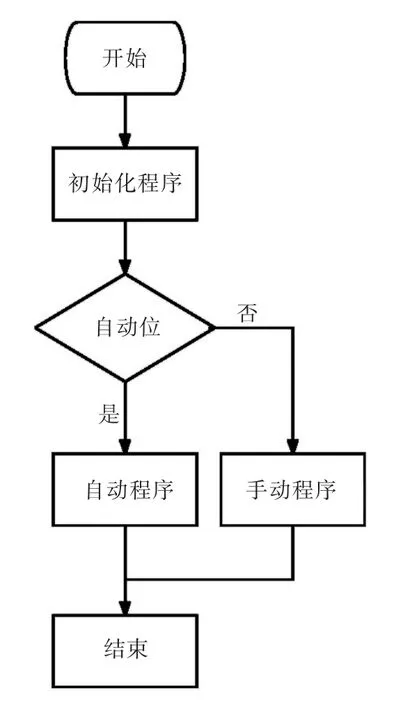
图2 泡塑机控制系统流程图Fig.2 Control system flowchart of foam molding machine
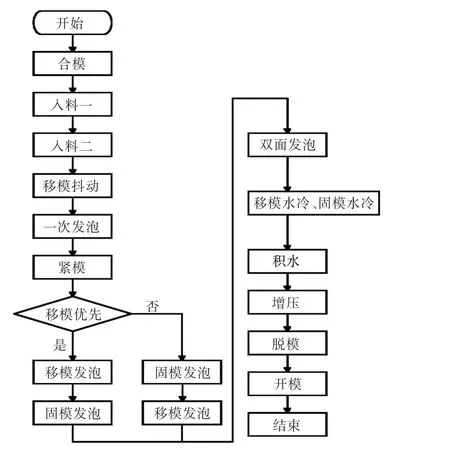
图3 自动程序流程图Fig.3 Automatic program flowchart
3.2 PLC控制系统程序
依据时序逻辑关系可以编写PLC控制程序,为了防止突然断电对生产的影响,程序中多采用断电保持型的元件,如采用了状态继电器S500~S550,辅助继电器M500~M650,数据寄存器D600~D700等。限于篇幅原因,笔者仅给出合模过程和入料过程的程序,其中模具的开合,蒸汽阀、空气阀、进料阀控制以及触摸屏上各动作时间显示的处理,与其他工艺过程中的相应动作和动作时间显示处理相似。合模程序如图4,入料程序如图5。
3.2.1 合模程序合模即移动模具向固定模具合拢的过程,合模程序如图4所示。其中M500为合模状态指示,便于触摸屏指示当前工艺流程。T1、T2、T3、T4、T5分别为合模吹气、合模预热、合模到限位延时、合模返回、入料延时定时器,定时的时间通过触摸屏对D601~D605进行设定。M600、M601分别为合模吹气、合模预热选项,通过触摸屏进行选择。
如选择了合模吹气,则M600得电,T1定时时间未到时,开通移模、固模压缩空气Y6、Y7进行吹气,去掉模具上的杂物。如选择了合模预热,则M601得电,T2时间未到时,开通移模、固模蒸汽阀对模具进行加热。上述吹气和预热过程是在合模的同时进行的。
3.2.2 入料程序入料即第一次向模具内填充泡沫颗粒,如填充颗粒不够可能要进行第二次入料。入料程序如图5所示。其中M501为入料状态指示,便于触摸屏指示当前工艺流程。T6、T7、T10分别为入料延时、入料、入料回吹定时器。M8012为100 ms方波信号,用计数器C0对其计数,得到实际上料时间,保存到D500中,通过触摸屏进行显示。
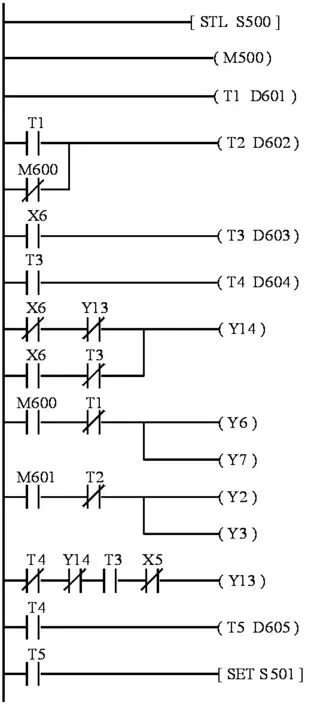
图4 合模程序Fig.4 Closing mold program
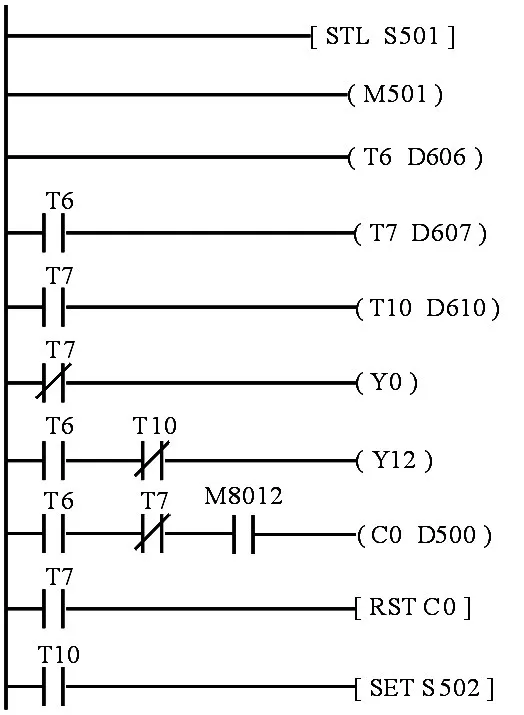
图5 入料程序Fig.5 Feeding material program
4 控制系统人机界面的设计
为了获得较理想的人机交互效果,满足人机界面显示的美观和易操作,选用威纶通公司的MT505。该触摸屏体积轻巧且功能齐全,它具有操作简单方便、符合人性化等优点。通过触摸屏窗口可以进行配方的编辑、修改和关键工艺参数的设定。同时,通过触摸屏可以进行泡塑机参数设定、工艺流程、运行状态和报警显示。泡塑机人机界面的参数设定、工艺流程窗口和手动操作窗口分别如图6、图7和图8所示。
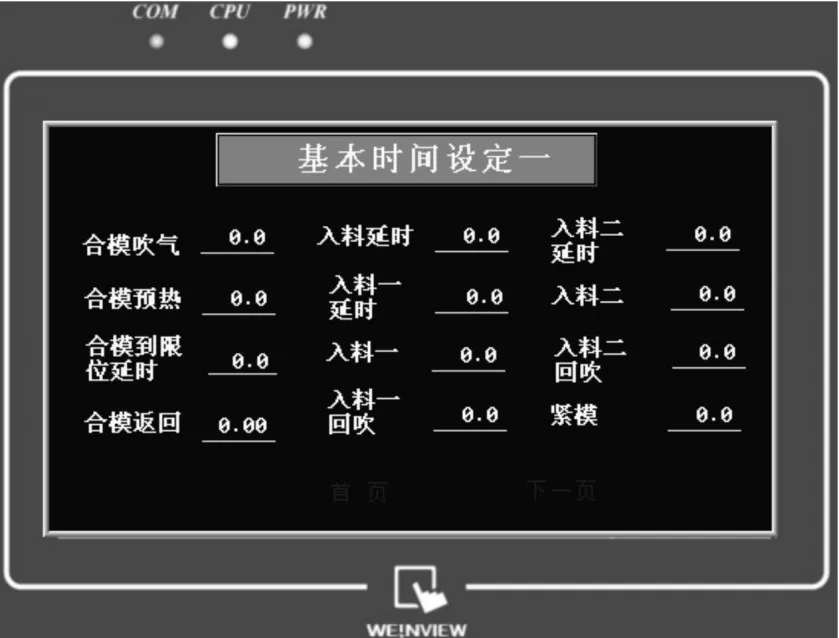
图6 参数设定窗口Fig.6 Parameters setting window
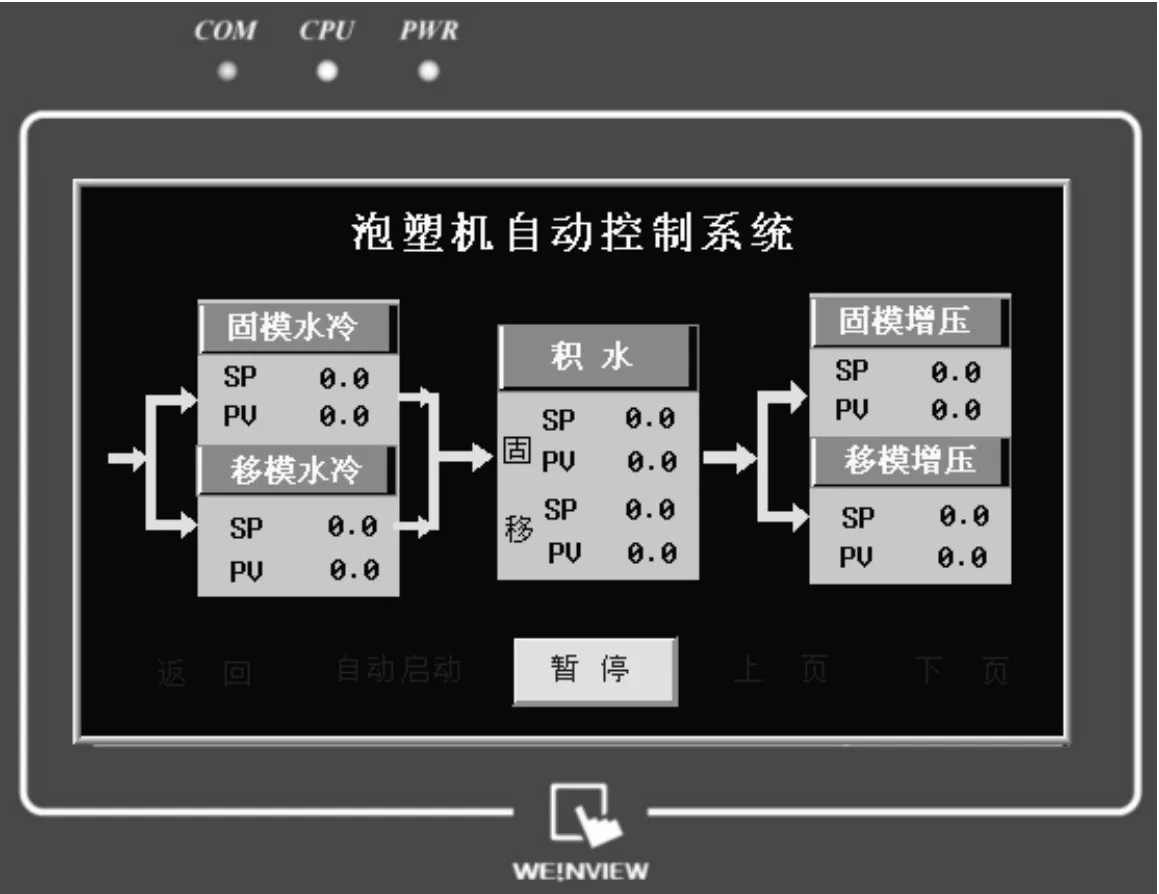
图7 自动控制时工艺流程窗口Fig.7 Automatic control process window
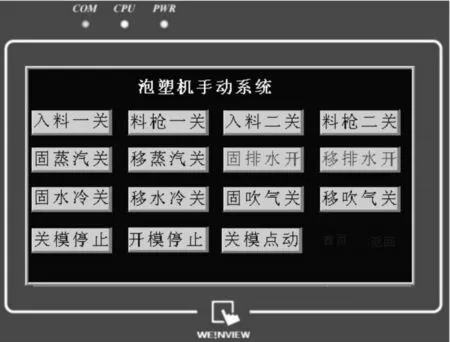
图8 手动操作窗口Fig.8 Manually operating window
5 结语
本文所介绍的系统已投入使用,经实际运行证明,采用PLC和触摸屏电气控制系统可靠性高、稳定性好,产品的自动化水平和生产效率得到了显著提高。减轻了现场工人的劳动强度,取得了比较明显的经济效益。同时为了提高PLC教学质量,激发学生学习的积极性,该工程案例已应用到华东交通大学PLC实践教学环节中。
(References)
[1]黄雄辉.工业过程控制中PLC监控系统的设计开发[J].控制工程,2003,10(5):436-438.
[2]邵敏楠,张家春.台达HMI&PLC在自动泡塑成型机中的应用[J].塑料工业,2007(2):47-49.
[3]王阿根.电气可编程控制原理与应用[M].2版.北京:清华大学出版社,2010.
[4]肖艳军,李磊,周婧,等.基于PLC的自动续料机械手[J].机械设计与制造,2011(2):152-154.
(责任编辑:曾婷)
Design of Foam Molding Machine Control System Based on FX2NPLC
XU Zhibang
(School of Electrical and Electronic Engineering,East China Jiaotong University,Nanchang 330013,Jiangxi,China)
Through the analysis of working mechanism and technological process of foam molding machines,adopting PLC and touch screen technology to foam molding machines in a factory for bulk modification,designs the electrical control system of a foam molding machine based on Mitsubishi FX2Nseries PLC.With a touch screen interface,the action time for each process can be input,the mode of operation can be selected,and the process parameters can be displayed.The control system improves the production efficiency and production quality of foam products.
Mitsubishi FX2Nseries PLC;foam molding machine;electrical control system
TQ320.52
A
1673-0143(2014)04-0035-05
2014-05-25
江西省教改课题(JXJG-13-5-1)
许智榜(1971—),男,副教授,硕士,研究方向:电气控制技术。
