搅拌摩擦连接技术应用及其过程作用力研究
2014-07-18左敦稳张圣斌
左敦稳,张圣斌
(南京航空航天大学 机电学院,江苏 南京 210016)
搅拌摩擦连接技术应用及其过程作用力研究
左敦稳,张圣斌
(南京航空航天大学 机电学院,江苏 南京 210016)
搅拌摩擦连接是一种先进的连接技术,应用前景十分广阔。在分析搅拌摩擦连接原理及特点的基础上,介绍了该技术的应用及其作用力研究现状,并以两种铝合金板材为对象,采用自制的八角环测力仪对搅拌摩擦连接过程中的三维作用力开展了实验研究。分析了搅拌摩擦连接作用力在连接过程中的变化特点,得到了搅拌头转速、进给速度对稳定阶段作用力的影响趋势。
搅拌摩擦连接;应用;作用力
0 引言
搅拌摩擦连接(friction stir joining,FSJ),通称搅拌摩擦焊(friction stir welding,FSW)是由英国焊接研究所(TWI)于 1991年发明的一种新型固相连接技术[1],被认为是世界焊接技术发展史上从发明到工业应用时间跨度最短、发展最快的一项连接新技术,被誉为继激光焊接后最为革命性的连接方法[2-3]。FSJ 以其自身独特的技术优势,已经被广泛用于多种材料的连接加工,尤其对导热性高、焊接性较差的镁合金、铝合金等材料,其技术优势更加突出。
FSJ技术自发明以来,一直受到国际学术界与工业界的高度重视。一方面,围绕连接机理、连接区域的微观组织结构、接头强度及耐磨耐蚀性能等开展了广泛的基础研究,同时针对应用中的连接设备主机、专用工装、搅拌头以及工艺参数优化等也开展了较为系统的研究与开发工作。目前,世界上已有超过200家企业、研究院所等机构从英国TWI获得了专利许可,围绕该技术应用的各种专利已有2000多件。
在FSJ装备设计以及连接品质控制过程中,搅拌头与工件的相互作用力是个十分重要的基础参数。一方面,它可以为装备的强度和刚度设计提出依据,同时还可以为FSJ过程监测、应力及变形分析等提供基础数据[4-6]。目前,还没有用于计算作用力的理论公式,研究中需采用实验与仿真相结合的方法获得相关作用力数据。
1 FSJ的技术特点及应用
1.1 技术特点
FSJ过程中,旋转的搅拌头在一定的下压量条件下扎入两块被连接板材的结合处,并以一定速度前进。工件材料在与轴肩和搅拌针接触的区域受到摩擦和塑性变形的作用,而产生热量并软化;在搅拌针旋转作用下,软化的材料被挤压变形产生流动,填充搅拌针后方所形成的空腔,从而将两块板材连接起来。其原理如图1所示。


图1 搅拌摩擦连接原理图
研究表明,FSJ最佳条件下整个搅拌区域的温度会低于工件材料的熔点温度,与粉末冶金的温度相近。因此,它不会在工件连接处产生“熔池”,也无需使用焊料,所以不同于传统意义上的“焊接”,是一种固相连接方法。与需要熔化材料的“焊接”技术相比,FSJ具有以下特点:
1) 由于连接过程中没有材料的熔化凝固过程,不产生凝固缺陷,连接热影响区小,故接头外观美观,性能优于一般焊接,且适于难焊材料的连接;
2) 连接产生的残余应力与热变形小,可以实现大型框类等复杂结构件的连接制造;
3) 连接过程中无烟尘、辐射、飞溅、弧光等有害物质产生,需要的总输入能量低,节能环保,具有绿色制造技术属性;
4) 连接板材的厚度范围宽,前后处理简单,100mm厚度范围内不需要开坡口,一次连接成功,自动化程度高;
5) 搅拌头与工件直接接触并作相对运动,需克服很大阻力,尤其在高硬度高强度材料连接时搅拌头磨损问题突出;
6) 连接过程中工件必须牢固夹紧,且不同形式的接缝需要专用的工装夹具,故连接设备的通用性差。
以上特点中,前4点属于优势,而且非常突出,是FSJ技术迅速发展的关键原因。但第5点属于劣势,限制了FSJ在高硬度高强度材料连接中的应用。因此,FSJ技术目前主要应用于铝合金、镁合金、铜合金等低硬度材料的连接。
1.2FSJ技术的工业应用
FSJ技术的应用涉及到机床装备、搅拌头、工装夹具以及工艺等多个方面,如图2所示。对于不同的工件材料、板厚需要不同的搅拌头和工艺参数;对于复杂的空间对接缝,则需要专用的工装夹具和数控装备等。通过自1991年发明以来20多年的发展,FSJ技术已经在航空、航天、船舶、轨道交通、汽车等行业获得了成功应用,是目前最引人注目和最具开发潜力的连接技术之一,如图3所示。
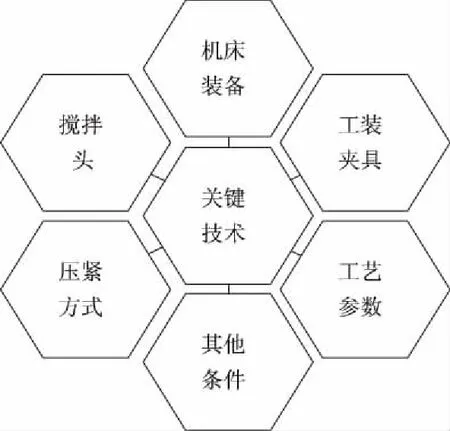
图2 FSJ应用关键技术

图3 FSJ技术主要应用领域
在航空航天领域,美国波音公司与TWI合作,将FSJ技术成功应用于1999年发射的Delta II型火箭中间舱段制造中。其中,接头强度提高了30%~50%,制造成本下降了60%。欧洲Fokker公司将FSJ技术用于阿里安5发动机主承力框的制造中代替传统的螺栓连接,不仅为零部件装配提供了较大的空间裕度,而且减轻了整机质量。FSJ技术在火箭贮箱环缝连接中也得到很好应用,如美国的波音公司、NASA,还有日本等均开发成功了用于贮箱环缝制造的FSJ技术。特别值得一提的是,对用于航空航天的多种型号的不可焊高强铝合金,如2000系列(Al-Cu)、5000系列(Al-Mg)、6000系列(Al-Mg-Si)、7000系列(Al-Zn)、8000系列(Al-Li)等,采用FSJ技术均可以获得较高的连接品质,并满足实际使用要求[7]。
造船业也是最早采用FSJ技术的行业之一。1995年,挪威Hydro Marine公司就将FSJ技术应用于双体快艇和巡航班轮等结构件的制造,包括铝板、壳体、船舱壁部位、直升机起降平台等的制造。1996年,SLM日本公司利用FSJ技术实现了船舶夹层结构件和海水防护壁板的制造。2000年,澳大利亚将FSJ技术应用于轻型高速海洋游船的曲面壁板的连接,船体材料是厚度为5mm的5038-H321铝合金板材。
FSJ技术还在汽车、轻轨、地铁、快速列车和高速列车等车辆制造中得到了很好应用。日本日立公司开发成功用于地铁车辆制造的单层和双层挤压件的FSJ连接技术;住友公司生产的FSJ连接地板已用于日本新干线车辆的制造,车辆时速可达285km/h,品质完全达到高速列车的技术要求。法国的Alstom公司和丹麦的DanStir公司也在车辆部件制造中成功应用FSJ技术。
2002年4月18日,北京航空制造工程研究所(BAMTRI)与英国TWI在北京正式签署搅拌摩擦焊专利许可协议,成立了中国搅拌摩擦焊中心,标志着FSJ技术正式进入中国。目前,国内已具备各种规格型号FSJ设备的设计制造能力,在大飞机、火箭、雷达、高速列车、地铁、船舶等研制生产中均获得了应用。北京航空制造工程研究所、哈尔滨工业大学、南昌航空大学、西北工业大学、大连铁道学院、上海交通大学、清华大学、中南大学、兰州理工大学、南京航空航天大学等多家单位都拥有稳定的FSJ技术研究团队。随着研究和开发工作的进一步深入,FSJ技术必将在我国得到更加广泛的应用。
2 FSJ过程作用力研究
2.1 研究现状
FSJ过程中,运动的搅拌头进入工件内部,从而与工件材料之间产生摩擦和挤压变形作用。摩擦力与弹塑性变形抗力的合力成为FSJ作用力。作用力的大小一方面反映出连接过程中搅拌区域摩擦生热的高低以及该区域材料变形流动的程度,另一方面会引起机床主轴、搅拌头、夹具以及工件的变形,从而对连接过程产生直接影响。因此,开展对FSJ作用力的研究具有十分重要意义。
Johnson等[8]采用Kistler 9124型测力仪对FSJ作用力开展了较早的实验研究,针对不同的连接参数和搅拌头形状,分别对6082-T6,5083-H111,2014-T6和7075-T7351等铝合金FSJ过程中的下压力、扭矩等进行了测试分析。结果表明:下压力随着下压量的增加而增大;扭矩随着搅拌头转速的增加明显变大,但是与进给速度几乎无关;搅拌头轴肩尺寸的大小对于连接扭矩的影响,比搅拌针尺寸更为显著。Carl等[9]实验研究了搅拌针长度对下压力以及搅拌头附近应力场的影响。结果表明:下压力随着搅拌针长度的增加而增加最终达到一个临界值,在临界值以下作用力较为稳;搅拌头轴肩对下压力的贡献超过50%以上;搅拌针周围作用力的分布,随着距离搅拌头轴肩距离的变化呈线性关系。Kumar等[10]通过改变待连接试件表面与搅拌头轴线之间的角度,使得连接时下压力发生变化,从而研究下压力对接头强度的影响。结果表明:FSJ下压力存在一个最佳值,此时接头内部没有出现缺陷,其抗拉强度达到最大值。
在国内,张昭等[11]利用有限元方法模拟了FSJ过程中不同连接参数下搅拌头的受力情况。结果表明:连接过程中搅拌头上的最大应力产生在搅拌针前进侧靠接缝中心的接触点附近,并且随着进给速度的增加而增加,随转速的增加而减小。胡礼木等[12]利用压力传感器对搅拌头受到的径向力进行了动态检测,对影响其变化的因素进行了分析研究。结果表明:径向力经历了先急剧上升,再迅速下降,最后达到相对稳定的阶段;在其他参数不变的情况下,随着搅拌头转速的增加径向力会有所下降;随着进给速度的提高,峰值力将大幅度提高,而稳态阻力变化不大,达到稳态阻力的时间会有所延长。王希靖等[13]研究了连接工艺参数对下压力的影响。结果表明:当进给速度一定时,下压力随着转速的增加而减小;整个连接过程中,搅拌头轴肩与工件刚接触时,下压力达到最大值;搅拌头的旋转速度、下压量和下压速度对下压力的影响较大。南京航空航天大学与北京航空制造工程研究所合作,在国内率先开展了多种高强铝合金FSJ三维作用力的研究工作[14]。
2.2 作用力的测试及特点分析
为了实验研究FSJ过程中的三维作用力,作者自行研制了应变片式八角环测力仪。测力仪由4个八角环及上下底板组成,八角环分两组互相垂直安置,如图4所示。测力实验中,工件固定在测力仪上底板上,如图5所示。实验过程中作用力通过八角环转变为电压信号,再通过数据采集卡由计算机自动采集处理。
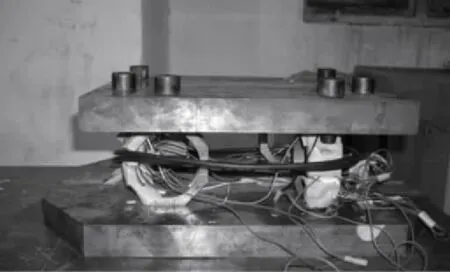
图4 八角环测力仪

图5 测力实验
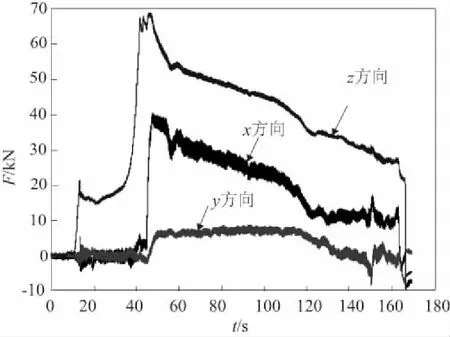
所使用的工件材料为2024和7072两种铝合金,其厚度有3.2mm,6mm,10mm等三种。采用的下压量均为0.3mm,搅拌头转速ω的范围为200~1400r/min,进给速度v的范围为40~400mm/min。得到的典型三维作用力曲线如图6、图7所示。图中,x方向表示进给抗力,y方向表示侧向力,z方向表示下压力。其中,图6代表连接过程正常、平稳,连接过程中未出现异常情况;而图7所对应的连接过程中,均出现了异常情况。其中,图7(a)的实验结束后发现工件底部没有放平,一端下面有金属屑,相当于工件有一端低而另一端高。因此,在连接过程中相当于下压量逐渐增大,从而引起下压力逐渐增大。图7(b)的实验中,由于板材较厚作用力很大,超过了工件一端的夹紧力,因此出现了两块待连接板材被搅拌头撑开间隙,最终导致作用力逐渐下降。此时接头的强度很低,连接失败。
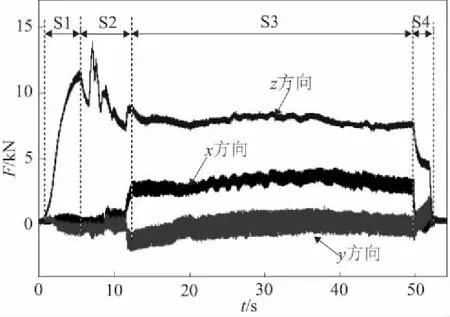
图6 正常连接时作用力曲线(3.2 mm厚2024铝合金,ω/v = 500/300)
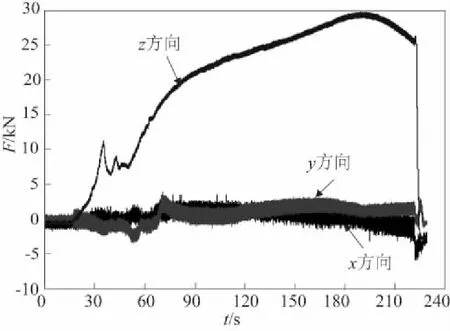
(a)6 mm厚2024铝合金,ω/v = 400/100
(b)10 mm厚7022铝合金,ω/v= 600/80图7 连接出现异常时作用力曲线
由图6可知,正常连接过程中的作用力曲线表现出一定的特点,可将其划分为以下4个阶段:
1) S1阶段:即搅拌针和轴肩旋转压入工件阶段,在此过程中下压力随着搅拌针的旋入不断增大,进给力和侧向力相对于下压力波动较小。
2) S2阶段:沿x方向进给前的短暂停顿阶段,这时随着搅拌头的旋转,材料温度快速升高并发生塑性软化,下压力逐渐减小,进给力和侧向力在该阶段结束时产生拐点。
3) S3阶段:稳定连接阶段,三向力处于相对稳定状态,波动均较小。在讨论作用力影响因素时一般采用该阶段的平均值。
4) S4阶段:连接完成阶段,连接快完成时,搅拌头停止进给并缓慢上升,进给力突降为0,侧向力和下压力也逐渐降低到0。
2.3 搅拌头转速与进给速度的影响
通过上一节分析可知,在稳定连接阶段,作用力的三个分量均比较平稳,波动相对较小。以下对这一阶段作用力的平均值进行分析,研究搅拌头转速以及进给速度改变后对作用力产生的影响。
图8表示2024和7022两种铝合金板材在不同条件下三向作用力随搅拌头进给速度的变化趋势。其中,图8(a)表示搅拌头转速为1000r/min时3.2mm厚2024铝合金板材的连接作用力,而图8(b)表示搅拌头转速为400r/min时10mm厚7022铝合金板材的连接作用力。
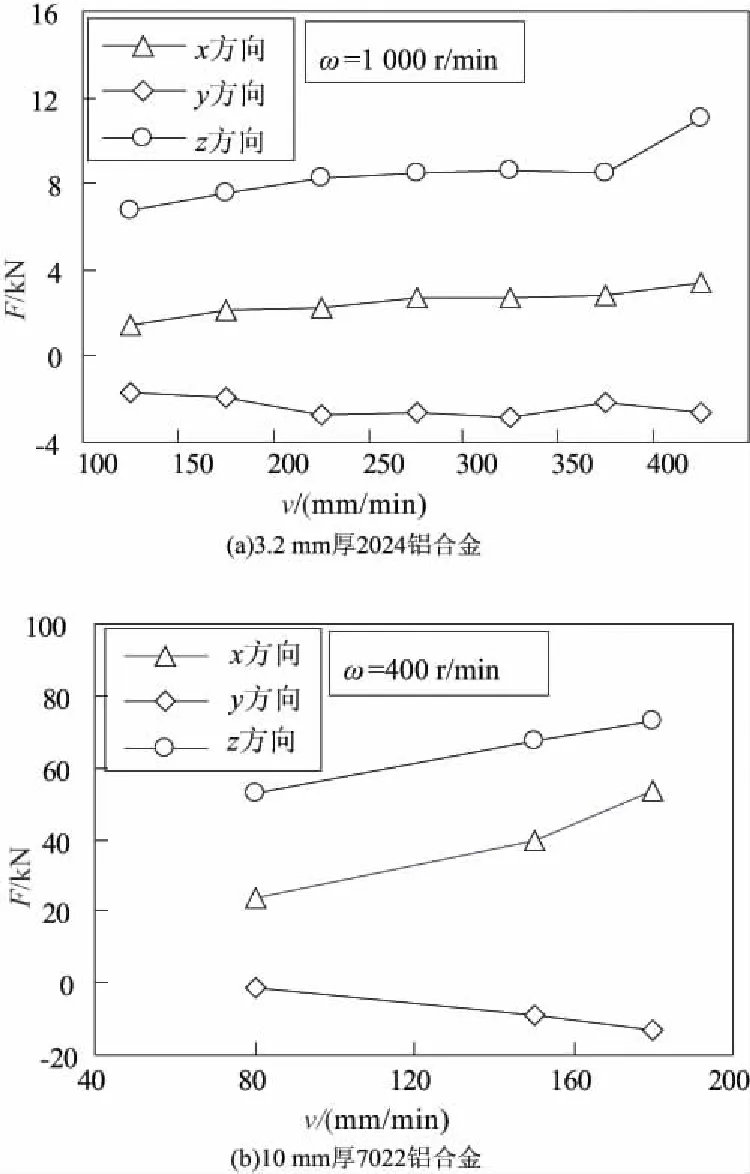
图8 进给速度对作用力的影响
由图8可知,从绝对值看,下压力(z方向)最大,且高出其它两个分量很多;进给力(x方向)次之,稍大于侧向力(y方向)。同时板厚的增加会引起作用力急剧增大。虽然所连接材料与转速均不相同,但在搅拌头转速一定的条件下,随着进给速度的提高,三个方向的作用力均呈现逐渐增大趋势。其中,y方向由于是负值,所以从图中表现出的是逐渐“下降”,但实质还是反映出侧向力逐渐增大。进给速度的提高意味着单位时间内搅拌头需要“搅拌”更多的工件材料,因此搅拌头与工件相互间摩擦与弹塑性变形抗力也会增大,从而最终导致三向作用力均呈增大趋势。
搅拌头转速对作用力的影响如图9所示,其中图9(a)表示进给速度为400mm/min时3.2mm厚2024铝合金板材的连接作用力,而图9(b)表示进给速度为100mm/min时6mm厚7022铝合金板材的连接作用力。
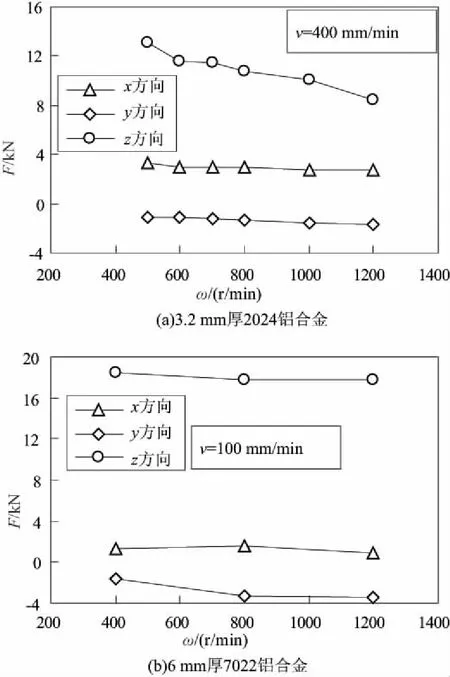
图9 转速对作用力的影响
由图9可知,当进给速度一定时,随着搅拌头转速的增加,下压力会呈现下降趋势,而进给力与侧向力变化较小。在固定进给速度条件下提高搅拌头转速,意味着搅拌头单位时间内与搅拌区域材料的相互摩擦及挤压次数增加,会引起作用力上升。但同时,由于摩擦及挤压加剧,从而产生大量的热量,引起搅拌区域温度升高[15]。温度的升高会引起材料的软化,从而起到降低变形抗力的作用,所以会导致作用力下降。作用力测试结果表明,温度的作用最终占据了主导作用。如果此时进一步提高转速,会引起工件连接处温度过高,反而使连接品质下降。通过提高进给速度可以改善散热条件,在输入热量相同的情况下,可以使温度得到下降。因此,搅拌头的转速需要与进给速度进行匹配;只有在两者合理匹配的条件下,才能获得最佳的连接品质。
3 结语
搅拌摩擦连接技术是一种不需要“熔化”材料的固相连接方法。由于其突出的优点,自发明之日起便引起了世界学术界和产业界的高度关注,从而得到了飞速发展。在我国,随着工业技术的快速发展,为满足高端制造的需要,FSJ技术已经在航空、航天、轨道交通等领域得到了成功应用。它不仅可以获得很好的连接完整性、连接品质高,而且解决了焊接过程中的有害排放问题,具有绿色制造属性。因此,其应用领域一定会越来越广泛。
由于FSJ技术还比较年轻,在基础研究、装备设计制造、工艺及应用等方面还有很多工作需要继续开展深入系统的研究工作;在FSJ技术的高速化、微细化以及在异种、高强度材料连接应用等方面仍有很多难题需要攻克。随着研究开发工作的不断深入,FSJ技术必将在推动我国高端制造技术进步中更好地发挥其强大的优势。
[1] Thomas W M, Nicholas E D, Needham J C, et al. Improvements relating to friction welding[P]. European Patent Specification EP 0 615 480 B1, 1991.
[2] 栾国红, 郭德伦, 张田仓, 等. 革命性的宇航结构件焊接新技术-搅拌摩擦焊[J]. 航空制造技术, 2002(12): 31-32.
[3] 王国庆, 赵衍华. 铝合金的搅拌摩擦焊接[M]. 北京: 中国宇航出版社, 2010.
[4]Zuo D W, Wang H F, Miao H,et al. Analysis on milling deformation of 7022 aluminum alloy blank jointed by FSJ[J]. Key Engineering Materials, 2012, 499: 27-32.
[5] 汪洪峰. 7022铝合金搅拌摩擦连接工艺及后续铣削变形研究[D]. 南京:南京航空航天大学, 2011.
[6] 张圣斌. 高强铝合金搅拌摩擦连接残余应力的试验研究[D]. 南京: 南京航空航天大学, 2013.
[7] 董春林, 栾国红, 关桥. 搅拌摩擦焊在航空航天工业的应用发展现状与前景[J]. 焊接, 2008(11): 25-31.
[8] Schmidt H,Hattel J. Modeling thermo mechanical conditions at the tool/matrix interface in Friction Stir Welding [C]. 5th International Friction Stir Welding Symposium, 2004: 25-37.
[9] Carl D. Experimental measurements of load distributions on friction stir weld pin tools [J]. Metal1urgical and Materials Transactions, 2007, 38B: 451-459.
[10] Kumar K,Satish V. On the role of axial load and the effect of interface position on the tensile strength of a friction stir welded aluminum alloy[J]. Materials and Design, 2007, 12: 1-7.
[11] 张昭, 张洪武. 搅拌摩擦焊接中搅拌头的受力分析[J]. 机械强度, 2006, 28(6): 857-862.
[12] 胡礼木, 吕晓光, 郭鹏程, 等. 搅拌摩擦焊径向阻力的动态测量与分析[J]. 机械工程学报,2007, 43(9): 224-227.
[13] 王希靖, 韩道彬, 张忠科. 搅拌摩擦焊接过程中下压力的检测及影响因素[J]. 焊接学报, 2008(9): 22-25.
[14] 潘玲. 铝合金FSJ作用力及连接区域应力场研究[D]. 南京: 南京航空航天大学, 2013.
[15] 董学伟, 黎向锋, 左敦稳, 等. 7022铝合金搅拌摩擦焊接全过程温度场的数值模拟[J]. 机械工程材料, 2012, 36(10): 92-96.
Study on Its Application and Forces During Friction Stir Joining
ZUO Dun-wen, ZHANG Sheng-bin
(College of Mechanical & Electrical Engineering, Nanjing University of Aeronautics & Astronautics, Nanjing 210016, China)
Friction Stir Joining (FSJ) is a type of advanced joining technology with broad application prospects. In this paper, after analyzing the principle and characteristics of FSJ, its application and the study on the processing forces are introduced. Then, a self-developed octagonal ring type dynamometer is used to investigate the 3-dimensional forces experimentally, where two types of Al alloy plates are used as workpiece. The force variation during the FSJ process is discussed, and the effects of the rotation and the feed rate of the stir tool are made clear in the stable stage.
friction stir joining; application;processing force
国家自然科学基金资助项目(No.51175255)
左敦稳(1962-),男,安徽庐江人,博士,南京航空航天大学机电学院教授,博士生导师,兼任中国刀具协会切削先进技术研究分会学术委员会主任,享受国务院政府特殊津贴,国防工业“511人才工程”学术技术带头人,江苏省“青蓝工程”新世纪学术带头人。获国家科技进步二等奖1项,省部科技进步奖11项;获国家发明专利授权40余件;发表学术论文300余篇。主要研究方向为切削加工、材料加工、超硬涂层与刀具等。 张圣斌(1988-),男,山东莱芜人,南京航空航天大学机电学院博士研究生,主要研究方向为连接技术、超硬涂层等。
TG4
A
1671-5276(2014)02-0001-05
2013-01-17
