二维摩擦焊接设备倾角补偿算法在西门子840D数控系统中的实现
2014-07-18蔡智亮
蔡智亮
(1.上海交通大学 电气工程系,上海 200240;2.上海航天设备制造总厂,上海 200245)
二维摩擦焊接设备倾角补偿算法在西门子840D数控系统中的实现
蔡智亮1,2
(1.上海交通大学 电气工程系,上海 200240;2.上海航天设备制造总厂,上海 200245)
摩擦焊接设备由于工艺倾角的要求在焊接平面二维曲线或者在焊接过程中改变焊接方向时会产生非线性偏差.这种非线性误差导致数控编程费时费力,效率低下。为了简化计算过程采用更为简单易操作的方式来解决该问题,文章对倾角焊接的工作方式进行分析并研究制定了补偿算法。利用西门子840D数控系统完成了该项功能的集成,实现了二维曲线的焊接。通过实践证明这种补偿算法极大的提高了工作效率。
西门子840D;倾角补偿;摩擦焊
0 引言
搅拌摩擦焊接是一种固相焊接技术,它可以用于大部分铝合金的焊接,具有焊接质量高、焊接变形小并且在焊接过程中没有烟尘、弧光,是一种绿色焊接。
目前二维摩擦焊设备在焊接过程中由于工艺倾角的原因使得加工程序和运算变得复杂。为了简化数控加工程序的编制、提高工作效率、便于加工操作,需要对工艺倾角的投影进行长度补偿,也可称其为搅拌头长度补偿。本文依据三维几何变化矩阵的基础,建立补偿算法公式,得出二维摩擦焊设备搅拌头(焊接中心(x′,y′,z′)与摆心(编程点:x,y,z))之间的空间位置补偿即搅拌头长度补偿的方法。该方法通过西门子840D数控系统的同步运动指令来完成在插补周期内的运动位置补偿叠加。搅拌头长度补偿功能使用方便、稳定、可靠,对搅拌摩擦焊加工技术具有较好的应用价值[1]。
1 搅拌摩擦焊接原理及其倾角补偿模型
1.1 摩擦焊焊接原理
搅拌摩擦焊接原理如图1所示。搅拌摩擦焊接过程中,通过非损耗的带轴肩和搅拌针的一个柱形搅拌工具旋转着插入被焊两个零件中间,搅拌头和被焊接材料之间的摩擦剪切阻力产生了摩擦热,使搅拌头临近区域的材料热塑化;然后沿着零件对接面移动,热塑化的金属材料从搅拌头的前沿向后沿转移;搅拌工具对材料的摩擦、锻压、搅动,在热-机共同作用下使零件达到分子间结合的一种焊接方法[2,4]。
搅拌头(Pin tool):搅拌摩擦焊的施焊工具;
搅拌头轴肩(Tool Shoulder):搅拌头与工件表面接触的肩台部分;
搅拌针(Tool Pin):搅拌头插入工件的部分;
前进侧(Advanced Side):焊接方向与搅拌头轴肩旋转方向一致的焊缝侧面;
回转侧(Retreating Side):焊接方向与搅拌头轴肩旋转方向相反的焊缝侧面;
轴向压力(Down or Axial Force):向搅拌头施加的使搅拌针插入工件和保持搅拌头轴肩与工件表面接触的压力。

图1 搅拌摩擦焊原理
1.2 倾角补偿模型
二维摩擦焊设备一般有5个进给轴和一个主轴组成,其中包括三个直线轴X轴、Y轴、Z轴是基于迪卡尔坐标系,两个旋转轴C轴、A轴。其中A轴在工作中不参与联动即定轴。主要结构形式见图2所示。

图2 龙门式二维搅拌摩擦焊接设备结构图
二维摩擦焊设备在焊接过程中,搅拌头与焊接材料接触,通过搅拌头的旋转实现焊接,但是由于A轴倾角的存在就与普通的三轴数控机床结构有所区别。目前二维摩擦焊主要应用于在X-Y平面内的各种曲线的焊接。由于焊接工艺需要存在倾角所以在焊接过程中其倾角的方向要求以工作轨迹的运行情况而不断跟随着变化。如图3所示这种情况会导致搅拌头(焊接点(x′,y′z′))坐标值和摆心点(编程点(x,y,z))坐标值发生变化,产生非线性误差。因此这种误差会对加大数控程序编写的难度,而且其补偿形式与传统数控系统中广泛采用的刀具补偿也有很大的区别,因此需要根据其结构形式制定出一种实用的补偿方法[5,6]。

图3 倾角结构及运行轨迹示意图
2 摩擦焊接倾角补偿原理
基于X-Y平面内的搅拌头投影运行轨迹分析:参照如图4所示,焊接起点的和摆心起点之间为倾角投影的长度,搅拌头沿着图形所示箭头方向前进。按图所示焊接点和摆心点的之间的运行轨迹会产生偏差,此时投影的长度保持不变,但焊接点与摆心点(编程点)的运行轨迹截然不同。因此在没有倾角补偿的情况下(参见图4左图)摆心点运动的轨迹需要通过作图计算才能确定。由于存在这种特殊情况,所以给数控程序的编制增加了工作量。
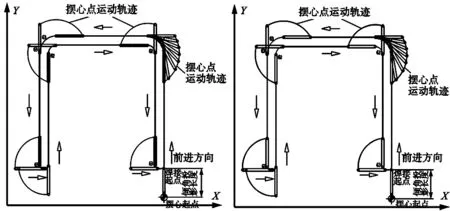
图4 搅拌头投影轨迹运行示意图
如图5所示曲线A点到B点,倾角对于X-Y平面的投影为L,经过不同的位置对X-Y平面的投影坐标就会不同,在这一过程中焊接点与摆心点的状态如(参见图2)。

图5 X-Y平面内搅拌头投影补偿分析
根据三维几何变化矩阵(参见图2)得出焊接点与摆心点坐标之间的关系:
(1)

(2)
其中“X轴上一个插补周期的ΔX”可以用数控系统的固有全局变量放入公式(2),由于每个数控系统的变量形式会有所不同在此只介绍西门子数控系统的用法。
3 在840D系统中倾角补偿的实现
西门子840D数控系统具有强大及灵活的编程法则。针对倾角补偿的特殊性及便于程序简明易懂、操作实用方便,我们采用主程序加上子程序的模式来实现该倾角补偿的功能。
首先主程序中主要放置切向控制程序和零件加工程序。子程序中主要放置补偿控制程序。由图2所知,投影的大小与摆长和θA有关,并且摆长和θA根据焊接不同的焊接材料和板材厚度会有不同的工艺参数。为此这两个参数必须设置为开放式可调整的变量。这里就要引入西门子数控系统的R参数,它属于地址标识符,在数控程序中可以作为全局变量来使用。840D系统最多可以设置1000个全局变量让用户自由选择。
其次需要了解数控系统的插补方法及如何在轴运行时如何同步叠加其运动量。为此需要明确数控系统的机床参数配置:
N36750 $MA_AA_OFF_MODE ;同步动作轴叠加运动功能的类型[7]
Bit0 = 0: $AA_OFF绝对方式
Bit0 = 1: $AA_OFF增量方式
爱美之心人皆有之。在当今社会中,越来越多的青少年喜欢使用唇膏、指甲油、粉底液、眉笔等化妆品来打扮自己。却不知道,化妆品作为一种日用品,含有多种添加剂,可导致青少年性早熟、身材矮小等多种内分泌疾病。
Bit1 = 0: $AA_OFF复位取消
Bit1 = 1: $AA_OFF 复位保持
Bit2 = 0: JOG下没有轴叠加运动
Bit2 = 1: JOG下有轴叠加运动
根据先前设备的结构形式选择Bit0 = 0: $AA_OFF绝对方式。
由于φC会根据实际焊接轨迹的切向不断修正,因此其在X-Y平面上的投影的ΔX和ΔY也不断变化,为了达到良好的跟随性必须采用数控系统的同步指令的模式来不断的修正其变化量,实现同步补偿[8]。具体方式如下:
ID=n关键字条件 DO 动作1 动作2 ID=n:
模态 有效同步动作,自动方式运行, 程序局部;n= 1... 255
关键字:
没有关键字 动作执行不受条件制约。在每个插补节拍循环执行动作
关键字WHEN 一直检查该条件,直至满足;相关的动作执行一次。
关键字WHENEVER 循环检查该条件。该条件一旦满足,则循环执行相关动作。
关键字FROM 条件一次满足以后,循环执行该动作,只要同步动作有效。
关键字EVERY 条件满足后,动作触发一次,并且当状态从FALSE转换到TRUE时再执行一次。循环检查该条件。每次满足条件均执行一次相关的动作。
条件:实时变量的连接逻辑,在IPO节拍中检查该条件。
DO:在条件满足后释放动作。
具体补偿程序如下:
子程序COMPENSATION
G90 G17
FGROUP(X,Y,Z,C)
F100
G01 C=DC(0)
C=R3
ID=1 When R1=1 DO $AA_OFF[X]=R2*(COS(R3)-COS($AA_IM[C]))
$AA_OFF[Y]=R2*(SIN(R3)-SIN($AA_IM[C]))
M02
注:R3表示C轴的实际角度,R2表示倾角的投影距离,R1表示触发的条件
4 结论
针对搅拌摩擦焊设备具有焊接倾角的特点通过对其补偿控制分析并在西门子840D数控系统完成了二维搅拌摩擦焊设备倾角补偿功能的计算,达到了控制精确补偿定位,有效的提高了数控编程的效率,实现带倾角摩擦焊设备二维焊接的目的。该方法通过实际焊接加工达到预期的效果,为今后摩擦焊设备的研制和技术推广奠定了理论和实践基础。
[1] 张华德,乔凤斌,张松,等.平面二维搅拌摩擦焊设备的系统设计与分析[J].机床与液压,2013,41(2):8-10.
[2] 关桥,栾国红.搅拌摩擦焊的现状与发展 第十一次全国焊接会议[D].上海,2005(1D)15-29.
[3] 周万盛,姚君山.铝及铝合金的焊接[M].北京:机械工业出版社,2007.
[4] 栾国红,柴鹏.搅拌摩擦焊技术应用现状和发展趋势[J].金属加工,2008(24):19-22.
[5] 夏罗生.搅拌摩擦焊二维焊缝数控焊机设计及研究[D].长沙:中南大学,2010.
[6] 张香玲.五坐标数控系统刀具长度补偿算法的研究与实现:[D].武汉:武汉理工大学,2008.
[7] 陈先锋,何亚飞,朱弘峰. SIEMENS 数控技术应用工程师—SINUMERIK 840D/810D数控系统功能应用与维修调整教程[M].北京:人民邮电出版社版社,2010.
[8] 西门子840D数控系统高级编程手册 2010.
(编辑 李秀敏)
Based on the Siemens 840D Numerical Control System of Two-dimensional Angle Compensation of the Friction Welding Equipment Research
CAI Zhi-liang1,2
(1.Department of Electrical Engineering of Shanghai,Jiaotong University,Shanghai 200240,China;2.Shanghai Aerospace Equipments Manufacture,Shanghai 200245,China)
The Friction welding equipment inclination due process requirements in the welding plane two-dimensional curve or change the direction of welding in the welding process produces a nonlinear deviation, this non-linear error led to NC programming time-consuming and inefficient. To simplify the calculation process simple and easy to operate using more ways to solve this problem, this paper dip soldering work to analyze and formulate a compensation algorithm. Using Siemens 840D CNC systems has completed the integration of functions to achieve the welding of two-dimensional curve. Practice has proved that such compensation algorithm greatly improves the work efficiency.
SINUMERIK840D;angle compensation;FSW
1001-2265(2014)07-0109-03
10.13462/j.cnki.mmtamt.2014.07.031
2013-12-02;
2014-01-06
蔡智亮(1980—),男,上海人,上海交通大学硕士研究生,主要从事运动控制技术、数控技术、搅拌摩擦焊设备和非标设备的研发,(E-mail)caizhiliang@sina.com。
TH166;TG65
A
