六自由度离子束抛光设备控制系统关键技术研究*
2014-07-18陈东生戴晓静
吉 方,陈东生,徐 敏,戴晓静
(1.复旦大学 信息科学与工程学院,上海 200433;2.中国工程物理研究院 机械制造工艺研究所,四川 绵阳 621900)
JI Fang1,2,CHEN Dong-sheng2,XU Min1,DAI Xiao-jing2
(1.School of Information Science and Technology,Fudan University ,Shanghai 200433,China;2.Institute of Mechanical Manufacturing Technology ,China Academy of Engineering Physics, Mianyang Sichuan 621900,China)
六自由度离子束抛光设备控制系统关键技术研究*
吉 方1,2,陈东生2,徐 敏1,戴晓静2
(1.复旦大学 信息科学与工程学院,上海 200433;2.中国工程物理研究院 机械制造工艺研究所,四川 绵阳 621900)
介绍了六自由度离子束抛光机床控制系统的总体构架。重点对控制系统研制过程中的关键问题进行探讨,包括特殊真空环境下的驱动控制措施、高真空抽取及稳定性控制方法以及离子源参数的稳定性控制策略。
离子源;高真空环境;驱动控制;稳定性
0 引言
离子束抛光技术是一种利用惰性气体电离形成的离子束轰击工件表面,通过物理溅射去除材料,实现原子、分子加工单位微量材料去除的超精密抛光技术。离子束抛光工艺与装备已在欧美等发达国家取得产业化突破,在科技工业领域得到了广泛的应用。国内目前尚处于探索研制阶段。我们研制了一台六轴四联动小口径离子束抛光原理样机,如图1。

图1 离子束抛光机床外形图
样机的机构运动中工件具有A、C两维运动功能,离子源具有X、Y、Z、B四维运动功能,机构可实现六个自由度的运动,装置具有球面和非球面的抛光能力。对于离子束加工,工件与离子源需处于高真空环境,本装置中的六套运动执行机构处于真空环境中,真空腔体较大,加工过程中高真空的稳定性控制比较困难。另外,真空环境下各运动轴的驱动性能是否具有影响、驱动机构对加工环境十分具有影响都是需要去研究验证。本文从控制系统的角度上就如何提高真空环境下的控制性能、高真空系统抽取、运动系统对真空的影响、离子源的稳定性控制等一些关键问题进行探讨。
1 控制系统总体框架
离子束抛光控制系统需要实现真空环境下各运动轴运动控制、离子源的参数监测与控制、真空系统监测与控制以及人机交互四部分功能。
离子束抛光控制系统采用上下位机开放式控制体系,如图2,上位系统由人机单元、手操单元与操作面板组成,用于实现如程序和参数输入输出、显示等非实时性人机交互功下位系统由三部分组成,一部分为真空环境下的运动控制部分,是由PMAC卡、DPRAM以及PMAC扩展板卡组成,实现如插补运算、位置控制、速度控制、多轴运动控制、操作面板开关量和运动状态的输入输出处理以及运动逻辑功能等实时性功能;第二部分为真空控制部分,是由PLC及其输入输出模块组成,实现真空系统、水冷系统的控制;第三部分是真空环境下的离子源控制部分,由离子源电源控制器来实现离子束能量、束流密度、加速电压、工作气体流速等离子源参数的控制。

图2 离子束抛光控制系统总体框架图
运动控制部分的难度在于对于特殊环境下的运动部件的控制,关键在于控制部件在真空腔内它的设计有别于通用环境下的设计。离子源的控制难度在于离子源的工作参数稳定性控制。真空系统的难度控制在于其自身的逻辑顺序控制和与运动控制系统之间的交互接口逻辑控制。
2 高真空环境下多运动轴的驱动控制
运动控制系统需要实现七个运动轴的控制:X、Y、Z的直线运动控制,A、B、C和一个挡板旋转轴C1的角度控制。七个轴均在真空腔内运动,真空腔内真空为高真空,极限真空要求5×10-4Pa。
2.1 关键问题分析
对于高真空环境下的运动控制,首先分析高真空环境对驱动系统的影响,主要有三个特殊制约因素,一是真空环境下无法实现对流散热,需要考虑电机的散热问题。其二是真空环境下,电机的润滑脂在真空环境下要挥发,这样会影响到电机的轴承润滑能力,从而影响到电机的运行功能。其三是电机驱动与反馈信号需要从真空腔内引出,涉及一个高真空环境的线缆转接密封问题。
其次分析驱动轴对真空系统的影响,主要体现在控制线缆放气对真空的影响特性,控制线缆对极限真空和工作真空影响很大,真空腔内的运动轴为七个轴,还有离子源,线缆很多,共有近百根,普通电缆对真空的抽取速度影响很大,极限真空度也达不到要求。
最后,需要考虑真空环境下的驱动性能是否与大气环境下相同。
2.2 问题解决方案
针对以上分析,采用技术路线来解决真空环境下的驱动控制问题:
(1)真空步进电机驱动:真空步进电机是专用于真空环境下的特殊电机,它的外壳有别于普通电机,外壳为半敞开式,这样有利于电机的散热,另外真空步进电机采用特殊真空润滑脂润滑轴承保证挥发性小,本系统中直线轴定位精度要求为40μm,使用真空伺服电机成本很高,而真空步进电机,其定位精度能够达到10μm,满足设计要求的40μm。对于旋转轴采用真空环境下使用的DDR电机来驱动,实际驱动中,可以通过各轴的位置反馈。
(2)通过实验来分析电缆的放气量:真空环境下的线缆一般都使用铠装密封,它的放气量很小,但系统的线缆需要运动,无法密封。表1为线缆对真空度的影响实验数据,从中可以得出:相同真空度得抽取,普通电缆越多,需要抽取的时间越长;相对于普通电缆,高温线缆的放气率要小得多,采用高温电缆,真空抽取时间比无电缆稍多一些。因此,可以采用高温线缆连接驱动电机控制信号。另外,在设计布局时,尽量减小线缆在真空腔的长度,这也是一个减小放气量的措施。
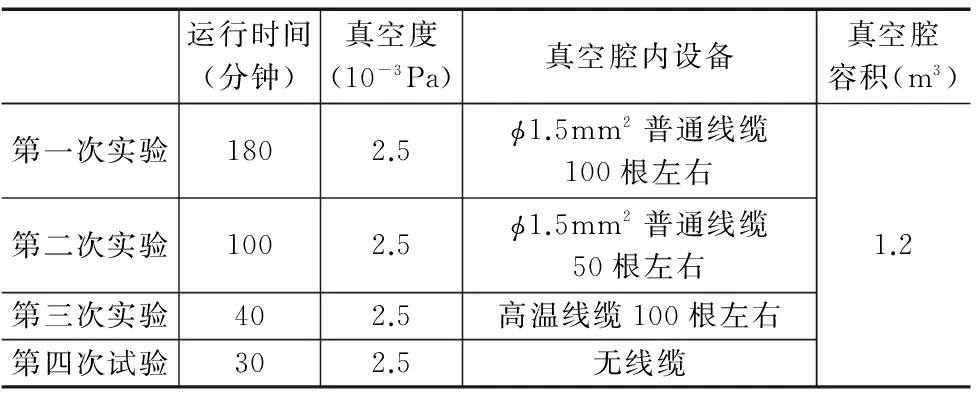
表1 线缆对真空度的影响实验
(3)采用传导散热方式:结构设计时考虑电机与与直线平台良好的接触,保证与真空腔之间的传导散热性最好,同时,在真空腔壁设计散热栅,散热栅内通水,水温可控,尽快将热量传导散出。
2.3 原理样机验证
在原理样机中,各轴驱动部件采用真空环境下使用的真空电机。直线轴采用高性能真空步进电机驱动,旋转轴采用真空直驱转台,分别在大气环境下(真空腔打开)和真空度为5×10-3Pa的真空环境下进行驱动性能测试,通过与各轴的位置传感器的位置检测,发现真空环境下的驱动性能与大气环境下相同。最终在真空环境下实现了①X、Y、Z的直线运动控制指标,最大速度:2200mm/s,最大加速度:0.44m/s2,定位精度为70μm,重复定位精度为10μm。②A、B、C轴的角度控制指标,最大速度:50rpm,最大加速度:0.15rad/s2,定位精度15″,重复定位精度:5″。③X、Z以及工件摆动三坐标轴联动的直线、圆弧、样条曲线插补功能。
3 大腔体高真空度的稳定性控制
3.1 关键问题分析
真空室容积较大:长1000mm×宽860mm×高1090mm。而离子束抛光过程中,真空腔内的真空度要稳定控制在5×10-3Pa,如此大的腔体需要稳定高真空是有一定难度的。工作真空度受很多因素的影响,包括极限真空,真空腔的泄露量、真空腔内元器件的放气量、工作Ar气的流量等等的影响。因此工作真空度的控制是一个系统多环节控制。
3.2 高真空度稳定性控制方案
(1)真空抽取系统采用三级抽气泵(前级为机械泵,次级为罗茨泵、三级为扩散泵),而大抽气率(速率达17000L/s)的扩散泵可以提高极限真空。
(2)设计专用“真空抽取”、“取件”、“关机”控制流程,在对真空度测量、各阀与各元件工作状态检测的基础上,通过对三级抽气泵、旁通阀、预阀、高阀、低阀、防湍阀放气阀等进行逻辑启动停止控制,实现真空度闭环稳定性控制。
(3)减小真空腔的泄露量:在真空腔的设计与制造方面下功夫,主要是真空腔形状设计与真空密封。
(4)真空腔内元器件的放气量控制:选用放气量小的元器件,电源线、信号线、水、气管路接口选用适合高真空环境下的接插件,尽量减小电缆长度。
(5)Ar气的稳定性控制:在工作时由于要充Ar气,其真空度会下降,其下降量受Ar气的流量影响,并且其真空度的稳定性也受Ar气的流量的稳定性所限制,提供Ar气小流量控制。
(6)当Ar气流量一定的情况下,如果工作真空度高于5×10-3Pa,需要降至5×10-3Pa工作真空度时,采用压控仪放气进行控制,压控仪只能进行单向控制,从高真空控制到低真空,而无法从低真空控制到高真空;当Ar气流量一定的情况下,如果工作真空度低于5×10-3Pa时,在不影响离子源参数的前提下采用降低Ar气流量和通过延长工作真空度的稳定时间,通过延长时间提高一定的真空度。
3.3 原理样机验证
真空控制系统基于西门子S7-1200硬件平台,系统最终实现了对机械泵、扩散泵、中级阀、主阀、放气阀、调节阀的控制,实现离子束抛光真空系统的抽气、放气、取件的控制功能,最大真空度达1×10-3Pa,工作真空度波动控制在3%范围内,实现加工过程的真空稳定控制。
4 离子源参数的稳定性控制
本系统离子源采用Kaufman KDC 40 Ion Source,它属于热阴极离子源,Kaufman离子源需要由电源来驱动从而产生离子束,其控制电源为KSC 1202 Gridded Ion Beam Power Controller。离子源控制系统主要包括离子源电源的参数控制与工作气体的流量控制。
4.1 离子源电气参数高稳定性和高精度控制
离子源中束流波动需要控制在2%以内,这是离子束抛光能否实现超高精度最为关键的因素之一。
离子源的控制对象为离子源的主阴极、阳极、屏栅、加速栅、中和阴极。对离子源的控制系统设计了两种控制方式:本地控制与远程控制。本地控制通过控制面板上按钮与旋钮实现,各参数值显示在控制面板上,远程控制通过RS232通讯实现远程计算机控制,通过上位机RS232通讯控制参数的调节,并在上位机监视各变量。
离子源的参数稳定性由多方面来影响,包括小流量的稳定性、真空的稳定性、电源自身的稳定性和模拟量控制的稳定性。电源本身的稳定性受温度、电子元器件的影响,KSC 1202 的控制精度在1%之内,稳定性应该包括在精度的范围之内,故其稳定性应该在1%之内。模拟量控制的稳定性影响的因素较多,模拟量输出模块的A/D精度、外界电磁干扰、电源的可控分辨率都会影响到模拟量控制的精度。模拟量模块需要具有较高的的A/D精度。对于电磁干扰,信号和控制电缆必须采用屏蔽电缆,并且可靠单端接地来将电磁干扰减小到最小,同时,选用的模拟量模块也要具有很好的抗干扰能力。
4.2 离子源工作气体精密小流量控制
在离子源工作时,工作惰性气体氩气的流量对离子束有一定的影响,随着气体流量增大,放电室内的原子密度增大,电子会电离出更多的离子电子来,从而等离子体浓度增大,引起阳极电流、屏栅电流增大。同时等离子体浓度的增大会影响到等离子发射鞘面,使得鞘面变得较原来的要平,因此离子束束径增大,加速栅捕获的离子增多,电流变大。由此工作惰性气体氩气的流量对屏栅电流、加速栅电流和阳极电流有一定影响,其对流量的精密控制是保证离子源工作参数稳定的关键因素。本离子源系统对Ar的流量要求范围是2~10Sccm,属于小流量范围,对其精确控制有一定的难度。
离子源气路控制原理如图3所示,氩气由高压氩气瓶减压后提供,高压氩气瓶的出口压力为15MPa,经过高压减压阀,减到0.7MPa左右用,然后经精密减压阀两级减压到0.1~0.2MPa,减压阀后端接两通电磁阀,电磁阀用于氩气的通断控制。
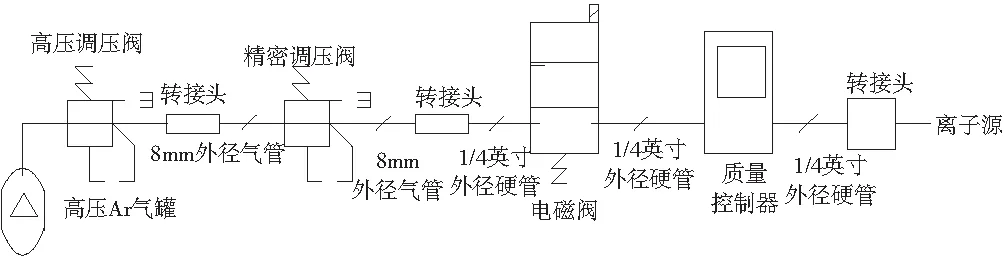
图3 离子源工作气体小流量控制原理图
流量值的实时监测和流量设置通过RS232通讯接口在上位机上完成。
系统最终实现了离子源的控制,包括放电电压、屏极电压、束电流、加速极电压等电源参数的控制及监测。束流波动RMS控制在2%范围内。
5 结论
(1)解决了运动部件在特殊环境下的运动控制关键技术,实现了真空环境下的驱动控制性能要求。
(2)实现了高真空的的稳定性控制,可以将真空度控制在2×10-3Pa,工作真空度波动控制在3%范围内。
(3)离子源的束流波动RMS稳定性可控制在2%之内。
[1] 黄文浩,章海军,诸家如,等.超光滑表面的离子束抛光与微观形貌检测[J].仪器仪表学报,1995,16(1):202-205.
[2] 李延君.计算机控制小工具抛光机床的研制[D].长春:长春理工大学,2006.
[3] 高峰,白顺利.步进电机在真空低温下的驱动特性分析[J]. 环模技术,1998(3):36-43.
[4] 马向国,刘同娟,顾文琪.聚焦离子束装置中的工件台及控制系统[J].微纳加工技术,2007(3):39-42,60.
(编辑 李秀敏)
Research on Key Technology of Control System for 6-dof Ion Beam Polish Machine
This paper introduces the control system frame of ion beam polish machine .emphatically discusses the key problem during designing and manufacturing of the control system, including the driven control measure in vacuum environment、the obtaining of high vacuum、the means about vacuum control、the control strategy of ion parameter stability
ion source; high vacuum environment; driven control ; stability
1001-2265(2014)07-0088-03
10.13462/j.cnki.mmtamt.2014.07.024
2013-11-11
国家科技重大专项课题:复杂结构光学零部件抛光与关键加工技术的特种装备(2011ZX02402-002);上海市科委科研计划项目:上海超精密光学制造工程技术研究中心课题(11D2282200);中国工程物理研究院超精密加工技术重点实验室课题:复杂面型柔性抛光多轴联动精确控制技术研究(K813-13-Y)
吉方(1972—),男,江苏无锡人,中国工程物理研究院研究员,硕士,博士研究生,主要从事光学精密加工的研究,(E-mail)jifang2004@sina.com。
TH166;TG65
A
JI Fang1,2,CHEN Dong-sheng2,XU Min1,DAI Xiao-jing2
(1.School of Information Science and Technology,Fudan University ,Shanghai 200433,China;2.Institute of Mechanical Manufacturing Technology ,China Academy of Engineering Physics, Mianyang Sichuan 621900,China)
