模糊自整定PID控制在清梳联连续喂棉中的应用
2014-07-17胡玉汞
胡玉汞
(三明职业技术学院,福建 三明365001)
清梳联是棉纺织厂的第一道工序,它将原棉经过开松、混和、精开松、主除杂、除微尘、梳理,最终制成棉条。优质棉条是生产优质纱线的基础,棉条的某些质量缺陷在以后的工序中无法得到弥补。为了保证清梳联的成纱质量,尤其是成纱条干质量,现代清梳联系统必须实现全流程连续喂棉的自动控制[1]。
由于清梳联喂棉控制系统是一个非线性、时变和分布参数系统,很难建立准确的数学模型,传统的理论计算整定法很难准确确定PID控制器参数,还必须通过工程实际进行调整修改,给棉很不均匀,系统稳定性差,波动很大。所以本系统采用PLC作主控制器,自整定模糊PID算法为核心算法来控制交流电机,保证控制的准确性和快速性,保证稳定均匀给棉。
1 控制系统原理
系统控制原理框图如图1所示,清梳联喂棉控制系统工作原理为:首先压力传感器检测输棉管道的压力,与管道压力设定值(期望值)相比较,计算实际值和设定值之间的偏差,再由主控制器PLC根据偏差通过智能模糊PID算法计算得出控制量,输出一模拟量信号控制变频器,实时地控制输棉风机转速。
2 应用系统设计
硬件系统框图如图2所示,整个系统由PLC、变频器和触摸屏等组成。PLC采用西门子S7—200系列CPU224XP。由PLC根据不同的输入指令进行各数字量的逻辑控制和模拟量的处理和数据运算。最后通过变频器控制电机的运转速度来控制输棉管道的压力,使系统压力稳定在设定值。

图1 系统控制原理框图
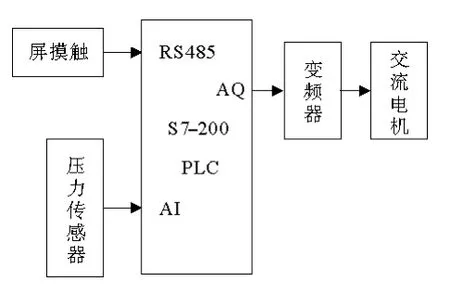
图2 硬件系统框图
(1)采用触摸屏作为人机界面。系统的各项操作指令通过触摸屏及通讯电缆传送到PLC,采用RS-485通讯方式,数据类型为字节,PLC根据操作指令和预先设计好的程序进行相应的动作控制。
(2)PID控制器的参数在触摸屏上进行设定。触摸屏通过读取PLC相应存储器的数值显示被控系统的压力数值及变化情况。
(3)经压力传感器检测的压力通过PLC的AI口进行模拟量的输人,智能模糊PID算法计算得出控制量通过AQ口进行模拟量输出,数据类型为一个字长(16位)。
3 模糊PID控制器的设计
3.1 模糊PID控制系统结构
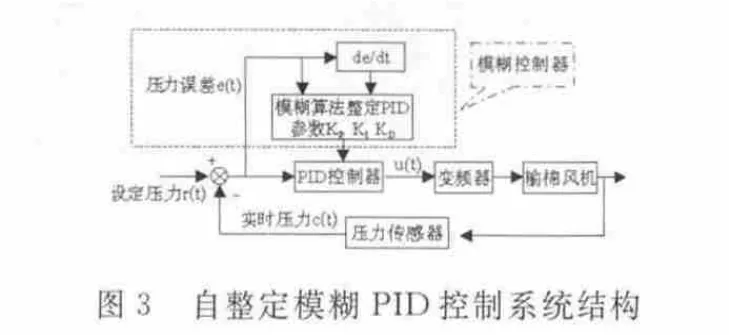
自整定模糊PID控制器系统结构如图3所示。它是由传统PID控制器和模糊控制器两部分组成。其思想是将压力偏差e和偏差变化率ec作为模糊控制器的输入变量,进行模糊化处理;然后,在模糊控制器内,对模糊化的偏差e和偏差变化率ec进行模糊逻辑决策,应用模糊推理算法和解模糊化方法——重心法,进行数据处理;最后从模糊控制输出PID控制器的三个输入变量ΔKp、ΔKi和ΔKd,并进行在线控制。通过模糊控制器对PID控制器参数的在线调整,以满足在不同时刻e和ec时对PID控制器参数的自整定要求,使系统具有良好的动、静态性能。
3.2 论域与隶属度函数
系统将采样得到的压力信号与给定值加以比较,得到系统的误差和误差变化率。经过量化得到系统的输人语言变量E和EC,输出变量为△Kp、△Ki和△Kd。
误差E和误差变化率Ec的模糊子集为{NB,NM,NS,ZO,PS,PM,PB},对应的论域为:{-3,-2,-1,0,1,2,3}。
输出变量△Kp、△Ki和△Kd的模糊子集为:{NB,NMB,NM,NMS,NS,ZO,PS,PMS,PM,
PMB,PB},对应的模糊论域为:{-l,-0.8,-0.6,-0.4,-0.2,0,0.2,0.4,0.6,0.8,1}。
输入语言变量E和Ec,输出△Kp、△Ki和△Kd均采用三角型隶属函数。三角型隶属函数具有较高的灵敏度,它们论域所对应的模糊语言变量的隶属函数如图4、图5所示。
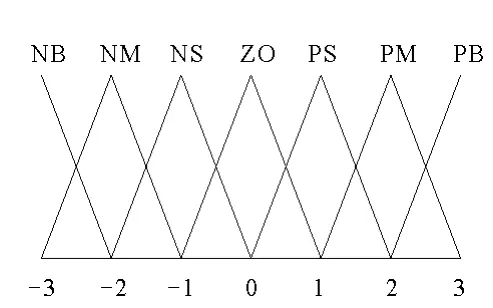
图4 输入变量E和EC的隶属度函数曲线图
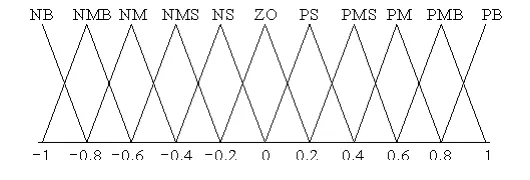
图5 输出变量ΔKp、ΔKi、ΔKd隶属函数曲线
3.3 PID参数调整规则
对于模糊PID控制器而言,为了获得良好的动静态特性,在不同的输入量区域内,选取PID参数的要求是不同的。从系统的稳定性、响应速度、超调量和稳态精度等特性考虑,通过 Kp、Ki、Kd三个参数对系统控制品质的影响进行归纳,可以得到以下模糊PID算法的参数自整定原则:
(1)当|e|较大时。为加快系统的响应速度,应取较大的Kp和较小的Kd,同时为防止积分饱和,应去掉积分作用,取Ki=0。
(2)当|e|和|ec|中等大时,为使系统避免产生过大的超调量,应取较小的Ki值,Kp和Kd的取值要适中,以保证系统的响应速度。
(3)当|e|较小时,为了使系统有较好稳定性能,应增大Kp、Ki值,同时为了避免输出响应在设定值附近振荡,及考虑系统的抗干扰能力,应适当选取Kd。若|ec|较小,则 Kd可取大些:当|ec|较大时 Kd取小些,以使系统响应具有良好的稳态性能[2]。
根据上述PID参数的作用以及在不同的偏差和偏差变化率时对PID参数的要求。即可制定出△Kp、△Ki和△Kd的模糊控制规则,如表1所示。

表1 所示模糊控制表
3.4 调整PID参数
根据模糊规则表,将输入模糊集合映射成输出模糊集合,再利用去模糊化得到输出变量查询表,分别求出某采样时刻的△Kp、△Ki、△Kd具体值之后,将校正值按下列公式赋给Kp、Ki、Kd。
Kp=Kp0+△Kp
Ki=Ki0+△Ki
Kd=Kd0+△Kd
式中:Kp0、Ki0、Kd0—Kp、Ki、Kd的初始值。PLC就可以通过对模糊规则的处理,实时运算,实现对PID参数的在线调整。
4 系统软件设计
PLC根据采集到的误差和误差变化率输入信号,软件依据设置的模糊控制参数,进行e和ec的模糊化,得到E和EC。依照E和EC的值,查找模糊规则表,求出△Kp、△Ki和△Kd的值,将模糊控制器的输出量△Kp、△Ki和△Kd与PID参数的初始值叠加,可得到当前时刻的PID参数:Kp、Ki、Kd。即得PID调节器的控制参数Kp、Ki和Kd,最后根据PID控制算法计算输出控制量。
5 结论
在PID控制的基础上设计了自适应模糊PID
控制系统,既具有较高的控制精度,又有良好的稳定性和适应性,还可以实现参数的在线自整定、自调节,保证稳定均匀给棉,提高生条质量。
[1]赵志刚,杨丽丽.连续喂棉技术在清梳联电气控制中的应用[J].棉纺织技术2004,32(2):47—48.
[2]许力.智能控制与智能系统[M].北京:机械工业出版社,2007.
