基于PLC的自动线机械手位置控制系统设计
2014-07-13梁新平
梁新平
(西安铁路职业技术学院 机电工程系,陕西 西安 710014)
基于PLC的自动线机械手位置控制系统设计
梁新平
(西安铁路职业技术学院 机电工程系,陕西 西安 710014)
自动化生产线机械手在各生产模块之间传输工件,需要实现位置控制。自动线机械手的执行元件为伺服电动机,以西门子S7-200可编程控制器为控制中心,驱动松下伺服驱动器,伺服驱动器驱动伺服电动机,伺服电动机通过同步带传动带动机械手运动,可以实现机械手的准确位置控制。硬件结构简单,数量少,软件编程应用位置控制编程向导,也比较简单。
PLC;机械手;位置控制;设计
自动线是在流水线的基础上逐渐发展起来的。它不仅要求线体上各种机械加工装置能自动地完成预定的各道工序及工艺过程,使产品成为合格的制品,而且要求在装卸工件、定位夹紧、工件在工序间的输送、工件的分拣甚至包装等都能自动地进行。使其按照规定的程序自动地进行工作。
本设计所针对的是由供料、加工、装配、分拣和输送5个单元组成的自动线。输送单元是自动线中最重要的,同时也是承担任务最繁重的工作单元。该单元主要任务是使驱动抓取机械手精确定位到指定单元的物料台,并在物料台上抓取工件,然后把抓取到的工件输送到指定地点后放下。抓取机械手装置是一个能实现4种自由度运动的工作单元。该装置被整体安装在伺服传动组件的滑动溜板上,并在同步带传动的带动下做直线往复运动,定位到其他各工作单元的物料台,然后完成抓取和放下工件的功能。要完成抓取和放置工件,机械手的准确定位就非常关键。设计以西门子S7-200可编程控制器为控制中心,驱动松下伺服驱动器,伺服驱动器驱动伺服电动机,伺服电动机通过同步带传动带动机械手运动,可以实现机械手的准确位置控制[1]。
1 机械手位置控制系统的总体设计
机械手位置控制系统采用模块化的设计方法对机械手的位置进行控制。模块化的好处是组态灵活、通用性强、硬件开发周期短、冗余量少、系统成本低;另外故障容易排除,排除故障的速度快[2]。系统设计结构总框图如图1所示。

图1 系统结构设计总框图Fig. 1 Diagram of the total design of system structure
系统组成以西门子S7—200可编程控制器为控制核心,由触摸屏、机械手位置检测模块、机械手位置控制模块、网络通信模块等组成。
西门子S7—200可编程控制器是机械手位置控制系统的核心部分,输送单元的PLC(主站)通过网络通信模块从其它4个单元的PLC(从站)读取其它4个单元的工作状态,然后根据其它4个单元的工作状态和各单元之间的距离,向机械手位置控制模块发送运动方向信号和一定数量的脉冲,机械手位置控制模块中的伺服驱动器控制伺服电动机转过一定角度,通过同步带传动带动机械手完成一定的直线位移。在系统上电复位时,PLC控制机械手位置检测模块完成原点回归[3]。
2 机械手位置控制系统硬件设计
2.1 总体介绍
设计分为机械手位置检测模块、机械手位置控制模块和网络通信模块三大模块设计。
2.2 机械手位置检测模块
机械手位置检测模块主要由一个无触点的电感式接近传感器和两个极限开关组成。接近开关用来提供直线运动的起点信号;左、右极限开关用于提供越程故障时的保护信号,当机械手在运动中越过左或右极限位置时,极限开关会动作,从而向系统发出越程故障信号。
2.3 机械手位置控制模块
机械手位置控制模块主要由松下交流伺服驱动器、松下交流伺服电动机和旋转编码器组成。输送单元可编程控制器(晶体管输出型)通过其输出触点Q0.0和Q0.1向伺服驱动器发出旋转方向和一定量的旋转脉冲信号(PTO),伺服驱动器驱动伺服电动机按要求的方向和角度旋转,旋转编码器检测伺服电动机转过的角度并反馈给伺服驱动器,伺服驱动器控制伺服电动机转过要求的角度。
2.4 网络通信模块
输送单元和其它4个单元的可编程控制器通过RS-485通信接口和连接线路组成串行通信网络,实现分布式控制系统。它们之间采用西门子S7-200可编程控制器自带的PPI通信协议。在RS-485通信网络中,为了区别每一个设备,每个设备都有一个编号,称为地址,输送站PLC的地址为0,为主站,其它4个PLC为从站[4]。
2.5 系统硬件总体设计
系统硬件原理总体框图如图2所示。考虑到自动化生产线对机械手的位置要求不是很高,因此采用开环控制系统。系统硬件在西门子S7-200可编程控制器基础上外接设备:西门子触摸屏、松下交流伺服驱动器、交流伺服电动机、传感器和西门子网络通信专用线。
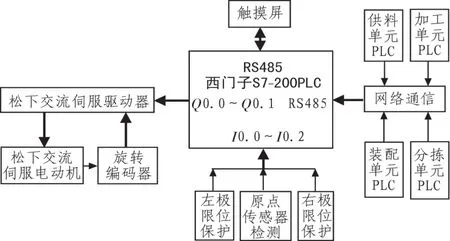
图2 系统硬件原理图Fig. 2 The hardware system diagram
3 机械手位置控制系统软件设计
3.1 系统软件总体设计
本系统软件采用模块化的设计方法。主要包括触摸屏组态模块和西门子S7—200 PLC模块。触摸屏组态模块主要是完成与操作人员的交互功能,它主要控制系统的启动、停止、复位、单机和联机工作,从PLC的相关单元读取信息并在屏幕上显示[3];可编程控制器模块作为控制模块,它包括系统初始化、网络通信、位置控制几部分。两个模块的关系是:触摸屏组态模块是指挥中心,决定整个系统程序的结构和流程;可编程控制器模块按采样的周期定时从网络上读取各单元的状态,根据状态启动不同的位置控制子程序,并接收触摸屏发送过来的命令对输送单元进行自动控制。
3.2 触摸屏组态模块
在上位计算机上用组态软件完成组态设计,通过USB接口下载到触摸屏。具体的组态设计过程包括以下步骤:创建工程、定义数据对象、画面制作和设备连接和程序下载调试[5]。
3.3 可编程控制器模块
主要包括主程序、网络通信程序和PTO位置控制程序。
3.3.1 主程序设计
主程序主要完成系统的初始化、与触摸屏握手、调用网络通信程序、调用PTO位置控制程序[6]。
3.3.2 网络通信程序
网络通信的功能:在位置控制系统工作过程中,输送单元的PLC作为网络通信的主站,不断的从其它四个从站的存储单元读取其它四个单元的工作状态,为输送单元的PLC调用不同的位置控制程序提供依据[6]。
3.3.3 PTO位置控制程序
PTO位置控制程序包括位置控制程序的调用和五个PTO位置控制子程序。位置控制程序的调用主要根据网络通信的结果调用不同的PTO位置控制子程序;PTO位置控制控制子程序根据相邻两个单元之间距离确定不同的运动方式和脉冲数量,PTO位置控制子程序可采西门子step-7编程软件提供的位控编程向导十分方便的完成。
4 结 论
应用PLC、伺服驱动器、伺服电动机、触摸屏和网络通信,可以比较准确的完成机械手的位置控制[7]。而且此位置控制系统硬件结构简单,数量少,软件编程应用位置控制编程向导,也比较简单。此位置控制系统结构简单,造价低,应用方便。
[1]杨秀双.S7-200PLC在伺服电机位置控制中的应用分析[J].科技创业家,2013(5):12-13.
YANG Xiu-shuang. Application of S7-200PLC in position control of servo motor[J]. Technology Entrepreneurs, 2013(5)12-13.
[2]寇雪琴.单片机控制电子喷油泵试验台的研究[D].西安:西北农林科技大学,2008.
[3]吕景泉.自动化生产线安装与调试[M].北京:中国铁道出版社,2009.
[4]刘亚东.基于PLC的精确位置控制 [J].机床与液压,2002(2):17-18.
LIU Ya-dong.The precise position control based on PLC [J].Machine Tool & Hydraulics,2002(2):17-18.
[5]吴文廷.基于S7-200PLC实现TVT-99D机械手模型的位置控制.黎明职业大学学报,2011(2):15-16.
WU Wen-ting.Implementation of TVT-99D model of the manipulator position control based on the S7-200PLC[J].Journal of Liming Vocational University,2011(2):15-16.
[6]张文捷.PLC在伺服电机位置控制中的应用[J].技术与市场,2012(12):35-36.
ZHANG Wen-jie.Application of PLC in position control of servo motor[J].Technology and Market,2012(12):35-36.
[7]王莉莉.基于PLC控制的气动搬运机械手系统设计[J].电子科技,2013(4):50-52.
WANG Li-li.Design of pneumatic carrying manipulator system based on PLC control[J].Electronic Science and Technology,2013(4):50-52.
Automatic production line manipulator position control system design based on PLC
LIANG Xin-ping
(Department of Mechanical and Electrical Engineering,Xi’an Railway Vocational Technical Institute,Xi’an710014,China)
Automatic production line manipulator transmission workpiece between each production module, to realize accurate position control. Actuator automatic production line manipulator for servo motor, the Siemens S7-200 programmable controller as the control center, Panasonic servo drive, servo drive servo motor, servo motor through the synchronous belt drives the manipulator motion, accurate position control can realize the manipulator. The hardware structure is simple, the quantity is less, the software programming application of position control programming guide, is also relatively simple.
PLC; robotic arm; position control; design
TM921.5
A
1674-6236(2014)07-0086-02
2013-07-28稿件编号201307203
梁新平(1969—),男,陕西洛南人,硕士,副教授。研究方向:电气自动控制。