CFM56系列发动机高压涡轮面向维修的设计改进分析
2014-07-13,,
,,
(中国民用航空飞行学院 航空工程学院,四川 广汉 618307)
CFM56系列发动机是由CFM国际公司(CFMI)研制的100kN级高涵道比涡扇发动机。到2005年已发展了CFM56-2、CFM56-3、CFM56-5A、CFM56-5B、CFM56-5C和CFM56-7等6个系列,已成为22个型号飞机的动力装置[1]。它也是我国民航客机主机型B-737和A320系列的主选发动机,至2011年,已有超过1800台CFM56系列发动机在我国服役,是我国民航界应用最广泛的航空发动机[2]。CFM56系列发动机具有涡轮前总温高、推力大、耗油率低、寿命长和经济性好等优点,这些优点的实现在很大程度上要归功于高压涡轮维修方法的不断改进和优化。本研究主要结合发动机生产厂家和发动机大修厂的数据资料进行,使得研究本身更具实际意义。
1 高压涡轮主动间隙控制活门(HPTCC)改进措施
1.1 服务通告(SB)对铬镍铁合金壳体的改进措施
在早前返厂的活门9级引气阀的壳体处发现浅层裂纹,但是并没有发现过任何贯穿式的裂纹。为此CFMI和Meggitt Control Systems(MCS)共同开发了新型的铬镍铁合金壳体以应对这一问题,随后批准并发布了服务通告75-0047,同时发布了新件号VIN 329695-6(P/N 1960M28P07)。
1.2 新封严设计的进展
根据CFM国际公司的技术会议资料,自2008年以来,高压涡轮间隙控制系统的主要故障之一是活门伺服燃油漏油,占世界机队每年非计划拆换活门数量的30%,且渗漏发生时,活门的在翼使用时间从8000飞行小时到15000飞行小时不等,有逐渐缩短的趋势。活门伺服燃油漏油的主要原因有两点:其一,活塞壳体上的主封严经过长期使用后,逐渐磨损失效,导致燃油渗漏;其二,活门的位置控制使用了高压涡轮机匣温度传感器测量的温度信号,该温度信号的漂移导致活门频繁往复运动,加剧了封严的磨损速率[3]。HPTCC活门剖面图如图1所示。
为此,CFMI改进了封严材料和封严几何外形以增强抗磨能力,增加密封盖的尺寸以降低部件公差对封严效果造成的影响,并且提高活塞表面的光洁度以减小磨擦。同时发布了新件号VIN 329695-5(P/N 1960M28P06),本产品于2011年3月开始投入使用。实践证明,采用新封严的活门可靠性提升了320%,封严失效的概率下降了91%。
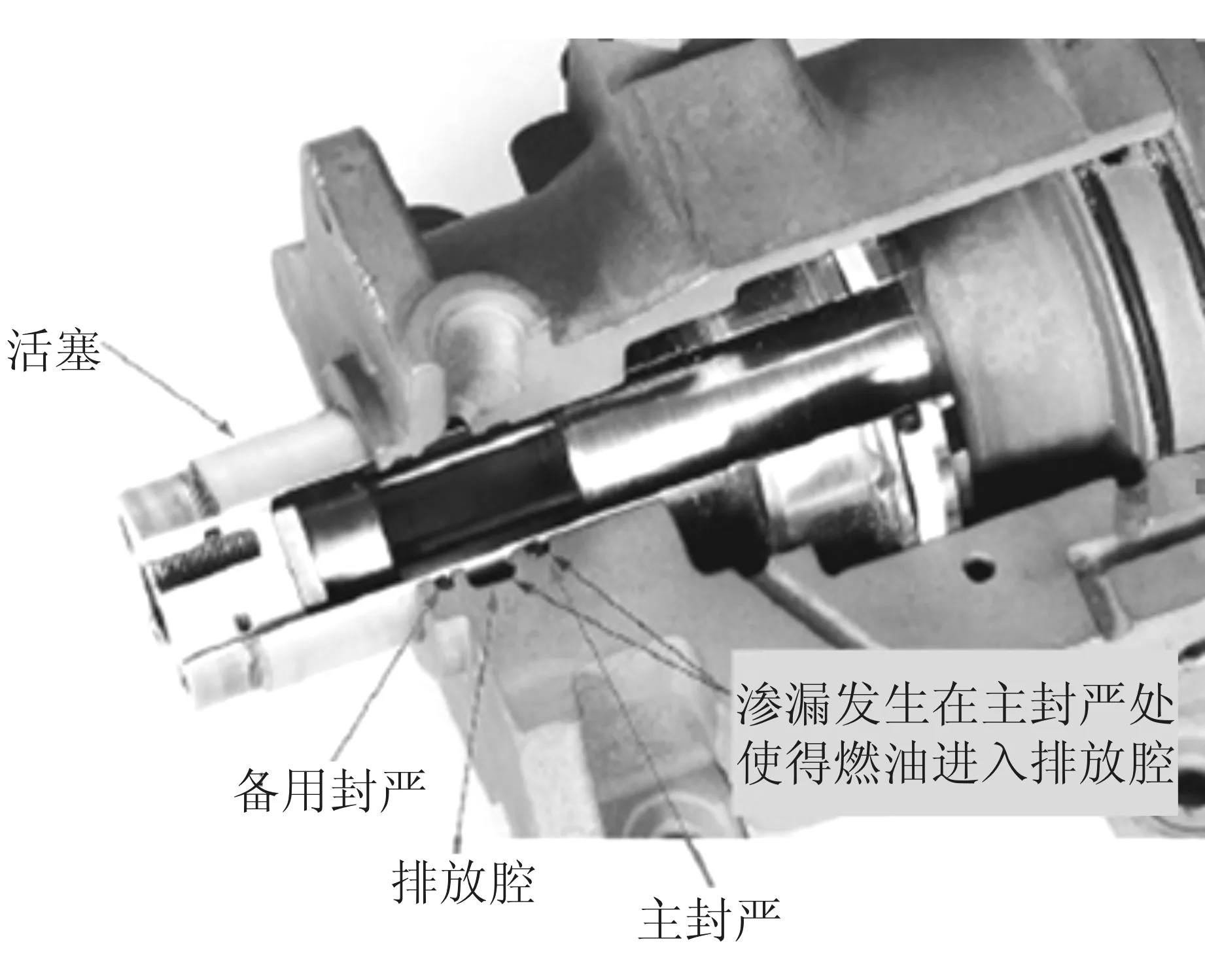
图1 HPTCC活门剖面图
2 高压涡轮叶片(HPT Blade)改进措施
2.1 及时探伤应对早期裂纹
在使用过程中高压涡轮叶片出现过榫头受力面边缘裂纹的情况,裂纹产生于叶盆上压力面与空腔2平齐的位置。外场措施是当裂纹暴露时及时进行涡流探伤,并建议在25000个循环将其拆下。CFMI对叶片进行了改进,增加了榫头和盘之间的间隙。
2.2 叶片端面的改进
为了提高叶片工作效率,对叶片端面外形进行改良,设置了叶尖缓冲栅。除去了分离凸台,进而减少榫头颈部应力,增强了耐久性,如图2所示。
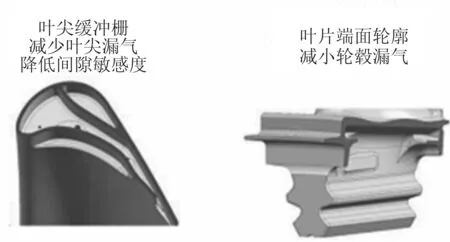
图2 高压涡轮叶片端面的改进
2.3 改良涂层工艺
值得注意的是,近年来在中国地区运营的发动机发生了五起高压涡轮叶片叶柄腐蚀的事件,由于高压涡轮叶片叶柄腐蚀导致发动机空中停车的事件记录如表1所示。进一步分解发动机可以看到,在高压涡轮叶片叶柄的3号腔室发现了腐蚀疲劳裂纹,如图3所示。
经研究发现,大部分高压涡轮叶片叶柄后腔室内部没有涂层并伴有腐蚀疲劳裂纹,裂纹在大约8000个循环时出现,裂纹扩展和循环数成正相关。为应对此问题,发动机厂家改良了涂层工艺,在叶柄后腔室喷涂千分之一英寸的涂层,之后没有在此位置发现新的裂纹产生。

表1 叶柄腐蚀导致发动机空中停车的事件记录表
*注:1.ESN:Engine Serial Number,发动机序列号;2.TSN:Time Since New,自部件全新状态起的使用时间;3.CSN:Cycles Since New,自部件全新状态起的使用循环数;4.IFSD:In-Flight Shut Down,发动机空中停车。
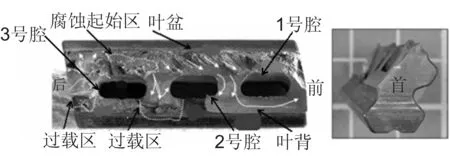
图3 高压涡轮叶片叶柄内腔腐蚀裂纹情况
3 高压涡轮导向器(HPT Nozzle)改进措施
在中国区使用的CFM56-7B和-5B的高压涡轮导向器出现了更多的前缘氧化和裂纹,如图4所示。自2011年1月起,已经出现了36个非计划下发。经检查确定,损伤通常都是不可修理的。初步认定造成故障是由于中国区空气中大量的微小沙粒或者脏物堆积在内壁上,降低了冷却效果,颗粒的平均尺寸约8μm,导致返厂修理,增加了运营商的维修成本[4]。
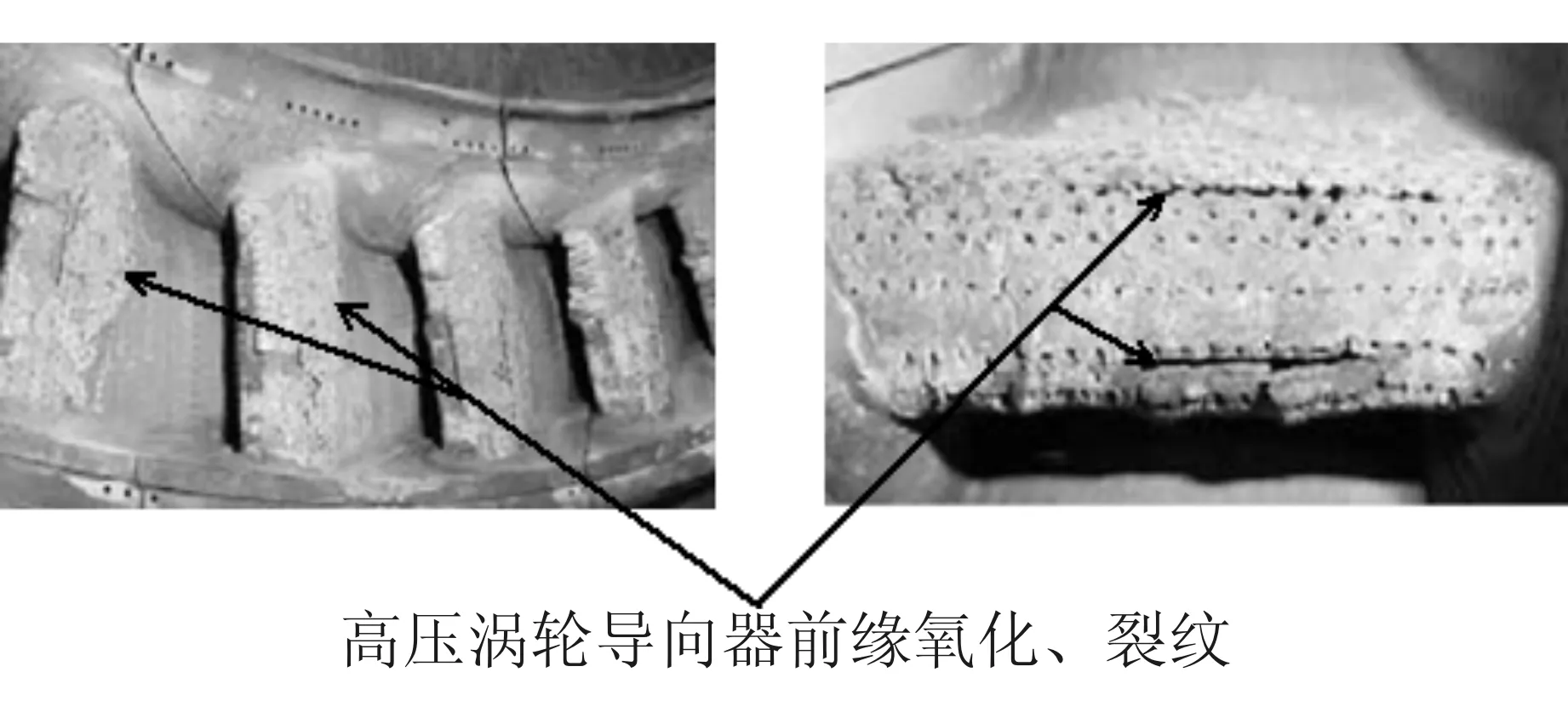
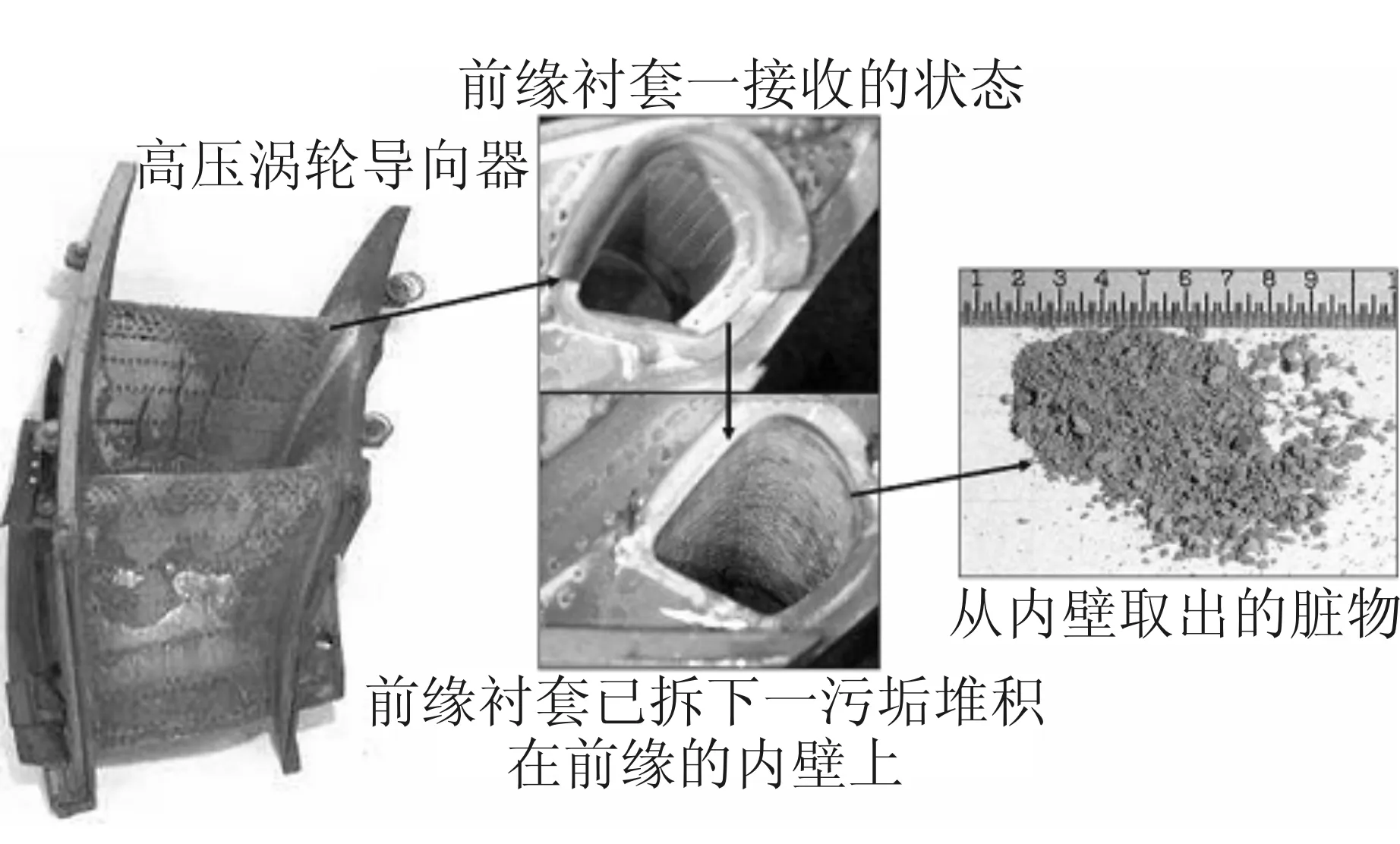
图4 高压涡轮导向器前缘氧化、裂纹和脏物
经研究总结出损伤机理,小颗粒跟随气流沿着燃烧室内环流到高压涡轮导向器的前缘腔里,逐渐形成灰尘堆积。后缘和后腔也因为大颗粒堆积在后缘孔以及冲击作用而受到影响,如图5所示。针对-5B/-5C/-7B发动机,CFMI在2011年11月发布了有铂-铝涂层的导向器的修理构型,此举提高了导向器的抗氧化、抗腐蚀能力,并且类似的铂-铝涂层修理已经应用在了CFM56-3的高压涡轮导向器上。有铂-铝涂层的备件(件号2080M35G10)已经在2012年发布,作为VPA涂层备件的替代件。
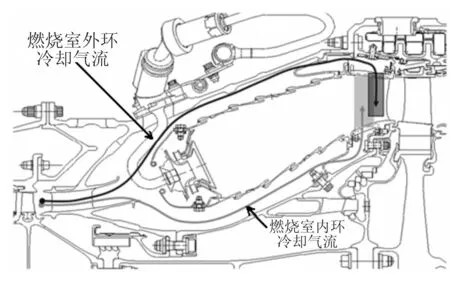
图5 高压涡轮导向器损伤机理图
4 高压涡轮罩环(HPT Shroud)改进措施
4.1 提升高压涡轮罩环耐久性
高压涡轮罩环耐久性的改进得益于高压涡轮导向器改进的冷却方式(5B/SB72-0514之后和5C/P SB72-0518之后,分别于2004/2005发布)。措施是在导向器外平台的喉道和后缘位置增加了冷却孔,用以降低导向器和罩环的工作温度,减小了导向器外平台和罩环之间的轴向间隙,用以改善燃气气流,如图6所示。
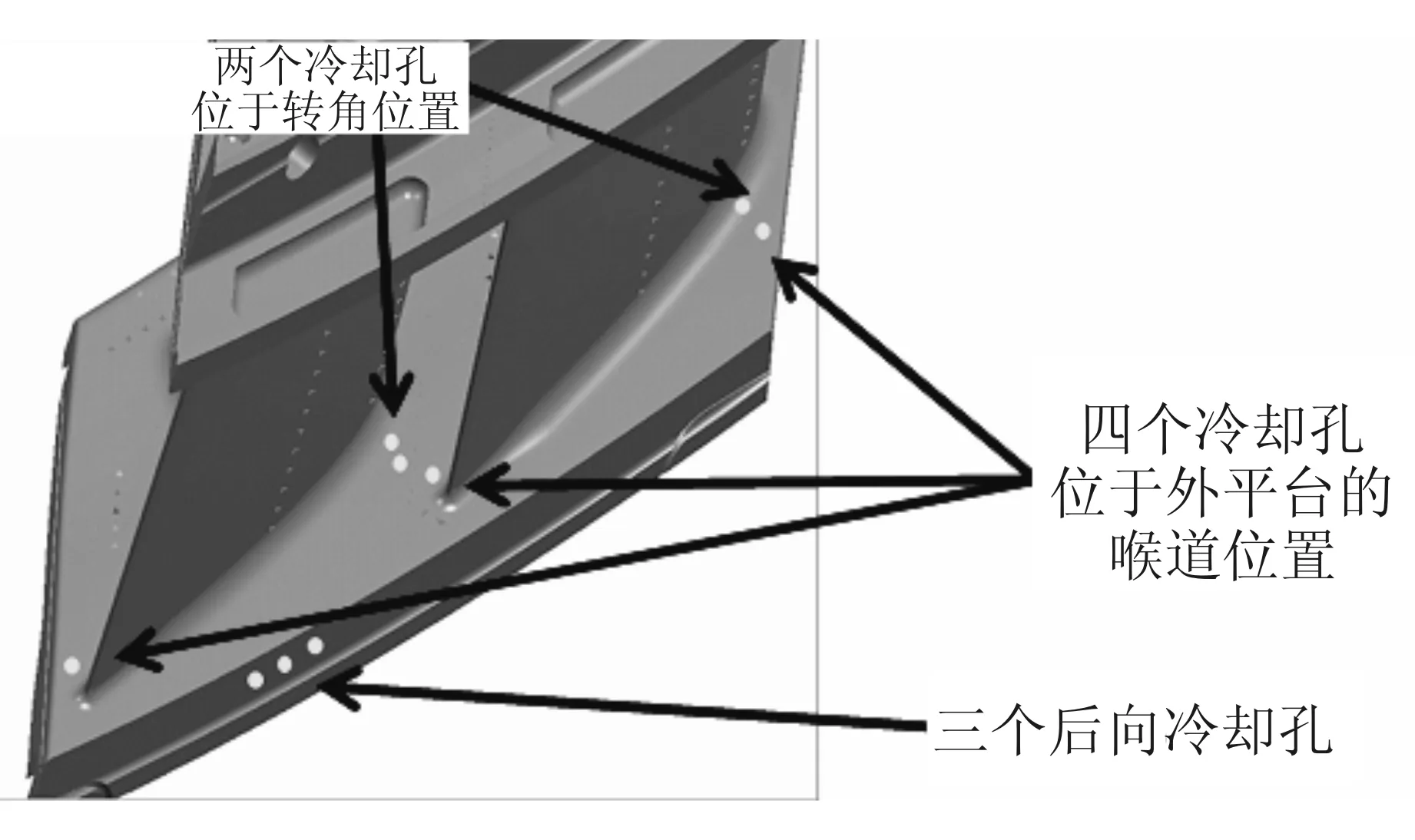
图6 高压涡轮导向器外平台喉道及后缘处增加的冷却孔
4.2 高压涡轮罩环挂架的改进措施
使用中发现在发动机底部,颗粒物堆积在罩环挂架的冷却孔里,沙尘集聚在颗粒物堵塞的位置,切断了通过冷却孔的冷却气流。冷却孔的堵塞致使罩环温度过高,增加了罩环氧化的概率,可以最终导致整个罩环的脱落并导致下游的高、低压涡轮部件严重损伤,如图7所示。
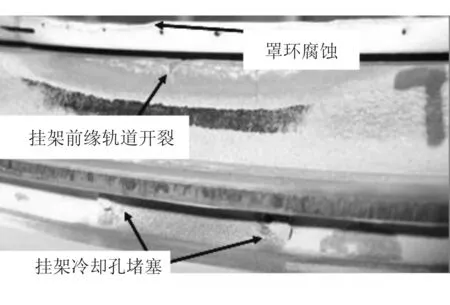
图7 高压涡轮罩环挂架损伤模式
改进措施是在罩环挂架的冷却空气进气口的上游引入金属过滤器,此过滤器保持了要求的冷却气流,挡住了尺寸较大的颗粒物,使其不能驻留在罩环挂架的冷却孔处,提供了备用的冷却气流通道,如图8所示。2011年,CFMI颁布了7级(客户选择)服务通告,引入了有过滤器的罩环挂架。服务通告建议在发动机底部位置安装5个有过滤器的罩环挂架(和生产构型相同),但是任何形式的罩环挂架的混装都是允许的,罩环挂架可以在修理时加装过滤器[5]。服务通告分别为SB72-0797(CFM56-5B)、SB72-0710(CFM56-5C)和SB72-0816(CFM56-7B)。
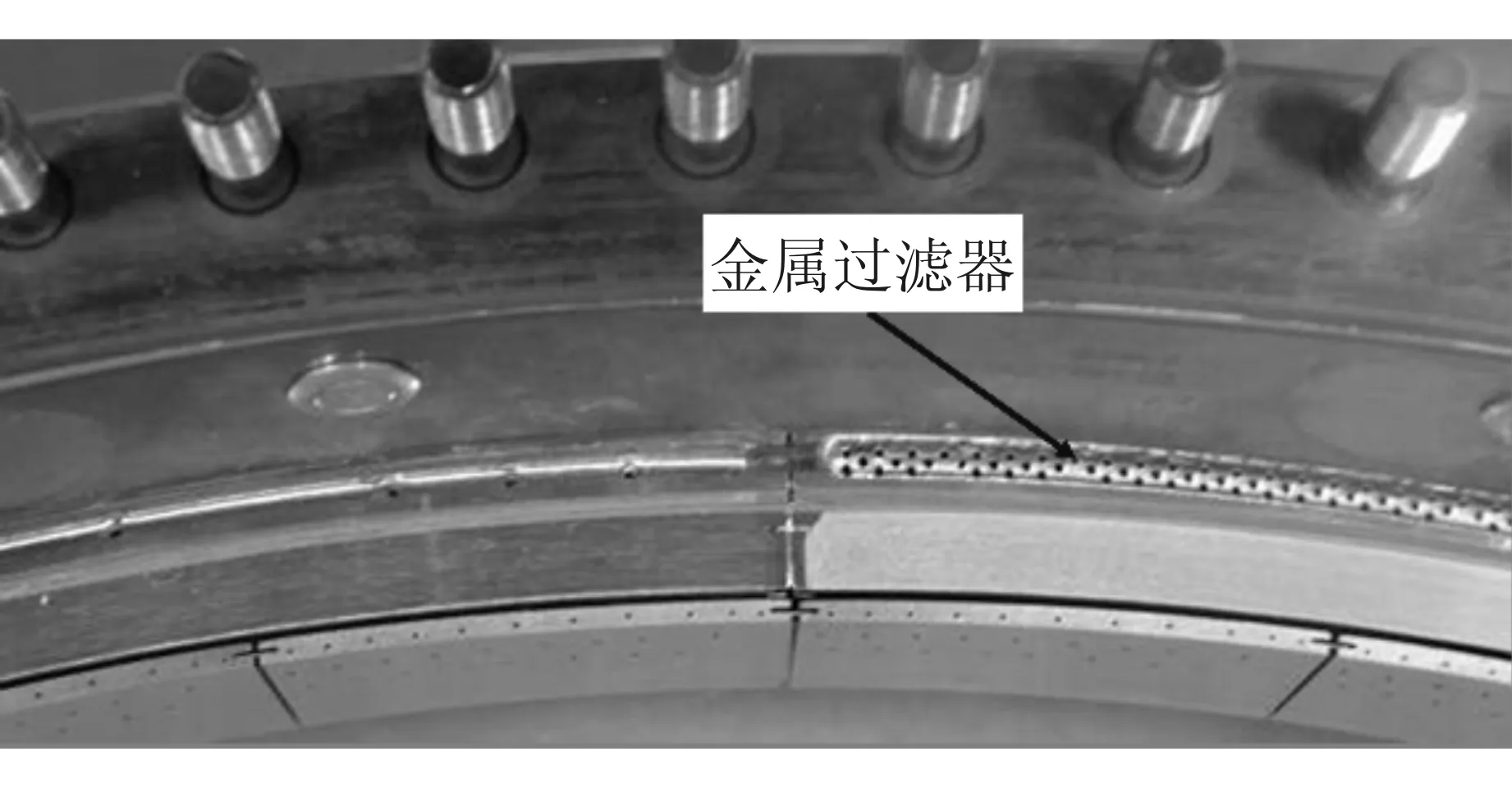
图8 在罩环上安装的金属过滤器
5 结语
航空事业发展到今天这样高的水平,关键在于它强有力的“心脏”——发动机。对CFM56系列发动机高压涡轮零部件的故障模式、失效原因和维修方法的研究,有利于提前制定相关的维护措施或维修计划,延长发动机的在翼使用时间,增强维修单位对高压涡轮常见故障的预防和排故能力,降低航空公司的运营维护成本,保障飞行安全。从CFM56系列发动机高压涡轮零部件面向维修的设计改进措施的研究中我们可以发现,未来先进涡扇发动机高压涡轮的发展方向就是不断提高涡轮前温度、降低维修费用、提高可靠性、延长使用寿命、优化结构设计、开发新材料和提高工艺制造水平。这些技术增长点势必会成为我国开展大型民用涡扇发动机高压涡轮的研制和维修工作的技术发展方向。
[1] 陈光.航空发动机结构设计分析[M].北京:北京航空航天大学出版社,2006:137-150.
[2] 王银坤,唐庆如,郑伟.CFM56发动机涡轮导向器结构损伤的研究[J].西安航空技术高等专科学校学报,2013(1):36-38.
[3] 陈少龙.CFM56-5B发动机高压涡轮间隙控制活门伺服燃油漏油故障的维护措施[J].航空维修与工程,2012(2):76-78.
[4] CFMI.CFM56 China all operators meeting [Z].2013.
[5] CFMI.SB CFM56-5B S/B 75-0041 [Z].
