张力控制系统在变频造纸设备中的应用研究
2014-07-09徐敏XUin
徐敏XU M in
(徐州工业职业技术学院,徐州221140)
0 引言
造纸业是我国国民经济重要的基础性原材料产业,具有技术和资金密集以及规模效益显著的特点,其产业关联度较大,市场容量和发展潜力大,并逐步成为拉动农业、机械制造业、化工、印刷等产业的重要力量,为我国经济发展做出了突出贡献。传统的造纸业主要采用大功率的SCR直流调速控制系统,具有能耗量大、维修复杂、抗环境能力差、安全可靠度低等缺点,轻则无法保证生产出来纸张的质量,重则出现机器损坏。与原有的直流调速技术相比,交流变频调速技术不仅具有卓越的调速性能,还具有良好的节电性能,制造工艺简便,制造成本低,填补了以往的技术空白,因此被广泛应用于造纸行业。
交流变频调速技术目前被公认为最有前途的交流调速方式,它继承和发挥了交流电机本身固有的优势,如结构简单、可靠性高、动态响应度高、耐用性好等。对造纸业而言,在其制造过程中,对造纸机的主要控制要求包括线速度同步、负荷分配功能。速度链功能以及张力控制,另外还有一些其他控制要求如爬行、紧纸、急停等。而目前在对造纸机器控制系统的研究中,对张力控制系统的研究越来越成为研究的热点,张力控制系统可以有效地控制纸幅张力,保证其稳定性,从而保证了纸机生产线的稳定性,避免出现纸幅断裂情况。纸幅张力控制一般由直接控制和间接控制组成。其中,直接控制一般用于大型、高速纸机的张力控制。
1 造纸机工艺流程概述
按照纸张的成形过程可将造纸机分成网部、压榨、前干燥、施胶机、后干燥、压光机、卷纸机几部分,具体结构见图1。在造纸过程中,流浆箱先在网部完成纸浆的脱水成型工作,再将纸浆运送至压榨部进一步脱水,并使纸层均匀展开,接着在前干燥中烘干纸张,之后通过施胶、后干燥以及压光、成卷,行车将纸卷吊至复卷机,对纸张切边并分割,以满足顾客需要。

图1 造纸机的工艺流程
2 张力控制理论分析
张力控制一般由直接张力控制和间接张力控制组成。直接张力控制通过张力传感器对张力数据进行检测,有效地调节了两个分部之间的速差值,使纸幅的张力最终达到了期望值。直接张力控制法具有精确度高、控制效果好、可操作性强等优点。但与此同时,这种方法的成本较高,不适合一些低速、小型造纸机的张力控制。而间接张力控制主要通过电气调节的方法有效地补偿了纸页间的张力,它实现了传动点机械特性的软化。因此,在日常生产中,人们多采用直接张力控制的方式控制纸幅张力。
2.1 张力检测原理
在进行检测时,一般将张力传感器安装在纸幅导纸辊的支撑轴下方,在检测时只检测水平方向的张力值。当纸幅通过导纸辊时,其张力就被分解为垂直和水平方向的力,具体情况见图2。
将纸张的总张力设置为F,设导纸辊和轴承的重力为G,纸幅的夹角为α、β,则有:

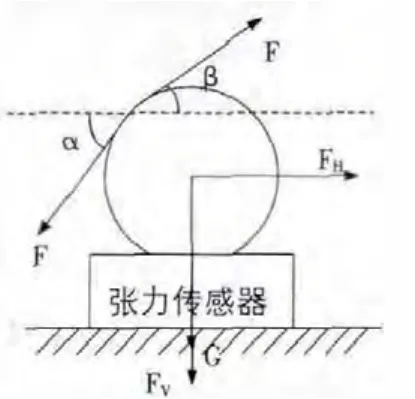
图2 张力检测原理
α、β角可以测得,纸幅的张力值F根据张力传感器的值可以计算出来,为提高检测精度,通常在导纸辊两端各安放一个张力传感器,测量值经处理器处理后所得平均值送PLC。
2.2 直接张力控制的实现
基于PLC的张力控制原理如图3所示。
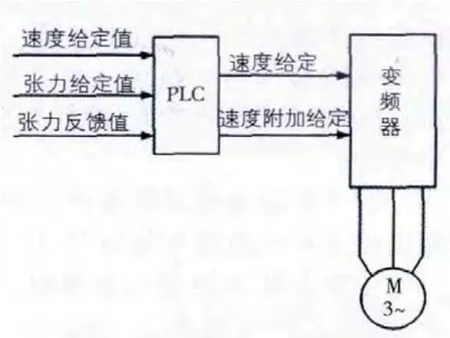
图3 直接张力控制原理图
首先先按照(2)式公式计算出输出速度给定值,再比较张力给定值和张力检测值的大小,及时调整速度给定,进而调整矢量变频器的输出频率。要想进行直接张力控制,就必须保证变频器的调节性能良好以及计算精确,从而实现系统的安全稳定运行。
式中:D——辊子直径(m);f——变频器频率给定(Hz);V——纸机工作车速(m/min);p——电机的磁极对数;i——传动点的总机械传动比。
3 张力控制MATLAB仿真
整个张力控制过程如图4所示,当张力实测值不等于张力给定值时,应采用给速度链增加附加速度的方式,有效避免纸幅出现过紧或过松的情况,防止断纸的出现。
已知期望张力值为65N。PID参数kp=0.5,ki=0.3,kd=0.6。仿真结果如图5所示,由图可知,初始时纸张张力为64.3N,运行25s后到达稳定值65N。仿真实验表明,系统完全满足张力控制要求。
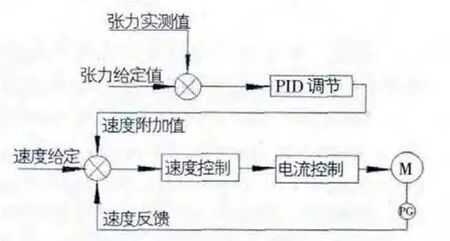
图4 张力控制过程示意图
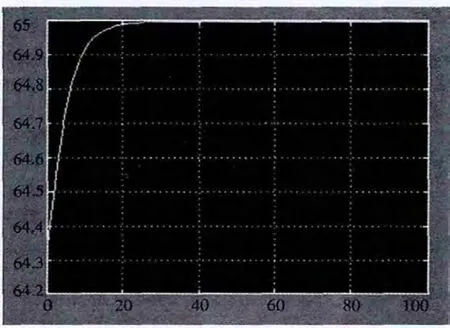
图5 张力控制MATLAB仿真结果
4 总结
综上所述,为进一步提高造纸机的安全性和稳定性,防止纸幅断裂情况的出现。本文就张力控制系统在变频造纸设备中的应用做了详细的分析和研究,并提出了张力控制系统张力控制的两种类型,同时还进行了仿真模拟。本文通过Matlab软件环境下,Simulink工具箱对张力控制的仿真模拟,有效地分析和验证了其最终运行结果,从而验证了张力控制系统应用于变频造纸设备的可行性。
[1]郝彩霞.金属压力加工张力控制系统关键技术分析[J].高科技与产业化,2010(06).
[2]肖中俊,孟彦京,刘玉.张力控制在纸机传动控制系统中的研究[J].微计算机信息,2005,21(4).
[3]陈景文,孟彦京,王红艳.张力控制在纸机传动中的应用[J].中国造纸,2007,26(4).
[4]姚水莲.新型自动络筒机张力控制系统的分析与研究[J].纺织机械,2012(04).
[5]田海,杨青峰.基于现场总线的PLC控制变频造纸系统[J].微型电脑应用,2010(07).
[6]刘丹,王宏斌.基于模糊控制的反光膜卷张力控制系统[J].中国科技信息,2010(09).