CRH380AL型动车组受电弓四级检修技术研究
2014-07-08姜红邓艳俊
姜红,邓艳俊
(南车青岛四方机车车辆股份有限公司技术工程部,山东 青岛 266111)
0 引 言
为保证动车组车辆的运行可靠,需要对动车组进行定期检修。动车组检修分为五个等级。一级和二级检修为运用检修,三级、四级、五级检修为高级检修,高级检修周期循环图如图1 所示。其中,从新造或上次五级检修起,每运行120 万公里或每三年进行一次的修理,称作动车组四级检修。受电弓是动车组从接触网受流的唯一部件,它的状态直接影响动车组的运行安全。在四级检修规程中,受电弓检修为状态修,其工序包括清洗、受电弓状态修、受电弓试验等。本文在四级检修规程的基础上,结合CRH380AL 型动车组现车的受电弓四级检修的实际经验,对受电弓的检修工艺进行了分析研究。

图1 动车组高级检修周期循环图
1 受电弓结构概述
CRH380AL 动车组使用的受电弓型号为DSA380 型受电弓,弓头长1950 mm,滑板长1576 mm,质量(不包括绝缘子和阀板)不超过130kg,其结构如图2。
2 受电弓四级检修标准
2.1 滑板
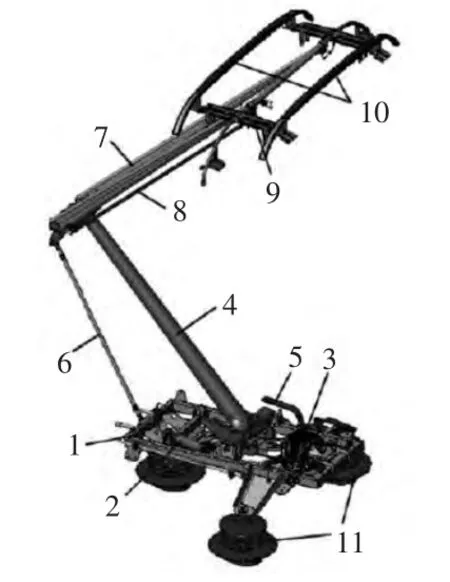
图2 受电弓示意图
受电弓滑板属于易磨损部件,当出现下列情况之一时必须更换:1)滑板的碳条磨耗后剩余高度不足5 mm;2)滑板断裂;3)滑板漏气;4)纵向贯穿性裂纹;5)滑板大面积掉块(接近宽度的1/2);6)铝托架严重烧损(面积接近1/2);7)两个滑板高度差大于3 mm。更换碳滑板条时,滑板条与弓头左、右支架接触面涂抹导电接触脂,螺栓应涂抹螺纹润滑剂,保持两个滑板高度差不大于3mm。
2.2 阀板
阀板需要安装牢固,通过目测和听觉检查以保证阀板的气密性良好,压力表可显示压缩空气是否接通。当受电弓从最高位降到最低位时,减压阀排气正常。
2.3 其它部位
检查压力表是否校验合格;清洁过滤器;用温水或温水加中性洗涤用品对绝缘子擦拭干净,不许用尖利物品刮刺或在硅橡胶表面用力摩擦;弓头的活动部分在任何高度均动作灵活,弓头支架等零件无变形、脱落、裂纹等现象;上框架零部件无变形、开裂等现象;下臂杆零部件无变形、开裂等现象,转动灵活无卡滞;底架橡胶件无老化变形等现象;升弓装置气囊无裂纹、破损现象,关节装配转动灵活;阻尼器动作不灵活、漏油时须更换;各部软连接线无断股,连接螺母紧固,接触良好;钢丝绳应该无断股,在降弓位置两侧钢丝绳的张紧程度要求一致;检查PU 气管以保证其安装良好,无破损和漏气现象。
2.4 受电弓试验
2.4.1 静态压力特性
确认受电弓压缩空气压力在额定范围内(0.34~0.42 MPa),在其工作高度范围内进行升、降弓试验(带阻尼器),分别在1 200、1 600、2 000 mm(距离绝缘子下表面)等高度下测试其静态压力。要求向上运动时,力的最小值不能小于65 N,而向下运动时,力的最大值不得超过95 N。
2.4.2 升降弓特性
1)从落弓位置升到最大工作高度距离绝缘子下表面(2 800 mm),升弓时间应不大于10 s,且受电弓不许有回跳;2)从最大工作高度(距离绝缘子下表面2 800 mm)降到落弓位置,降弓时间应不大于10 s,且不允许有引起损坏的冲击;3)自动降弓装置。在更换滑板时,检验ADD 性能,即将受电弓升起0.4~0.5 m,打开试验阀,受电弓应迅速降下。
3 四级检修过程中遇到的问题及对策
3.1 受电弓升弓气囊裂纹
3.1.1 问题描述
受电弓四级检修过程中,经常发现升弓装置气囊外表面有龟裂的情况。上述龟裂发展下去,可能导致升弓装置气囊漏气,造成受电弓意外降弓,严重影响行车安全。
3.1.2 解决措施及效果
针对上述问题,结合受电弓升弓装置气囊制定检修标准如下:撑起受电弓使钢丝绳处于松弛状态,即气囊不受力且不充气时,升弓装置气囊裂纹长度大于25 mm 且深度大于1.2 mm 时须更换。
该标准既保证了行车安全,又节约了检修成本,有力地促进了检修技术水平的提高。
3.2 导流板裂纹
3.2.1 问题描述
根据售后部门反馈,受电弓弓头位置的导流板圆柱销固定圆孔处产生裂纹,如图3 所示。组织受电弓厂家分析,认为导流板安装结构存在问题:导流板一边圆柱销固定,一边螺栓紧固。在动车组高速运行时,导流板圆柱销固定侧会频繁振动,随着时间的延长,导流板出现疲劳裂纹。
3.2.2 解决措施及效果
根据上述分析,制定解决措施如下:将圆柱销固定方式更改为螺栓固定方式,如图4 所示。该措施已结合三、四级检修进行实施。

图3 受电弓导流板圆柱销固定圆孔处产生裂纹
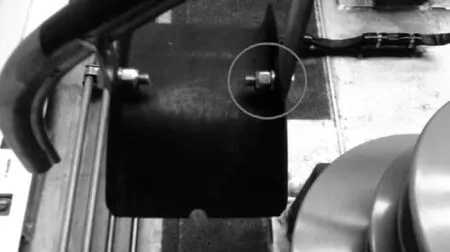
图4 受电弓导流板螺栓固定方式
将圆柱销固定方式改为螺栓固定方式后,导流板两侧均为刚性连接,消除了导流板圆柱销固定侧频繁振动的根本因素,避免了导流板疲劳裂纹的出现。
4 结 语
目前,四级修是国内运行的高速动车组逐渐进入的检修阶段。而受电弓作为直接影响动车组运行安全的重要部件,其检修显得尤为重要。本文以CRH380AL 型动车组为例结合受电弓的实际使用情况,介绍了受电弓的四级检修工艺。该检修工艺的研究将对类似动车组受电弓的检修工作具有重要的参考价值。
[1] 王庆涛.时速200~250 km 动车组转向架四级检修技术概述[J].铁道车辆,2011,49(2):37-40.
[2] 陈文芳.CRH2 型动车组受电弓常见故障处理及改进建议[J].学周刊:C,2011(8):203-204.
[3] 周建源.时速250 km 的CRH2 型动车组受电弓四级检修工艺[J].电力机车与城轨车辆,2013,36(3):91-92.
