Y型接头加工夹具改进设计研究
2014-07-08魏林
魏林
(渤海船舶职业学院,辽宁 葫芦岛 125005)
0 引 言
图1 所示Y 型接头通常是由镗床加工完成的零件,由于镗床切削速度慢、镗削螺纹时精度难以保证等原因,难以生产出合格的产品。为此笔者通过在车床上设计了一种实用的夹具,顺利地解决了“本体”无法在车床上直接装夹的难题,完成了Y 型接头的加工任务,满足了产品质量要求。
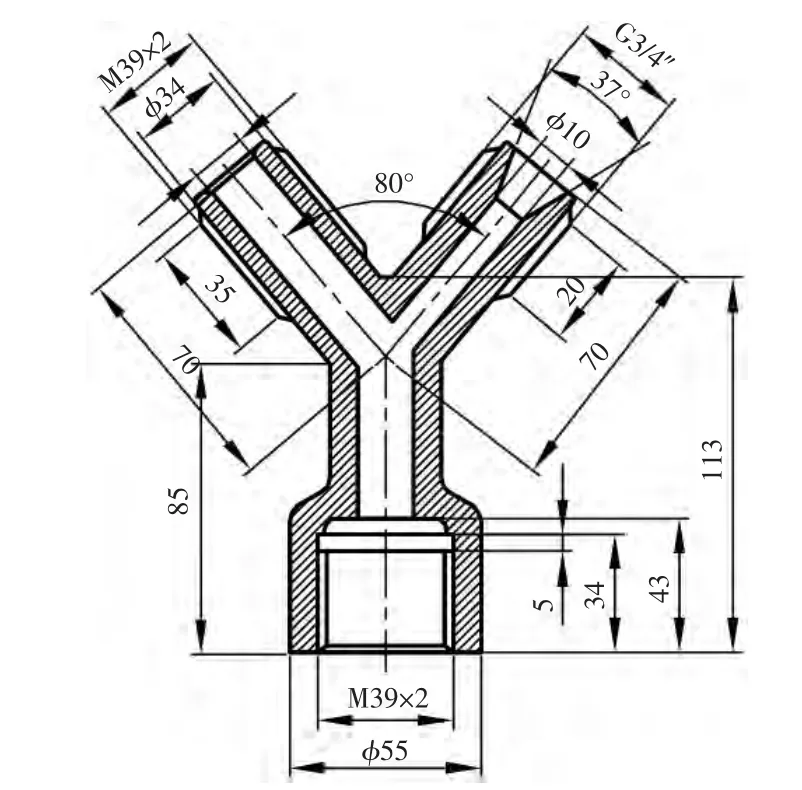
图1 Y 型接头零件图
1 Y 型接头零件的机械加工难点分析
1)材料难加工。船用产品液压管件上的连接部件,需要具有防腐蚀的能力,Y 型接头所选用的材料为1Cr17Ni2 的不锈钢,属奥氏体不锈钢,这种钢材的机加工切削性能很差,对加工硬化非常敏感,该材料的塑性好、韧性高,但切削时易粘刀,易加工硬化,刀具非常易磨损,机加工难度大,难以保证机加工后的表面粗糙度。
2)Y 型接头的外形特殊难装夹。车削加工时工件旋转,刀具不动,可以获得较高的切削速度,硬质合金刀具(特别是选用机夹刀具)能够有效地克服1Cr17Ni2 材料在机加工时产生的冷作硬化现象。车削加工各种螺纹的质量好,车床加工螺纹时挂轮调整非常方便,也便于对刀和用环规等量具检验螺纹加工后的质量,更主要的是钻深孔时,加工速度和加工质量都有所提高。但是由于Y 型接头的前端两个通口夹角是80°,与另一个通口的夹角是140°,用四爪卡爪直接装夹时,夹持前两个通口时能加工下端的通口,但当下端通口加工完成后,直接用四爪卡盘装夹工件却无法使上端其中的一个三通口处于车床卡盘中心并且与卡盘垂直的位置。因此,当采用车床加工该零件时,存在着不能直接装夹的问题。
2 设计车床夹持Y 型接头的专用夹具
首先对其下端的这一个通口,确定可以用车床直接加工,其方法是,用四爪卡盘夹住毛坯的上端(该毛坯采用的是自由锻方法锻造的一个260 mm×100 mm×60 mm的长方体),然后车削下端各部尺寸成品,而上面这两个通口如何在车床上进行装夹就是本次设计专用夹具要解决的问题。车床加工要具备的条件是零件的轴心必须与车床主轴(卡盘)中心重合,其外圆和内孔才能被车床加工成品,这是此次夹具设计的关键。
1)选择定位基准。通过对“本体”零件形状的分析,该三通有3 个圆心在同一平面上,而且Y 型接头下端的一个通口可以不用夹具直接在车床上加工,可以利用这一点,此外在加工下端通口时,只需保证M39×2 的内螺纹和端面加工质量,确保M39×2 的内螺纹的螺纹精度并且和端面垂直,就可以利用其作为夹具的定位基准,再利用夹具来解决另外两个通口的装夹问题。
2)提出设计车削加工Y 型接头的基本思路。用车床卡盘无法直接装夹Y 型接头进行车削加工,如果把该零件固定在一个夹具上,然后再用车床的四爪卡盘夹持这个夹头,就能完成加工任务。为此,可用一个弯板型式的夹具,将零件固定在弯板上,再将弯板装夹在C630 车床的四爪卡盘上,在适当调整卡盘位置,即能解决“本体”的装夹问题。
3)夹具设计方法。将Y 型接头上端的两个通口靠在弯板侧边上,使其一个通口与底边垂直,而且基本上处于弯板的中心位置,然后将其下端的通口位置向弯板底边引线,至合适位置,参照此位置,将线过渡到弯板内侧,在底板上划一条40°的线,贴着侧边从底加工面的上面和下面各加工出φ55 mm 的同心孔,中间壁厚留25 mm,并加工出φ30+0.010的孔,加工这些孔的作用,是在弯板底部准备安装定位销轴,用于联接Y 型接头的下端面,达到固定零件的目的。
定位销轴的设计与制作:定位销轴的作用是联接和固定Y 型接头的下端通口,另外还必须使定位销轴能准确牢固地固定在弯板上,因此定位销轴的上端车制了M39×2的外螺纹,螺纹后的端面与M39×2 螺纹垂直。销轴的φ30的轴颈的尺寸公差,与弯板孔的尺寸基本相同,用来保证Y 型接头与弯板的定位精度,定位销轴的下端加工成M36×2 的螺纹,用螺母和弹簧垫片加以固定。
锁紧装置设计:Y 型接头用固定销轴装夹在弯板上后,由于该处是螺纹连结,可以旋转,没有完全控制零件的自由度。为此,可在弯板的另一侧设计锁紧装置。锁紧装置由压板、双头螺柱、螺母、弹簧垫片组成,螺栓采用M14 的双头螺柱。锁紧装置制作完成后,车削Y 型接头的专用夹具基本上制作完成。
4)夹具使用方法。将Y 型接头的下端通口与定位销轴联结在一起,靠实后,将定位销轴把紧在弯板上,这时上部的两个通口,一个通孔与弯板的底板垂直,另一个通口可以用锁紧装置夹紧。当锁紧装置锁紧后,接头本体就被固定在专用夹具上,此时把专用夹具装夹在车床的四爪卡盘上,就可以对接头进行加工。当第一个通口加工完后,按照上述办法把另一个通口移至该方向,就能完成Y型接头的加工。
3 结 语
通过设计车削加工Y 型接头的专用夹具,使Y 型接头由镗削加工转变为车削加工,克服了镗削加工时存在的效率低、质量差的难题。加工后Y 型接头的尺寸数据、表面粗糙度及技术参数符合图纸的要求,应用专用夹具比镗床加工提高了生产效率近5 倍以上,解决了加工难题。
[1] 孟少农.机械加工工艺手册[M].北京:机械工业出版社,1991.
[2] 陈心昭.机械加工工艺装备设计手册[M].北京:机械工业出版社,1998.
