SL150在热连轧中的应用
2014-07-07刘翔王文龙曹萍韩頔王欢
刘翔,王文龙,曹萍,韩頔,王欢
(1.天津电气传动设计研究所有限公司,天津300180;2.河北华电石家庄鹿华热电有限公司,河北石家庄050200;3.河北工业大学电气工程学院,天津300130)
SL150在热连轧中的应用
刘翔1,王文龙2,曹萍3,韩頔1,王欢1
(1.天津电气传动设计研究所有限公司,天津300180;2.河北华电石家庄鹿华热电有限公司,河北石家庄050200;3.河北工业大学电气工程学院,天津300130)
矢量控制交-交变频调速系统在我国轧钢领域有着广泛的应用。西门子公司于近年推出了新型的交-交变频调速系统——SL150系统。以一条1 780 mm不锈钢8连轧生产线为例,介绍了SL150控制系统的应用。列举了系统控制方式,硬件结构,主要功能和调试软件。并且与SIMADYN-D进行了对比。通过调试与应用证明了该系统具有良好的动态性能和调节能力。
交-交变频;矢量控制;同步电动机
1 引言
交-交变频矢量控制系统在我国中压大型传动方面(特别是冶金行业中的可逆轧机、热连轧等主传动)得到了广泛的应用。
20世纪90年代,西门子公司推出了SIMADYN-D交-交变频矢量控制系统。以其强大的控制性能,与现场应用的可靠性,在我国大型冶金项目中得到了广泛应用。SIMADYN-D是一种基于总线结构的多处理器通用控制器,硬件有多种机箱、处理器模版、通信缓冲模版、接口模版、外部通信模版等模块以供不同的任务选择,组合使用。
随着技术的更新,时至今日,在我国市场已近20 a的SIMADYN-D,目前被西门子所推出的新系统——SL150所取代。
本公司在国内率先掌握了SL150的系统设计与应用调试技术,并且于今年年初在福建某不锈钢热连轧线上得到了应用。目前此项目已经进入磨合生产阶段,产能效益良好。
2 热连轧机组简介
本项目为一条1 780 mm不锈钢8连轧生产线。主要由加热炉区,粗轧区,热卷箱区,精轧区,卷取区组成。整条生产线中,SL150系统用于粗轧上下辊,与精轧8组机架的传动控制。
对于粗轧机控制,需要轧机在有限的道次中,使得钢坯产生巨大的形变,这方面就要求SL150系统在大负荷的情况下依然具有高效的控制性能。同时一座粗轧机,采取上下辊分别控制,在控制中需要根据轧钢工艺设定负荷平衡,雪橇板等控制环节。
对于精轧机控制,SL150传动系统将电动机转矩传递给工作辊,控制带钢轧制速度,由于8组机架间是一个相互耦合的系统,所以对速度控制要求要比粗轧高一些。在保证电机能力允许的条件下,可以根据所需终轧温度和成品厚度确定轧制速度。当连轧机组最后一架轧机的轧制速度确定之后,其他各架轧机的轧制速度必须满足金属秒流量相等的条件:

式中:h1~h8为F1~F8轧机的轧出厚度;v1~v8为F1~F8轧机的轧辊速度;s1~s8为F1~F8轧机的前滑值系数。
本项目热连轧系统如图1所示,钢坯由加热炉加热,经过粗轧机5道次的轧制形成中间坯,进入热卷箱,中间坯从热卷箱出来后经过飞剪切头进入精轧机组,最后通过喷淋辊道,卷取成卷。由此完成一个工作周期。

图1 热连轧系统图Fig.1 Diagram of hot rolling system
整条热连轧系统,精轧区8套主电机参数如表1所示。

表1 精轧区主电机参数Tab.1 Main motor parameter of fine rolling system
单独一套SL150系统,主回路系统单线图见图2。
对于一套SL150系统,根据图2可以分为定子,励磁,编码器,主电机4个部分。以F1为例,主要介绍定子与励磁部分,编码器与电机较为简单,就不再赘述。

图2 主回路系统单线图Fig.2 Single line diagram of main circuit system
定子部分,通过1台13 800kV·A的三裂解变压器将三相35kV的交流电压变为1.1kV的交流电压,供给晶闸管整流柜;整流柜环节选取本公司自主开发生产的RG3A-10000/1200-ABBJJG系列整流柜,三相交流电经整流柜交交变流后,通过主开关为主电机定子供电。
励磁部分,通过1台1500kV·A的三裂解变压器将三相10kV的交流电压变为450 V的交流电压,为F1,F2,F3励磁环节的整流装置供电;该整流装置选取本公司自主开发生产的ZX3A-2000/ 750系列整流装置,三相交流电通过单象限整流装置为主电机励磁供电。
3 基于SL150主传动系统
3.1 控制方式概述
本项目中总共使用了10套SL150系统,分别对粗轧上下辊,与精轧8架机组的交流同步电动机进行传动控制。控制方式采用大功率交-交变频矢量控制技术。
大功率交-交变频器通常采用三相桥式晶闸管可逆整流装置。如果触发移相控制信号是直流信号,变频器的输出电压是直流;若触发移相控制信号是交流信号,相应变频器的输出电压则是交流,实现变频。由于这种变频器无中间直流环节,故称为交-交直接变频。通过建模仿真,交-交变频器单相输出仿真如图3所示。
同步电动机的动态数学模型是一个高阶、非线性、强耦合的多变量系统。如果以产生同样的旋转磁动势为准则,在三相坐标系上的定子交流电流与电压通过3/2变化可以等效成两相静止坐标系上的交流电流与电压。若观察者站在铁心上与坐标系一起旋转,看到的便是一台直流电机。

图3 交-交变频器单相输出Fig.3 The phase output of AC-AC convertor
既然同步电动机经过坐标变换可以等效成直流电动机,那么,模仿直流电动机的控制策略,得到直流电动机的控制量,经过相应的坐标反变换,就能够控制交流电动机了。这样通过坐标变换实现的控制系统就叫作矢量控制系统。
3.2 SL150硬件结构
每套SL150系统控制单元硬件组成如图4所示。
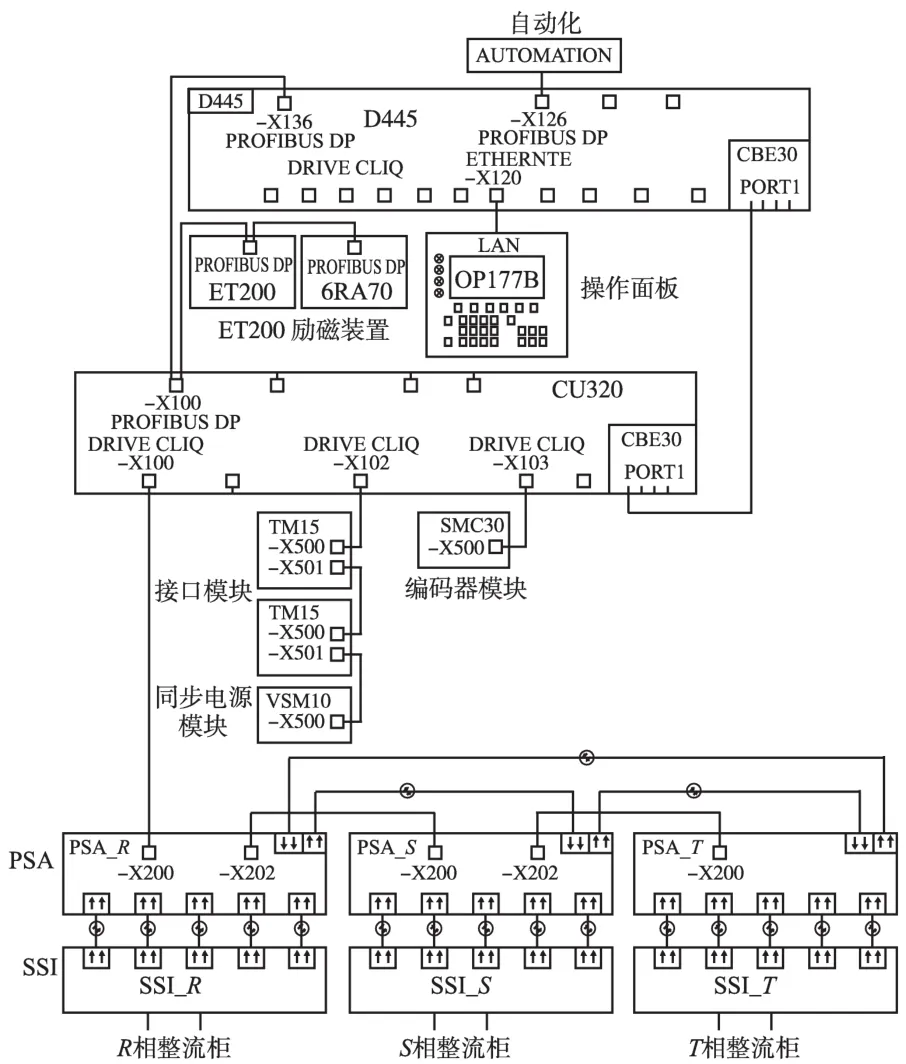
图4 SL150系统硬件结构图Fig.4 Configuration diagram of system hardware
D445模块是SIMONΤION-D系列中性能最高的版本,如果单独使用,可以同时控制多达64个轴。可以将运动控制,逻辑控制与驱动控制集成在一个CPU中执行,外形紧凑,操作方便。常被用于运动控制和高速I/O需求高场合,以及要求高速等时间同步功能的设备。
SL150系统中的D445,主要与上级自动化进行通讯,接收上级自动化传来的控制字,速度给定,转矩附加给定,转矩限幅等信号,同时将系统的状态字,速度实际值,电流实际值等信号发送给上级自动化;与操作面板OP177B进行通讯;同时对由辅助柜中EΤ200M接收到的高压状态,整流柜状态,电机连锁信号等外部状态信号,及其控制信号进行逻辑处理;并且与CU320进行数据交换,将控制字,速度给定,转矩限幅等信号传输给CU320,同时接收其发来的速度实际值,电流电压,故障等信号。
CU320模块是一个多轴控制单元,可以对负载进行矢量控制,伺服控制与V/f控制,以应对不同的场合需求。在SL150中,核心控制——矢量控制便是在CU320中完成的。图5为矢量控制系统框图。
矢量控制的核心问题是坐标系定义和坐标系变换。按照定义,交流电机的坐标系包括:静止的定子120°坐标系和90°坐标系;旋转的转子直角坐标系和磁通直角坐标系。交流电机的所有矢量都在空间以同步速度旋转,它们在静止的定子坐标系上的分量都是交流量,其计算和控制比较复杂。借助于坐标系变换,先从三相120°坐标系进入两相90°坐标系,再从静止坐标系进入旋转坐标系,这样,交流电机的所有矢量都变成了静止矢量,它们在直角坐标系下的分量都是直流量。在交-交变频系统中,同步机的基准旋转坐标系定位于气隙磁通方向,静止的定子坐标系到旋转的磁通坐标系之间的夹角定义为磁通角,到旋转的转子坐标系之间的夹角定义为转子角,而旋转的转子坐标系到旋转的磁通坐标系之间的夹角定义为负载角。这3个夹角间的基本关系式为:磁通角=转子角+负载角。转子角可以通过脉冲编码器直接测量,磁通角只能以计算方法获得,由此可完成坐标系的正变换和反变换。经过磁场定向和坐标系变换之后,同步电机在电磁转矩产生的意义上与直流电机是等效的,控制其磁化电流就能保持气隙磁场的恒定,控制其定子电流的转矩分量就可以灵活地控制电磁转矩,由此实现了磁通与转矩的解耦控制。
由图5可以看出,同步电机矢量控制调速系统主要由主回路和控制回路两部分组成。
主回路包括:三相交-交变频器,接受控制信号,为电机提供所需的电压电流;同步电动机,系统的被控对象;速度编码器,为系统提供转速以及转子位置等信息;电流电压检测环节,为系统提供电压、电流信号,以供计算控制;转子励磁装置,为电机提供所需的励磁。
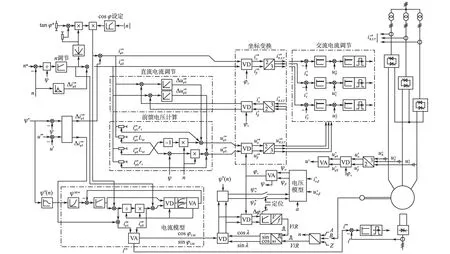
图5 同步电动机矢量控制系统框图Fig.5 Block diagram of the synchronous motor vector control system
控制回路包括:速度调节单元,接收速度给定信号,为系统提供的给定;功率因数控制单元,为系统提供的给定;电压模型,在高速段,计算出电机磁通,为系统提供磁通幅值位置角;电流模型,在低速段为系统提供磁通有关参数,同时为励磁装置提供给定信号;直流调节器及前馈电压计算,输出用于电压前馈补偿的定子电压给定值。
SL150系统中的CU320,接收通过接口模块ΤM15传入系统的外部状态信号,同步电源信号,编码器信号以及由PSA发送而来的整流柜实际值信号;根据D445传输的控制信号,运行矢量控制相应的程序,最终的控制信号以脉冲触发信号的形式传输给PSA模块。
PSA与SSI模块主要任务有两方面:一方面将控制信号发送给整流柜单元;另一方面接收由整流柜单元采集而来的电压、电流、零电流信号,以供系统进行运算处理。
PSA接收由CU320发出的脉冲触发信号,同时将此信号转变为光信号输出到外部,对于采用光触模式的整流单元,可以将此信号直接作为触发信号使用;对于采用电脉冲触发模式的整流单元,中间还需要添加SSI环节。PSA将信号传输给SSI,在SSI模块中进行光电转换处理,将脉冲信号以电信号的形式传给三相整流柜,触发整流柜中各晶闸管。
3.3 其他主要功能
3.3.1 功率因数控制
第1段:实际转速小于等于最高速度的31.22%,在这一段里,维持电机内功率因数为1,的给定为0。电动机电压随速度升高而增大,并且比电动机反电势增长快,在转速达到最高转速的31.22%时,达到额定电压。此时内功率因数为1的优点:在该速度段励磁电流相对较小,降低了电机发热;此段变频器输入无功功率较小;同时外功率因数最低约为0.96,降低不多。
第2段:实际转速大于最高转速的31.22%,小于等于最高转速的39.02%(即电机的额定转速),这是一个过渡段,在这一段里,电机电压维持额定电压不变,通过加大给定(此时为负),使电流矢量由电机反电势矢量向电机电枢电压矢量靠拢,最后在实际转速等于额定转速时达到外功率因数角为0。
第3段:实际转速大于额定转速,即弱磁段,在这一段里,维持电机电压等于额定电压,外功率因数角始终为1,从而保证了高的电动机输出能力。
3.3.2 扭振抑制
粗轧机传动轴系是一种弹性和惯性系统,当咬钢(或负荷突变)、或负荷周期性变化时,相当于在轴系上加了一个阶跃力矩,轴系会产生一个交变力矩,叠加在正常轧制力矩上,出现扭矩振荡。如果一旦该交变力矩的频率与轴系固有谐振频率接近或相等时,就会引起轴系低频共振。这种共振产生的异常力矩可能超过系统正常力矩,并可能造成轴系机械或电动机的损坏。
在速度控制软件中配有速度实际值有源滤波环节,采用陷波滤波原理,通过设置陷波频率及阻尼系数,可以滤除在速度实际值中的低频谐振信号,因而能防止电动机轴系产生共振。在系统调试时,根据实际检测的波形,确定系统低频谐振频率,设置合适的陷波频率及阻尼系数。
SL150中速度控制环节中有自带的陷波滤波器。在实际应用中,当出现某一频率性振荡时,将采集到的速度实际波形,通过傅里叶变换,可以看出某一频率谐波含量较大,此时便可以通过设定陷波滤波器来适当滤除速度实际中此段频率的信号,从而防止电动机轴产生共振。如果需要设置一个频率100Hz,带宽5Hz的陷波滤波器,需要设置:P1656.4=1,P1677=1,用于激活陷波滤波器;通过设置P1680=100Hz,P1678=100Hz,P1679=0,P1681=0.025,得到频率100Hz,带宽5Hz的陷波滤波器。
3.3.3 上下辊工艺配合
上、下辊系统间通过通讯方式实现速度分配、负荷平衡等工艺功能。
在咬钢前下辊给定线速度高于上辊给定线速度,咬钢后再经一定延时使上、下辊给定速度相同,这样可以实现钢板轧制滑雪板特性的工艺要求,以免出现叩首,钢坯扎入辊道。
负荷平衡环节主要是平衡上、下辊之间的定子力矩电流。当上、下辊间定子力矩电流之差超过设定的门槛时,通常我们将这个门槛值设定为4%。通过微调上、下辊间的给定速度值,使得其差值在允许的范围之内。
3.3.4 负荷观测
负荷观测根据电机模型最终可以获得定子负载电流给定。定子负载电流给定作为速度调节的预控,直接叠加在速度调节器的输出端,用来减小PI调节器中积分器的调节量,加快速度调节过程,减小动态速降,从而实现快速,高精度速度调节的需要。
3.3.5 换辊定位
通过同步电机转子位置检测系统,准确地计算转子位置,使轧辊定位在换辊位置,实现轧辊定位准确停车。
3.3.6 其他功能
系统除正常轧制功能外,还具有正向点动反向点动、爬行、快速停车及紧急停车等功能。
3.4 调试软件
SCOUΤ工程开发系统具有友好的人机交互性。运动控制,逻辑控制与工艺控制的工程开发,以及驱动器的组态与调试,均由一个系统完成。实际上大部分任务的处理均可用图形方式完成,直观性极强,包括组态、编程、测试及调试。智能的用户提示信息,实用的帮助功能,自动的检查功能简化了任务的完成过程,特别适合于第1次编制运动控制程序的用户。SCOUΤ的所有工具均被集成在一起,并具有统一的形式。
SL150调试软件就是使用的SCOUΤ软件,在调试过程中软件的使用主要可以分为两部分:一部分是对D445内程序进行修改调试,这部分程序主要是以CFC语言编写,直观性较强,便于工程人员调试;另一部分是对CU320中的程序进行修改调试,主要是以参数列表的形式进行调试对于大部分工程师,这种调试方式并不陌生。
3.5对比SIMADYN-D
首先从硬件上讲,S150系统核心控制单元只有D445与CU320,相比SIMADYN-D动辄10余块控制板相比,可靠性更高;如果考虑到后期维护,D445,CU320加之类似与ΤM15等接口模块都是被众多系统广泛使用的器件,如果硬件出现故障,寻求可替换的备件要容易得多;同时相关器件的单独采购,相比SIMADYN-D,成本更低廉,采购周期更便捷。
其次从软件上说,SIMADYN-D系统的调试软件开发已久,却没有随着时代技术变革而更新,使其对电脑硬件,电脑操作系统要求都极为苛刻,使得SΤRUC-G成为只有少数受过专业培训的人员才能使用的调试工具,严重限制其推广应用,也为厂方日后维护带来了极大的困难。
相比,SL150的调试软件SCOUΤ,其对电脑硬件,系统的要求就没有那么严苛,目前尚在使用中的大部分电脑都可以安装,而且支持多个操作系统,极大地方便了工程人员的使用;并且SCOUΤ的操作界面具有更加友好的人机交互性,让使用者可以很快上手。
新的软件,新的功能也使得SL150的调试变得简便了许多。以反馈信号调零为例,SIMADYN-D调试过程中需要反复的试数,观测,才能得到满意的结果,调试时间长,参数精度低;而在SL150中,通过参数设定,即可实现自动调零,方便快捷。诸如此类的改进很多,大大缩短了一套系统的调试周期,同时调试精度也有相应的提升。
由于目前本公司对SL150的应用也是处于初步阶段,整体调试思路承袭于SIMADYN-D,基于新系统,新软件强大的功能,对于SL150的调试存在着很大的改进空间。随着相关技术的不断完善,中压大功率同步电机方面的性能将会有一个整体的提升。
4 调试与应用
4.1 调试
在实际应用调试中,不同技术团队会有自己独到的调试方案,而本公司技术团队将SL150调试过程主要分为3部分进行。
首先,需要按照电机参数,整流装置填写参数;在参数书写完毕后进行电流、电压反馈系数的标定工作;之后对硬件部分进行各项相应实验,如整流柜的空升压实验,电机的通电流实验等,以确保整个系统硬件各环节完好无损。
其次,进行电机速度开环实验与调试,在这个过程中,主要是检验各项反馈是否正常,为应对非正常情况,在该实验中要注意各个环节的保护措施;同时查看电机运转状态是否正常,确保电动机可以在之后高速,加载等实验中正常运转。
最后,进行电机速度闭环实验与调试,在这个过程中,将根据工艺提出的性能指标,对系统进行精细的调试,使其静态与动态性能皆可以满足各项技术指标要求。
目前本公司已在福建某厂调试完成1 780 mm热连轧项目,全线10组SL150系统运转良好。由于此项目是我公司SL150系统首次调试,调试过程中虽然出现了一些始料未及的阻碍,但依然凭借坚实的技术实力在客户要求的工期内独立完成了整条轧线的调试工作,确保厂方顺利投产。
4.2 应用
图6为轧钢时F1的速度与电流波形图,从图6中可以看出,电机在咬钢时,来自自动化的速度给定信号会在判断咬钢后速度给定减小,从而减小一些系统速度调节量,有助于系统更快地恢复稳定;由图6可以看到,速度实际值咬钢时,速降0.07m/s,并且在速度给定变化前已基本跟随上速度给定值,之后速度实际值始终与速度给定值相贴合。可见,系统具有良好的动态性能。

图6 F1波形图Fig.6 Waveforms diagram of F1
在整个过程中,可以看到,电流除了在咬钢时为了调节有所波动,其余时间段没有过多的波动,极为稳定。咬钢时电流最大值可达2 000A,正常轧制电流1700A,可见电流的超调量较小,同时考虑到F1主电机额定电流可达2 500 A,系统具有2倍的过载能力,可知系统还具有极强的调节能力。若出现更恶劣的工况,也可以有效的调节。
5 结论
本文主要阐述了中压大功率传动系统SL150在某热连轧项目中的应用,作为新一代的控制系统,虽然目前应用并不广泛,但以其上述的一些优点,日后必定会在我国中压大功率传动领域占有一席之地。
[1]刘翔,曹萍,邸净宇,等.浅析Q轴主电抗增磁降速时对矢量控制系统的影响[J].电气传动,2014,44(4):20-24.
[2]陈伯时.电力拖动自动化控制系统[M].北京:机械工业出版社,2002.
Application of SL150 in Hot Rolling Line
LIU Xiang1,WANG Wen-long2,CAO Ping3,HAN Di1,WANG Huan1
(1.Tianjin Design and Research Institute of Electric Drive Co.,Ltd.,Tianjin 300180,China;2.Hebei Huandian Shijiazhuang Luhua Co-Generation Power Co.,Ltd.,ShiJiazhuang 050200,Hebei,China;3.Technology Electrical Engineering,Hebei University of Technology,Tianjin 300130,China)
The vector control AC-AC variable-frequency speed control system is widely used in the field of steel rolling.Siemens in recent years introduced a new type of AC-AC variable-frequency speed control system—SL150 systems.Taken an 1 780 mm 8 stainless steel rolling production line as an example,the application of SL150 control system was introduced.The control method,hardware structure of system,main function,software debugging were listed.And compared with the SIMADYN-D.By debugging and application prove that the system has good dynamic performance and regulation ability.
AC-AC convert;vector control;synchronous motor
TM921.1
B
2014-04-11
修改稿日期:2014-07-24
刘翔(1988-),男,本科,助理工程师,Email:041188lx@163.com
