厌氧内循环反应器的结构、应用与优化
2014-07-05戴若彬陈小光姬广凯AwadAbdelgad向心怡唐萌嫣曾祥柳
戴若彬,陈小光,姬广凯,Awad Abdelgad,向心怡,唐萌嫣,曾祥柳
(1东华大学环境科学与工程学院,国家环境保护纺织工业污染防治工程技术中心,上海 201620;2东华大学教务处,上海 201620)
厌氧内循环反应器的结构、应用与优化
戴若彬1,陈小光1,姬广凯2,Awad Abdelgad1,向心怡1,唐萌嫣1,曾祥柳1
(1东华大学环境科学与工程学院,国家环境保护纺织工业污染防治工程技术中心,上海 201620;2东华大学教务处,上海 201620)
厌氧内循环(IC)反应器是第三代厌氧反应器的典型代表之一,具有容积效能高、节省能源、占地面积小、高径比大等特点,近年来逐渐在我国高浓度有机废水处理领域崭露头角。本文阐述了IC反应器的结构原理和水力特性,其结构相当于两个升流式污泥床(UASB)反应器串联,并具有内循环结构,水力特性包括升流速度和系统压降两个重要参数;概述了IC反应器的启动,其启动周期一般为3~6个月,增加污泥浓度可实现快速启动;介绍了IC反应器的底物抑制特性,其表现出一定氨氮耐受性;综述了该反应器的工程应用,论述了其在畜禽类高氨氮废水的处理潜力,并提出了IC反应器结构与工艺的优化方向。
厌氧内循环反应器;结构原理;水力特性;工程应用;优化
废水处理厌氧生物流化床反应器是一种集废水处理技术、流态化技术与微生物技术于一体的高效厌氧生物处理装置[1]。近年来厌氧反应器技术发展迅速,自从1974年Lettinga等[2]发明了升流式厌氧污泥床(UASB)为代表的第二代厌氧反应器以来,厌氧反应器开始广泛运用于实际废水处理。之后涌现了以厌氧颗粒污泥膨胀床(EGSB)[3]和厌氧内循环反应器(IC)[4]为代表的第三代厌氧反应器,尤其是IC反应器将两个UASB反应器串联并设置了内循环系统,极大地改善了污泥持留能力,具有容积负荷高、水力停留时间(HRT)短、高径比大、占地面积小、耐冲击负荷能力强等特点,备受行业关注[5]。
尽管IC反应器早在20世纪80年代就已研发成功,1986年荷兰帕克公司就将其投入生产,但直至今日,其核心技术仍未公开,保密极好(1994年才首次见到相关报道)[4]。近年来,国内外学者对其进行了相关研究。截至2013年12月,Sciencedirect英文检索文献只有寥寥10余篇,可见IC反应器的技术保密性极好。然而,国内对其的研究状况却大相径庭,自1995年上海富仕达酿酒公司从荷兰帕克公司引进我国第一套IC反应器技术以来[6],国内逐渐出现了自主生产IC反应器的厂商,有关IC反应器的研究和应用也越来越多,截至2013年12月,有关IC反应器的CSCD中文文献检索约300余篇。鉴于此,本文对IC反应器的结构、应用和优化作一综述。
1 IC反应器的结构特性
1.1 IC反应器的结构原理
IC反应器由第二代UASB厌氧反应器发展而来,可视为两个UASB反应器串联而成[7],其结构如图1。
IC反应器的特点之一是具有很大的高径比,一般可达4~8[8],而传统的UASB反应器的高径比一般为2~3[9]。IC反应器的基本框架(图1)为两个厌氧反应区,它的核心是由三相分离器、布水器、提升管、气液分离室及回流管所构成的内循环系统。废水从进水口进入经布水器均匀布水流至第一厌氧反应区,IC反应器较大的高径比使其具有较大的上升流速,使颗粒污泥床处于流化状态,此时固-液接触充分,大部分污水中的有机物在此被厌氧消化产生沼气,少部分有机物进入第二厌氧反应区继续厌氧消化并产生沼气。两个厌氧反应区中所产生的沼气分别被第一、第二三相分离器和收集,沼气产生的升力可带动气液混合物进入提升管,到达气液分离室后由于密度差产生气液分离,沼气从出气口排出,此时液体密度增大,在密度差与重力的作用下经回流管回流至第一厌氧反应区,经布水器导流与进水混合继续上升实现内循环。
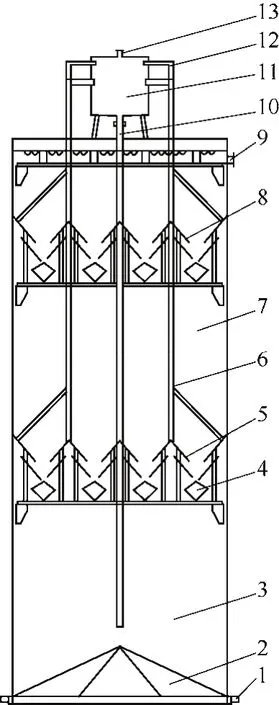
图1 厌氧内循环(IC)反应器结构
1.2 IC反应器的水力特性
IC反应器内的水力特性与传统的UASB反应器截然不同。水力特性是影响基质浓度、产物浓度、反应温度和物料停留时间的均一性的重要因素,它们是基质反应速率快慢的主要致因,较好的水力条件可有效提升反应器的抗负荷冲击能力[10]。升流速度和系统压降作为IC反应器两个重要的水力特性,是反应器操作优化与设计优化的重要参考依据。
1.2.1 升流速度
本文所提出的升流速度特指IC反应器的提升管内混合液的上升速度。Habets等[5]提出第一提升管的升流速度一般到10~20m/h,而第二提升管的升流速度仅为2~10m/h,可以推断第二厌氧反应区产沼气速率约为第一厌氧反应区的1/4,且该区污泥量较少,使得该区的流态趋于稳定,再结合第二三相分离器的作用,可以有效防止污泥的流失,可见内循环的流速(升流速度)很大程度上控制着整个IC反应器运行的稳定性。另外,回流管内流速也与升流速度关系密切,较高的回流流速可增大第一厌氧反应区内混合液的湍流程度,进而一定程度上增强了反应器的固-液传质效果,提升反应器容积负荷。可见,升流速度是IC反应器设计的重要参数之一。因此,Pereboom等[4]提出了IC反应器提升管液体升流速度ulr的表达式[见式(1),相关物理符号意义已在符号说明中给出,除特殊情况均不在正文内再作介绍,下同]。
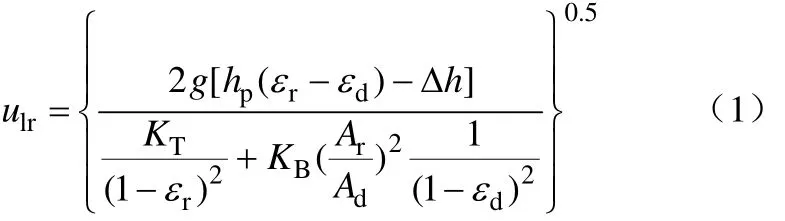
胡纪萃[6]结合IC反应器的水力特性和边界条件,对式(1)进行了修正,得到式(2)。
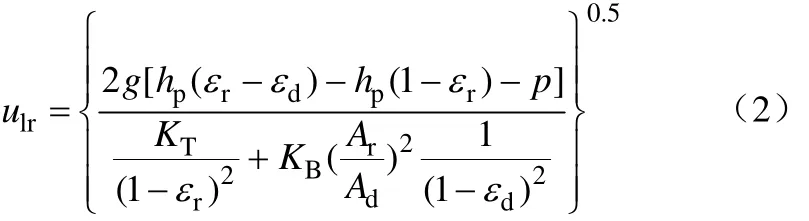
其中影响式(2)准确计算的一个重要因素是提升管底部阻力系数KB的值,参数KB一般通过生产性试验确定。胡纪萃[6]对进水为易生物降解的有机废水化学需氧量(COD)为6000mg/L、废水量Q为540m3/d、水温35℃的IC反应器进行了设计:进水设计容积负荷为20kgCOD/(m3·d),COD去除率为85%,沼气产率为0.5m3/(kgCOD),反应器有效高度20.0m,直径3.2m,升流管回流管管径均为150mm,并且经试算得到εr=0.385,εd=0.01925,求得升流管提升速度ulr=1.148m/s,内循环流量Qlr=73m3/h。
1.2.2 系统压降
系统压降直接影响IC反应器的运行能耗。在IC反应器中内循环系统的能量消耗等于沼气气泡绝热膨胀产生的能量[8],即内循环进行所需能量完全由沼气气泡提供,因此内循环系统的阻力损失可不计算在系统压降中。由于相比于局部压降,以D1为直径的管壁面沿程阻力所产生的压降极小,可以忽略不计,因此系统压降=床层压降+局部压降。由于进水速度的不同床层状态可分为固定床与流化床,其压降也不同。
(1)固定床 固定床状态下产气率较低,且大部分沼气都被提升管收集,反应器中除提升管外的流体气含率较低,可近似为液固两相流动。为计算系统压降,可将IC反应器物理模型概化(含主要尺寸)为图2。图2中右图是一种布水器的物理概化模型,采用两侧切向进水,两侧均有6根支管,每3根支管出水端围成一个小环形,与底部的锥体配合可实现均匀布水。
若假设向反应器中投加颗粒污泥占据整体反应器容积的50%,颗粒污泥平均直径[11]dp=1.14mm,颗粒污泥密度ρf=1.052g/cm3,床层初始空隙率ε0=0.50。固定床状态下污泥覆盖至截面4-4,即流体通过床层缝隙流动,整体压降ΔPf可视为由进水管与截面5-5至截面7-7的局部阻力损失和由底部至截面4-4的床层压降相加而成,即如式(3)。
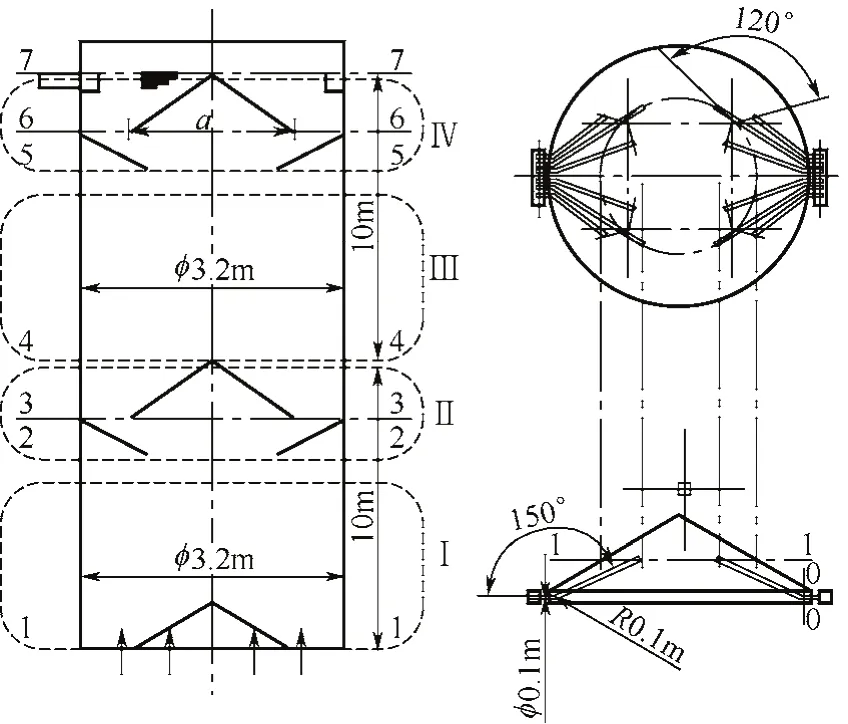
图2 IC反应器概化物理模型(三相分离器组件简化,内循环管路省略)

式中,ΔPf0- 0'为进水管的局部阻力导致的压降,可近似视为12条150°弯头管路局部阻力损失的叠加,表达式如式(4)。


式中,ζ0-0为进水管150°弯头阻力系数,由R/d=1,查得ζ0-0=0.058[12];ζ0-1为流道突然扩大的阻力系数,查得ζ0-1=0.5;ρl为流体密度,取0.993 g/cm3。
ΔPf0'-4为由底部至截面4-4的床层压降,由于床层为固定床,其压降模型满足Ergun方程,见式(5)。
式中,μ为35℃下液体黏度,取72.25×
ΔPf5-7为截面5-5至截面7-7的压降,包括流道突然缩小、流道逐渐扩大以及流道突然扩大的局部阻力所导致的压降,截面7-7处为环形堰流,可视为流道突然扩大为无限。ΔPf5-7表达式如式(6)。

式中,α为局部阻力干扰修正系数;ζ5-5为突然缩小的阻力系数;ζ5-6为渐扩管的阻力系数;ζ6-6为截面6-6的局部阻力系数;ζ6-7为截面6-6至截面7-7流道渐扩的局部阻力系数;ζ7-7为截面7-7流道突然扩大阻力系数;ua为流体刚过截面6-6时的流速,m/s。
床层起始流化速度umf即为固定床层压降与流化床层压降相等时的流化速度,表达式如式(7)。

式中,g为重力加速度=9.807m/s2。代入相关参数得umf=1.735×10-3m/s。

床层压降ΔPf0-0'与表观液速ul的关系式如式(9)。

由于ΔPfs-7的系数数量级为103,与式(9)、式(10)对比可明显发现,IC反应器截面5-5至截面7-7的压降相比于床层压降与进水压降极小,可以忽略,因此根据式(4)得到固定床状态下(ul<1.735×10-3m/s)总压降数学模型,如式(10)。

(2)流化床 在IC反应器床层完全流化之后,其床层单元便完全处于气液固三相流化床状态,陈小光等[11]研究发现此时其床内混合流体密度随气含率的增加而降低,导致反应器压降增加,以致一般厌氧反应器三相条件下床层能耗比两相条件最大能耗值高出一倍以上,可见流化床状态下压降受产气影响极大。然而对于IC反应器而言,由于其第一三相分离器(图2,Ⅱ)的存在,收集了第一厌氧区(Ⅰ)所产生的大部分沼气,且该部分沼气占整体反应器产气的80%[6],使得第二厌氧区(Ⅳ)的混合液体气含率显著降低。可见IC反应器的第一三相分离器(Ⅰ)与内循环系统的设置还起到了有效降低系统能耗损失的作用。
2 IC反应器的工程应用
2.1 IC反应器的启动
前已述及IC反应器具有容积负荷高、水力停留时间短、高径比大、占地面积小、出水水质较稳定、耐冲击负荷能力强等优点,但是其启动速度较慢,这也是厌氧反应器存在的普遍问题[13],已成为制约其推广应用的影响因素之一。
2.1.1 常规启动
为研究利用絮体污泥正常启动反应器所需时间,刘冰等[14]以絮状厌氧污泥为接种污泥,以生产淀粉和酒精的混合废水为处理对象,采用低浓度进水,逐渐增加有机和水力负荷的方法,历时105天,实现了IC反应器的启动。许英杰等[15]同样以絮状污泥接种IC反应器处理酒糟废水,运行至180天时启动基本完成,此时进水COD为20000~30000mg/L,COD去除率基本稳定在95%以上,出水COD不超过1000mg/L。可见,一般来说,若使用絮体污泥启动IC反应器一般需用3~6个月。
2.1.2 快速启动
鉴于IC反应器启动时间较长,吴静等[16]进行了IC反应器快速启动策略研究,发现采用“高容积负荷+较高的接种颗粒污泥浓度”启动策略优势明显,即接种污泥中悬浮固体(SS)浓度为25.33 g/L、有机容积负荷为11kgCOD/(m3·d)的条件下启动中温IC反应器,可在第10天即可完成启动(有机负荷达到13kgCOD/(m3·d),COD去除率为95%)。日本学者Tsuyoshi Imai等[17]研究发现在启动UASB反应器时投加吸水性聚合物能加速启动,即此时吸水性聚合物起到了生物载体的作用。同时王冰等[18]研究发现在启动UASB反应器时添加颗粒活性炭也能减少启动时间。可见,增加污泥浓度,可缩短IC反应器的启动周期。
另外,陈晨等[19]研究发现利用低强度的超声波照射启动前的颗粒污泥可将IC反应器启动时间由10天缩短至7天,且基本不会对微生物细胞结构产生破坏作用,相反还可以促进微生物的生长和代谢,启动结束时的VSS/SS值达到0.82,与种泥相比则有所升高,且其产甲烷活性也较高。
2.2 底物抑制
在良好启动的前提下,适宜的底物浓度是IC反应器高效运行的保障。氨氮作为厌氧反应器内微生物氮源之一,浓度适宜的情况下能提高体系pH值稳定性,但是,底物中过高的氨氮浓度会使游离氨浓度偏高,过高浓度的游离氨不仅能直接抑制甲烷合成酶的活性,且作为疏水性分子其能通过被动扩散进入细胞并转变为铵,铵的积累改变了细胞内的pH值,从而对细胞产生了毒害作用,导致体系产甲烷活性受到抑制[20-21]。于芳芳等[22]对取自某IC反应器的厌氧颗粒污泥进行了不同氨氮浓度对其产甲烷活性影响的研究,发现在氨氮浓度为800mg/L以下时颗粒污泥表现出产甲烷活性增强,当氨氮浓度高于1500mg/L时颗粒污泥活性产甲烷活性降低,并且该课题组还进行了高浓度氨氮对IC厌氧反应器运行的抑制性研究[23],发现当IC厌氧反应器进水COD为9000mg/L、氨氮浓度超过3036mg/L时对反应器的运行有抑制作用,氨氮对IC反应器的IC50(IC反应器去除效率为50%时的氨氮浓度)为4500mg/L,并且氨氮对反应器颗粒污泥的毒性是可恢复的,以葡萄糖为有机碳源,C∶N∶P为 200∶5∶1 进水,7天后COD去除率恢复到93.10%,该点可作为工程上IC反应器氨中毒恢复的参考。
值得注意的是,与同类型厌氧反应器相比,IC反应器体系表现出了较好的高氨氮浓度耐受能力。何仕均等[24]对取自某厌氧折流板反应器(ABR)的颗粒污泥也进行了不同氨氮浓度对其产甲烷活性影响的研究,当氨氮浓度超过800mg/L,颗粒污泥产甲烷活性明显被抑制。邓超冰等[25]对取自某UASB反应器的颗粒污泥进行了相同的研究,也得到了类似的结论。可见,它们的氨氮耐受浓度均低于IC反应器。究其原因,可能与IC反应器具有更长的泥龄有关,还可能与IC反应器的水力特性有关(IC反应器的内循环结构和较高的上升流速,使体系具有较强剪切力[26],致使颗粒污泥粒径明显大于传统UASB反应器[4],使其具有更好的氨氮耐受能力)。
2.3 IC反应器的处理案例
IC反应器的工程应用可追溯至20世纪80年代,第一个中试IC反应器及其后建造的100m3的IC反应器在荷兰建成投产,用于处理土豆加工废水[4],其进水COD浓度达上万mg/L,容积负荷可达35~50kgCOD/(m3·d),而处理同类废水的UASB的容积负荷仅为10~20kgCOD/(m3·d)[27]。近年来,IC反应器已在我国废水处理领域占有一席之地,见表1。
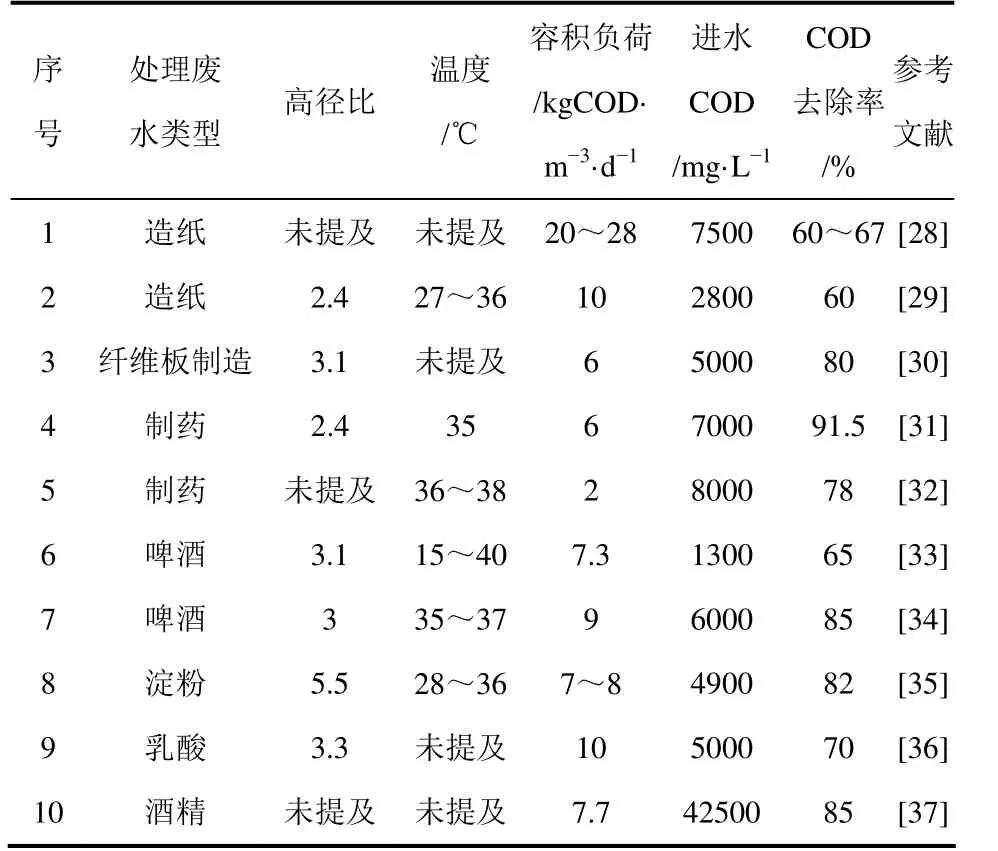
表1 IC反应器工程案例
由表1可见,生产性的IC反应器基本都被用于处理造纸、制药和食品废水等高浓度有机废水,处理废水最高COD达42500mg/L,并且容积负荷大多在10~30kgCOD/(m3·d)左右,去除效率大多数能达70%以上,最高可达91.5%,表现出极好的处理效能。同时可以发现IC反应器对温度适应范围较广,为15~40℃。另外,文献[33]报道IC反应器能很好应对啤酒季节性生产排水,在间歇运行下IC反应器处理效果依旧稳定,具有较好的抗冲击负荷能力。
近年来,IC反应器在畜禽类高氨氮废水处理领域也展现出一定潜力。邓良伟等[38]通过试验发现IC反应器在用于处理猪场废水时表现优于大部分猪场废水处理工艺,容积负荷为7kgCOD/(m3·d)左右,COD去除率可达80.3%。刘晓[39]在EGSB反应器内也发现同步硝化反硝化反应脱氮功能[微氧状态下(DO=0.3~0.4mg/L)],当HRT=8h、进水COD浓度平均为400mg/L、进水氨氮浓度平均为38mg/L、总氮平均为46mg/L时,COD去除率为94%,氨氮去除率平均为83%,总氮去除率平均为81%,而IC反应器与EGSB反应器在水力流态上具有诸多相似之处(较高的上升流速),也极可能在微氧条件下具有较好的脱氮效能。前已述及IC反应器体系表现出了较好的高氨氮浓度耐受能力,因此,IC反应器在处理畜禽类高氨氮高有机浓度废水处理同样具有推广价值。
3 IC反应器的优化
尽管IC反应器已有成功案例,但鉴于其反应器结构的复杂性和水质成分的多样性,IC反应器的可加工性和运行的稳定性难以获得普遍认可,其结构和工艺仍有较大优化空间。
3.1 结构优化
布水器和三相分离器是IC反应器的重要内部构件。全丽君[40]利用Fluent软件,通过分别建立液相模型以及气-液、液-固两相模型对不同布水形式和不同三相分离器折板角度的UASB反应器进行数值模拟和流场分析,进而达到优化UASB反应器结构的目的。其优化结果:①均匀进水形式和梯形进水形式对UASB反应器内部气-液分离效果影响基本相同,但梯形进水形式提高了UASB反应区气液混合均匀性;②三相分离器折板角度为45°~50°有利于UASB反应器内气-液-固三相的分离。因此,针对IC反应器的内构件优化,也可借助CFD模拟(近年来CFD模拟发展迅速,在污水设备设计领域CFD也表现优势),有望取得较好成果。
内循环结构亦是IC反应器的技术核心之一。工程上由于诸多条件限制,IC反应器的高径比往往在2~6(表1),并且处理一些极高浓度有机废水(如垃圾渗滤液,COD>20000mg/L)时IC反应器内流量较小,导致IC反应器内的上升流速较低,加上产气量较小,难于实现良好的内部循环,极大地制约了反应器处理潜能。若通过增设外部循环管路,依靠循环泵提供动力,增加上升流速,促进基质循环,能增强传质,优化菌群结构[41],且附加外循环还能有效稀释进水,增强耐冲击负荷能力。因此,增设外循环管路可优化IC反应器的结构。阮文权[42]通过对IC反应器附加外循环结构,发明了一种沼气提升式强化厌氧反应器,并且在2008年12月起该反应器已被利用于对无锡惠联垃圾热电厂垃圾渗滤液的处理,反应器直径为8m,高度为23.6m,有效容积800m3,进水COD为40000mg/L,流量为300t/d,出水COD为5000mg/L左右,去除率高达85%,对垃圾渗滤液的处理达到了良好的效果。
3.2 工艺优化
工程中所处理的高浓度有机废水种类繁多,成分复杂,一般采用传统的厌氧+好氧工艺处理废水,要将废水达标排放,往往占地面积较广。我国土地资源日益紧张,若将IC反应器与新型工艺进行组合,以减少占地面积为目标进行工艺优化,具有一定现实意义。
将IC反应器与膜生物反应器(MBR)工艺进行耦合,MBR膜能够进行极好的固液分离,去除绝大多数不溶性有机物,同时进一步增强了系统的污泥持留能力,有利于增殖缓慢的细菌的截留、生长和繁殖,并且IC反应器的高COD去除率能一定程度上控制膜污染[43],两者共同协作能够同时高效地去除溶解性与不溶性有机物。Torres等[44]试验发现即使厌氧膜生物反应器(AnMBR)容积负荷率比UASB反应器高50%,进水SS浓度比UASB反应器高一倍,AnMBR出水COD去除率可达99%,TSS去除率为100%,UASB反应器COD去除率为92%,TSS去除率约70%。据此推断,若将IC反应器与MBR工艺耦合,既能减少工艺占地面积,又能提升对污染物的去除效果。
通过对IC反应器外加场力可增强其容积效能,一定程度上降低了后续好氧工段的负荷。有研究表明,通过对生物反应器附加适当磁场能够有效提高反应器效率。刘建荣等[45]实验发现向厌氧流化床中投加磁粉(钡铁氧体,表面磁感强度为5mT)形成稳恒弱磁场,能微生物产生正的磁生物效应有效提高生化反应速率。Liu等[46]发现在厌氧氨氧化反应器周围附加磁场强度为16.8~95.0mT的静磁场均能够提高反应器的去除效能,并且在磁场强度为75.0mT时反应器去除效能提升最高,可达50%,另外还发现该磁场强度对厌氧氨氧化菌的生长活性也有一定的促进作用。尽管目前对于磁场在厌氧生物反应器影响的研究仍处于试验阶段,但它在试验中表现出的积极效果使得其在IC反应器的进一步优化方面不可忽视。
4 结 语
厌氧内循环(IC)反应器具有与第二代厌氧反应器显著不同的典型结构,具有容积负荷高、占地面积小以及抗冲击负荷强等优点。IC反应器相当于两个UASB反应器串联,以生物产气的提升力为动力,依靠内循环结构实现基质和污泥的内循环;升流速度和系统压降作为IC反应器两个重要的水力特性,是反应器操作优化与设计优化的重要参考依据。
IC反应器的启动速度是其工程推广的关键之一,其常规启动周期一般为3~6个月,增加污泥浓度可实现反应器的快速启动。IC反应器在国内外的工程案例和相关试验研究反映出其不仅适合处理高浓度有机废水,而且其显示出一定氨氮浓度耐受性,在畜禽类高氨氮废水处理领域有较大潜力。
对于IC反应器的结构和工艺优化,布水器、三相分离器和循环结构是结构优化的主要部件;为进一步节省占地和提高容积效能,可将IC反应器与MBR工艺组合;将IC反应器与外加场力(如磁场)耦合亦可能成为未来的发展趋势。
符 号 说 明
Ad—— 回流管截面积,m2
Ai—— 对应截面i-i的面积,m2
Ar—— 升流管截面积,m2
Di—— 对面截面i-i的直径,m
dp—— 颗粒污泥直径,mm
g—— 重力加速度,m2/s
H—— 床层高度,m
hD—— 气体提升高度,m
hp—— 升流管出口液位与反应器顶部自由液位的几何高差,m
KB—— 升流管底部阻力系数,量纲为1
KT—— 升流管顶部阻力系数,量纲为1
p—— 气液分离器内沼气压力,mH2O
Q—— 废水量,m3/h
Qlr—— 内循环水量,m3/h
ui—— 对面截面i-i的液体流速,m/s
ul—— 表观液速,m/s
umf—— 床层起始流化速度,m/s
ulr—— 升流管上升流速,m/s
α—— 局部阻力干扰修正系数,量纲为1
Δh—— 升流管与回流管液位高差,m
ΔPf—— 固定床层总压降,Pa
ΔPfi-n—— 截面i-i至截面n-n的压降,Pa
μ—— 流体动力黏度,Pa·s
ρp—— 颗粒密度,g/cm3
ρl—— 流体密度,g/cm3
ε0—— 床层初始空隙率,量纲为1
εd—— 回流管持气率,量纲为1
εr—— 升流管持气率,量纲为1
ζi-i—— 截面i-i的局部阻力系数,量纲为1
ζi-n—— 截面i-i至截面n-n的局部阻力系数,量纲为1
[1] (美)Fan Liang-shih. 气液固流态化工程[M]. 蔡平译. 北京:中国石化出版社,1993:276.
[2] Lettinga G,Field J A,Sierra-Alvarez R,et al. Future perspectives for the anaerobic treatment of forest industry wastewaters[J].WaterScience & Technology,1991,24(3-4):91-102.
[3] Guo Wanqian,Ren Nanqi,Wang Xiangjing,et al. Comparative study of influence of inoculating sludge with different pre-treatments on start-up process in EGSB bio-hydrogen producing reactor[J].Journalof Chemical Industry and Engineering,2008,59(5):1283-1287.
[4] Pereboom J H F,Vereijken T L F M. Methanogenic granule development in full scale internal circulation reactors[J].Water Science and Technology,1994,30(8):9-21.
[5] Habets L H A,Engelaar A J H H,Groeneveld N. Anaerobic treatment of inuline effluent in an internal circulation reactor[J].Water Science and Technology,1997,35(10):189-187.
[6] 胡纪萃. 内循环(IC)厌氧反应器设计计算方法的探讨[J]. 中国沼气,2011,29(1):3-6.
[7] Driessen W,Yspeert P. Anaerobic treatment of low,medium and high strength effluent in the agro-industry[J].Water Science andTechnology,1999,40(8):221-228.
[8] 胡纪萃. 试论内循环反应器[J].中国沼气,1999,17(2):3-6.
[9] Van Lier B,Grolle K C F,Stams A J M,et al. Start-up of a thermophilic upflow anaerobic sludge bed(UASB) reactor with mesophilic granular sludge[J].Applied Microbiology andBiotechnology,1992,37:130-135.
[10] Wu J,Zhang J B,Jiang Y,et al. Impacts of hydrodynamic conditions on sludge digestion in internal circulation anaerobic digester[J].Process Biochemistry,2012,47(11):1627-1632.
[11] 陈小光,郑平,唐崇俭,等. 超高效厌氧生物反应器能耗特征[J].化工学报,2009,60(12):3097-3103.
[12] 吴持恭. 水力学(上册)[M]. 第4版. 北京:高等教育出版社,2008:354.
[13] Lettinga G,Field J,Van Lier J,et al. Advanced anaerobic wastewater treatment in the near future[J].Water Science and Technology,1997, 35(10):5-12.
[14] 刘冰,赵雅光,余国忠,等. 内循环厌氧反应器的启动及影响因素[J]. 环境工程学报,2012,6(10):3412-2416.
[15] 许英杰,冯贵颖,买文宁. 生产性IC反应器厌氧颗粒污泥的生物学特征[J]. 环境污染治理技术与设备,2005,6(4):84-85.
[16] 吴静,黄建东,陆正禹,等. 内循环厌氧反应器的快速启动策略[J].清华大学学报:自然科学版,2010,50(3):400-402,406.
[17] Imai Tsuyoshi,Ukita Masao,Liu Jun,et al. Advanced start up of UASB reactors by adding of water absorbing polymer[J].Water Science and Technology,1997,36(6-7):399-406.
[18] 王冰,韩洪军,刘硕,等. 颗粒活性炭加速厌氧反应器污泥颗粒化的研究[J]. 中国给水排水,2011,27(11):72-74.
[19] 陈晨,马邕文,黄金泉,等. 低强度超声波加速IC厌氧反应器启动的研究[J]. 中国给水排水,2011,27(3):33-36.
[20] Chen Y,Cheng J J,Creamer K S. Inhibition of anaerobic digestion process:A review[J].Bioresource Technology,2008,99(10):4044-4064.
[21] 张波,徐剑波,蔡伟民. 有机废物厌氧消化过程中氨氮的抑制性影响[J]. 中国沼气,2003,21(3):26-28.
[22] 于芳芳,伍健东. 氨氮对厌氧颗粒污泥产甲烷菌的毒性研究[J]. 化学与生物工程,2008,25(4):75-78.
[23] 于芳芳,伍健东,周兴求,等. 高浓度氨氮对 IC 厌氧反应器运行的抑制性研究[J]. 环境工程学报, 2008,2(4):498-501.
[24] 何仕均,王建龙,赵璇. 氨氮对厌氧颗粒污泥产甲烷活性的影响[J].清华大学学报:自然科学版,2005, 45(9):1294-1296.
[25] 邓超冰,杨剑,冼萍. 规模化猪场原水氨氮对厌氧微生物活性的影响[J]. 环境科学与技术,2010(7):10-15.
[26] 邢波,章燕,王志荣,等. 水力剪切条件对IC工艺处理猪场废水的影响[J]. 中国沼气,2012,30(5):19-25.
[27] Chen X G,Zheng P,Qaisar M,et al. Dynamic behavior and concentration distribution of granular sludge in a super-high-rate spiral anaerobic bioreactor[J].Bioresource Technology,2012,111: 134-140.
[28] 刘爱军,蒋成东,邵根波,等. 气浮-水解酸化-IC-曝气-混合反应-砂滤工艺处理造纸制浆废水[J]. 给水排水,2010,36(5):62-64.
[29] 崔俊峰,唐启,王俊,等. 一种废箱纸板生产纸板的废水处理工艺[J]. 纸和造纸,2013,32(1):62-64.
[30] 谢付兵,买文宁,梁允. 混凝气浮IC接触氧化工艺处理纤维板废水[J]. 给水排水,2008,34(9):70-72.
[31] 梁家伟,买文宁,李伟民,等. 水解酸化/IC/曝气池工艺处理维生素生产废水[J]. 中国给水排水,2011,27(8):80-82.
[32] 夏怡. IC反应器在抗生素废水处理中的调试运行研究[J]. 中国给水排水,2011,27(11):88-90.
[33] 卢姿. IC反应器在啤酒废水处理中的应用[J]. 水处理技术,2013,39(7):124-127.
[34] Li Jie,Chen Shijun,Wang Jianhua,et al. Treatment of brewery wastewater by the method of internal circulation anaerobic reactor(IC)[C]//Proceedings of the 2nd International Conference on Asian-European Environmental Technology and Knowledge Transfer,Anhui,2008.
[35] 李平,徐文英. 厌氧(IC反应器)/好氧联用处理淀粉生产废水[J].中国给水排水,2009,25(2):52-54.
[36] 王白杨,嫦娥,欧阳二明,等. IC+A/O+BIOFOR处理高浓度有机废水工程实例[J]. 环境工程,2011,29(6):36-38.
[37] 赵希锦. IC+ SBR 组合工艺在酒精废水中的应用研究[D]. 成都:西南交通大学,2006.
[38] 邓良伟,陈铬铭. IC 工艺处理猪场废水试验研究[J]. 中国沼气,2001,19(2):12-15.
[39] 刘晓. 微氧状态下 EGSB 反应器除污染性能研究[D]. 哈尔滨:哈尔滨工业大学,2010.
[40] 全丽君. CFD对UASB 反应器内流态的模拟研究[D]. 长沙:湖南大学,2012.
[41] 张燚,陈滢,刘敏,等. 外循环对 IC 反应器运行效果的影响[J]. 化工学报,2014,65(6):2329-2334.
[42] 阮文权. 一种沼气提升式强化厌氧反应器及其应用:中国,ZL200910032414.1[P]. 2009-12-09.
[43] Lin H,Peng W,Zhang M,et al. A review on anaerobic membrane bioreactors:Applications,membrane fouling and future perspectives[J].Desalination,2013,314:169-188.
[44] Torres A,Hemmelmann A,Vergara C,et al. Application of two-phase slug-flow regime to control flux reduction on anaerobic membrane bioreactors treating wastewaters with high suspended solids concentration[J].Separation and Purification Technology,2011,79(1):20-25.
[45] 刘建荣,吴国庆,牛志卿,等. 磁态厌氧流化床处理印染废水[J]. 中国环境科学,1996,16(1):64-67.
[46] Liu Sitong,Yang Fenglin,Meng Fangang,et al. Enhanced anammox consortium activity for nitrogen removal:Impacts of static magnetic field[J].Journal of Biotechnology,2008,138:96-102.
Configuration,applications and optimization of internal circulation anaerobic bioreactor
DAI Ruobin1,CHEN Xiaoguang1,JI Guangkai2,AWAD Abdelgad1,XIANG Xinyi1,TANG Mengyan1,ZENG Xiangliu1
(1College of Environmental Science and Engineering,State Environmental Protection Engineering Center for Pollution Treatment and Control in Textile Industry,Donghua University,Shanghai 201620,China;2Office of Teaching Affairs,Donghua University,Shanghai 201620,China)
As one of the third-generation of anaerobic bioreactors,anaerobic internal circulation (IC)bioreactor has as advantages in high volume efficiency,energy saving,small floor area and high height/diameter ratio. It has become an important technology in high concentration organic wastewater treatment in recent years. This paper introduced the configuration principle and hydraulic characteristics of IC reactor. The configuration of IC reactor is equivalent to two of up flow anaerobic sludge blanket(UASB) series,with internal circulation. The hydraulic characteristics include two important parameters as up-flow velocity and system pressure drop. The start-up,substrates inhibition characteristic,and applications of IC reactor was overviewed. The prospect of IC reactor to treat livestock wastewater with high ammonia nitrogen was analyzed. The optimization orientation of IC reactor’s configuration and process was also discussed.
anaerobic internal circulation reactor;configuration principle;hydraulic characteristics;engineering applications;optimization
X 703
A
1000-6613(2014)09-2244-08
10.3969/j.issn.1000-6613.2014.09.003
2014-02-18;修改稿日期:2014-04-02。
国家青年科学基金(51208087)、上海自然科学基金(12ZR1400800)、教育部博士点基金(20120075120001)及中央高校基本科研业务费专项资金(2232012D3- 08)项目。
戴若彬(1993—),男,研究方向为废水生物处理过程及设备。E-mail dairuobin@163.com。联系人:陈小光,博士,副教授,主要从事废水生物处理工艺及设备的研究。E-mail cxg@dhu.edu.cn。
