螺纹磨床加工件螺纹表面波纹产生原因和消除办法
2014-07-01胡芳荣
胡芳荣
(哈尔滨量具刃具集团有限责任公司,哈尔滨150040)
螺纹磨床加工件螺纹表面波纹产生原因和消除办法
胡芳荣
(哈尔滨量具刃具集团有限责任公司,哈尔滨150040)
螺纹表面波纹的产生和消除是一个比较复杂的问题,影响表面产生波纹的因素很多,同时这些因素又经常互相影响。文中详细分析了波纹产生的具体原因及消除方法。
波纹;消除;操作
0 引言
一般来说,虽然工件的表面已达到了要求,但只要有波纹出现仍不能为合格品。工件表面若存在波纹将影响产品的质量,因此根据螺纹表面波纹产生的原因应采取相应的措施消除波纹。
1 波纹与表面粗糙度的区别
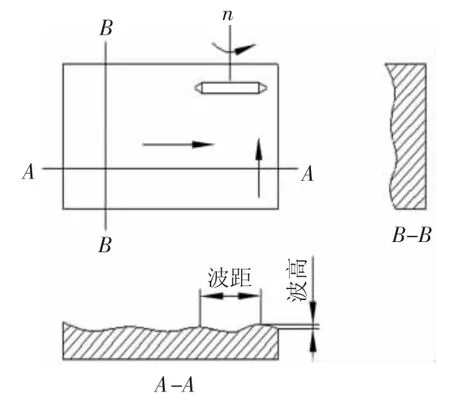
图1
波纹就是表面上的不平整度呈波形或螺旋形且循环复现的纹状,它是与砂轮主轴相平行的振痕及螺旋形线纹等组成的。表面粗糙度是属于微观几何不平度,它主要是砂轮磨粒磨削的痕迹,是叠加在表面上微小的不平整的波形。波纹和表面粗糙度的方向是相互垂直的,现以平磨的精度为例,如图1所示,波纹是在A-A剖面进行测定,而表面粗糙度则是在B-B剖面中进行测定。
2 波纹对产品质量的影响
1)耐磨性不好。由于工件有凹凸不平的波纹存在,则凸起的高峰容易被磨去,因而使工件失去了原有的尺寸精度,缩短了零件使用的寿命。
2)配合稳定性不好。波纹的凸起部分易被磨去,则原有的配合精度亦失去,从而改变了配合的性质,降低了可靠性。
3 波纹产生的具体原因及消除方法
3.1 电机部分
1)电动机转子、风扇叶、皮带轮这一整套的平衡不好。清除方法是首先将有关元件单独地作好平衡,然后将有关的转动元件全部组合后进行动平衡,要求平衡后的实际转动中心和理论中心在0.002 mm以内。
2)由于电动机两端的单列向心球轴承磨损。清除方法是更换轴承,轴承要求为D级精度。
3)电动机前后轴承压盖不同心。清除方法是将轴承孔扩大镶套后新扩孔以校正其同心度。
4)由于电动机电刷位置没有调整在对称于几何中心线上,使电动机磁场不平衡而产生振动。可重新调整电刷位置和校验电压,直到电机振动到允许数值内,将电刷固紧。
5)电动机装配不良。首先按图2所示检查转子各部位的几何精度,然后重新装配调整,检查装配质量,使电动机转子和定子间保持均匀的间隙,要求达到电动机外壳上任一点的振动均在0.002~0.003 mm范围内。

图2
6)电动机的安装。在电动机下部加消振垫(弹簧垫或木块),或将电动机安装在单独的隔离的地基上,以消振隔振。
3.2 砂轮主轴及工件主轴部分(砂轮主轴为主要原因)
1)砂轮的静平衡不好。一个刚从仓库领来的砂轮必须经过不止一次的平衡,首先将砂轮在车床上修整两端面,车出角度作一次平衡,然后装到螺纹磨床上用砂轮修整器粗打一次,再取下做一次精确平衡,方能装到机床上使用(平衡砂轮用的平衡架事先经过精确的水平校正)。
2)砂轮主轴或工件主轴的轴承间隙过大。更换或修复已磨损的零件,重新调整间隙,将间隙控制在0.002~0.003 mm范围内。
3)砂轮主轴轴承和锥度套的配合,以及锥度套及箱体的配合不良。轴承和锥套的配合可采用涂色法检查,要求接触面积不少于85%,分布均匀且大头接触要稍硬。
4)砂轮主轴及工件主轴两轴承孔的同心度不好。可采用巴氏合金研磨棒用氧化铬研磨轴承孔。
5)砂轮主轴及工件主轴轴径部分正圆度不好,有锥度,主轴轴向定位台阶端面和主轴中心不垂直。宜采用可调整的铸铁套或玻璃板修研。
6)砂轮法兰盘或皮带轮内孔与主轴接合不好,皮带轮质量不均匀。必须将砂轮法兰盘和皮带轮进行精确的静平衡,并保证它们与主轴的接合面积不小于80%,且接触面积分布要均匀(采用着色检查法)。三角皮带槽及其端面对孔的中心线的跳动应在0.01 mm以下。
7)当砂轮经过一定时间运转后再更换砂轮法兰盘时,因为主轴在运转过程中由于发热而膨胀,而装上去的法兰是冷的,虽然安装时两者配合较好,但当主轴冷却后再重新开车,则法兰盘内孔与主轴配合产生较大间隙。对策是在主轴冷却后重新紧固砂轮主轴上压砂轮法兰盘的螺母。
3.3 油压系统部分
1)液压机产生振动,旋转转子平稳不好。对策是检查液动机振动时,可降低其转数使其压力降至0.3~0.4 MPa,以观察液动机有无不等速现象。首先将转子上的皮带轮单独做好静平衡,然后将转子上的各有关零件全部组合好(包括皮带轮)再做一次较精确的静平衡,在平衡过程中,若发现不平衡现象,需在适当位置进行取重或加大块重量以达到平衡。
2)叶片油泵振动,油泵壳体内孔的阿基米德曲线磨损。对策是要求油泵在工作时油压变化在2个大气压之内。要求阿基米德曲线各联接部位需圆滑无棱角出现,并需与壳体端面垂直,允差0.005 mm,当磨损不严重时可在内圆磨床上进行修复。
3)油管系统产生振动,油路中各接头处密封性不好,使油路中进入气体。对策是更换油管接头,以加强其密封性。
3.4 其他
1)由于使用的三角皮带组织不均匀,各处软硬不一,或2根三角皮带长短不一,因而使皮带轮之瞬时转速不等。对策是三角皮带必须选择适当,在允许的条件下,尽可能地使用一根皮带传动,以避免由于几根皮带长短不均匀,使较长的皮带颤动而引起振动,如需用2根以上三角皮带时,选择需长短一致,最好改用无接头的平皮带。
2)由于砂轮粒度硬度不当。对策是在其它条件允许的情况下,尽量选择较软或粒度较粗的砂轮。
3)铲磨架摆动中心锥销磨损。对策是调整或修复锥销与其配合套的间隙。
4)机床要安装在有隔振沟的单独地基上。
4 波纹产生原因的分析步骤
由于造成工件表面出现波纹的因素很多,因而当工件表面出现波纹后,首先必须找出是由哪方面因素影响的,才有可能采取相应措施,其分析步骤见表1。
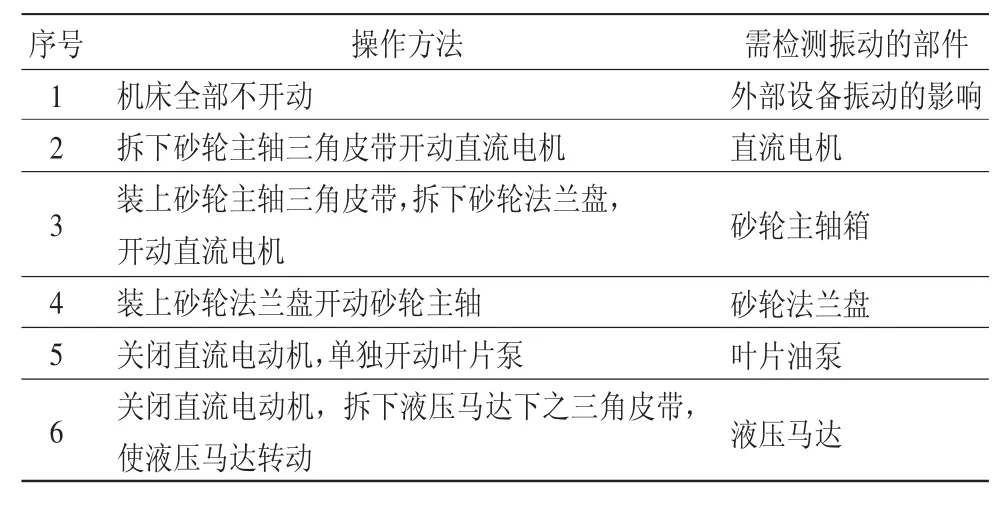
表1 波纹产生原因的分析步骤
将千分表架固于工作台上,千分表触头触及砂轮主轴外表,然后再按表1所列程序逐项进行检查,看千分表指针的变化值以确定产生振动的部件名称。
5 结 语
由于波纹的波距较大而波高很小,又没有较可靠的仪器来直接测量作为检验的依据,因此通过以上对波纹产生具体原因的论述及采取相应措施,就能消除波纹,使工件成为合格品。
(编辑昊 天)
TH 162
B
1002-2333(2014)05-0236-02
胡芳荣(1963—),女,工程师,主要从事机床设计和机械加工工艺工作。
2014-03-03
