JPVT高速主轴前外套端面斜孔加工的夹具设计
2014-07-01温石化
温石化
(广东省高级技工学校,广东惠州516100)
JPVT高速主轴前外套端面斜孔加工的夹具设计
温石化
(广东省高级技工学校,广东惠州516100)
针对具有高精度要求的JPVT高速主轴前外套在五轴加工中心上进行端面斜孔的加工,设计出一种既快捷又简便的专用夹具,从而可大批量生产,并且能保证加工精度、装夹方便、提高效率,为企业增加效益。
高速主轴;端面斜孔;专用夹具;设计
0 引言
在电子、机械等行业中,经常需要钻削很多直径较小(如φ1 mm左右)的深孔,对于此类小深孔的加工通常必须使用高速机床才能保证生产效率和加工精度。高速加工的关键技术之一是高速切削机床技术,而高速主轴又是高速机床实现高速切削最关键的技术之一。因此,高速主轴中大部分零件的精度要求都比较高,例如JPVT高速主轴的前外套加工,其工序安排是:车削内孔→精车外形→加工端面斜孔。
1 夹具设计
图1为JPVT高速主轴的前外套,所有内外圆同心度均为0.02 mm,内外圆与各端面垂直度均为0.02 mm。通过对零件进行工艺分析可知,工序3即上端面斜孔加工是最难完成的,完成工序1车削内孔和工序2精车外形后,此外套的端面斜孔必须选择在五轴加工中心上加工,外套属于薄壁零件,形位公差、外观要求都较高,因此需要设计专用的夹具。
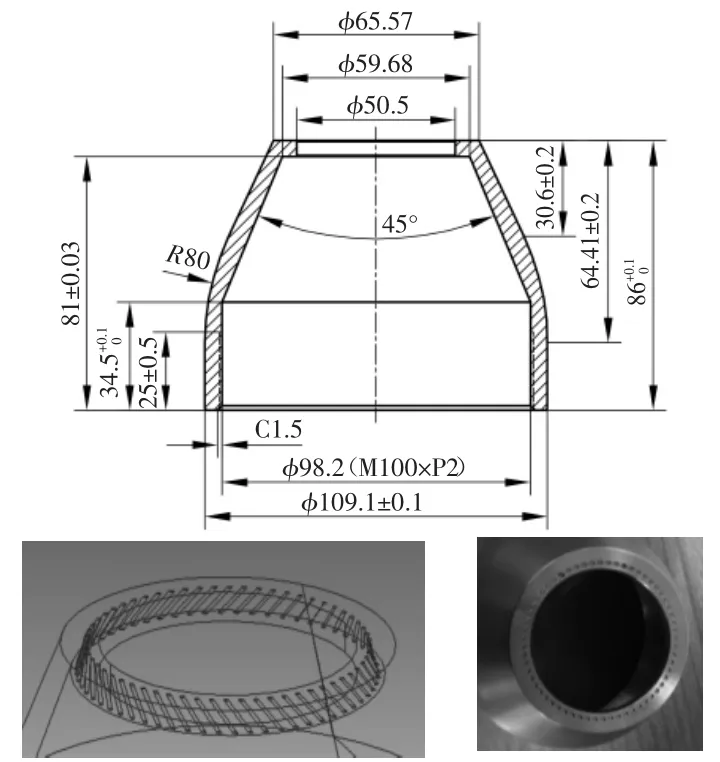
图1 JPVT高速主轴的前外套
根据零件在车削后完成的工序情况和零件的精度要求,设计夹具如图2所示。机床连接部件1的中间设计有一个和五轴加工中心工作台中间圆槽配合定位的凸圆台,方便定位在工作台中心,把机床连接部件1按正确的位置放在工作台上,用2个以上的压板把机床连接部件1压紧在工作台上。
接着通过4个M8螺丝3把机床连接部件1和夹具体5连接锁定,一起固定在工作台上(在机床连接部件1放在工作台上前完成)。夹具体5的中间设计有两个台阶,上面台阶和定位体连接,另一个台阶是放置弹簧。
弹簧的作用是当松开杯头螺丝2时,弹簧把定位体6往上弹出,带动零件脱离夹具体5,避免在松开零件时,零件底面和夹具体的上端面摩擦出现痕迹。夹具体5的侧面设计有一个螺丝孔,锁进M8无头螺丝7在定位体6的侧面槽中,限制弹簧弹出定位体6时距离过大。
零件和定位体6通过螺纹连接,为避免零件在加工过程中出现螺纹松动,定位体6中间设计一个螺栓孔,穿进一个M8×L80杯头螺丝锁紧定位体6,锁紧的过程中,使零件的下端面紧紧接触夹具体5的上端面,避免出现松动现象。
另外,定位体6锁紧后,定位体6和夹具体5的台阶面有1 mm的间隙,这样的设计首先是在此处空间存在一定的气压,保证每一个零件在拆除时都能顺利地脱离夹具体;另外在锁紧时,保证每个零件的下端面都能和夹具体5完全接触,不会出现定位误差。
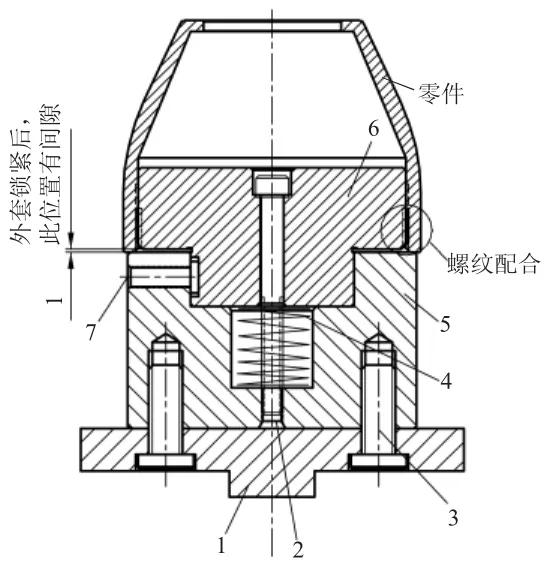
图2 夹具结构
2 结语
此夹具的设计遵循简单、制作方便、拆装容易的设计原则,保证零件在加工过程中不会产生变形,保证各项精度。但专用夹具的设计只能保证加工的方便性,具体在加工过程中还需要操作者选择正确的工艺、切削刀具和切削用量,否则容易把钻头断在孔里面导致零件报废。
(编辑:启 迪)
TG 75
B
1002-2333(2014)04-0175-01
温石化(1985—),男,机械工艺二级实习指导教师,数控铣床高级技师,多次参加全国数控技能大赛,曾获《全国技术能手》称号。
2014-01-26
