一种不等距螺距加工车床辅机
2014-07-01张慧珍
张慧珍
(内蒙古建筑职业技术学院,呼和浩特010110)
一种不等距螺距加工车床辅机
张慧珍
(内蒙古建筑职业技术学院,呼和浩特010110)
针对小型机械厂设备不全、加工不等距螺纹零件精度低、效率低、废品多的问题,研制了一种可加装在车床上的辅机,成功地实现了不等距螺纹零件的高精度加工。文中介绍了该辅机结构、原理、安装及使用方法。
辅机;速度编码器;小拖板;伺服电机
0 引言
在我国,特别是南方地区,机械加工厂日趋增多而且逐步走入小型、家族化。在这些小型机械厂中使用的机床往往是陈旧的老式车床、刨床和钻床,他们没有能力、也不可能配置完全齐备的加工设施。例如,有的小厂无数控机床,在加工不等距螺距的零件时,传统的加工方法通常有两类:一是在铣床上采用手工加工的方法完成,但精度低、劳动强度大、效率低,且经常出现废品;二是在卧式车床的进给系统中增设一套辅助装置(凸轮变速机构)实现变速加工,虽然能保证精度,但技术难度较大,设计成本较高,调变距增量较麻烦,且不利于推广应用。为此,经研究探讨,我们找到了一种解决此类问题的方法,即加装一种便捷式车床辅机。该辅机只要安装在车床上便可实现不等距螺距零件的高精度自动加工。
1 辅机的组成
辅机由电控部分(包括伺服电机、速度编码器、PLC及其辅件、行程开关和限位块)及传动部分组成。加工不等距螺距零件工作图如图1。
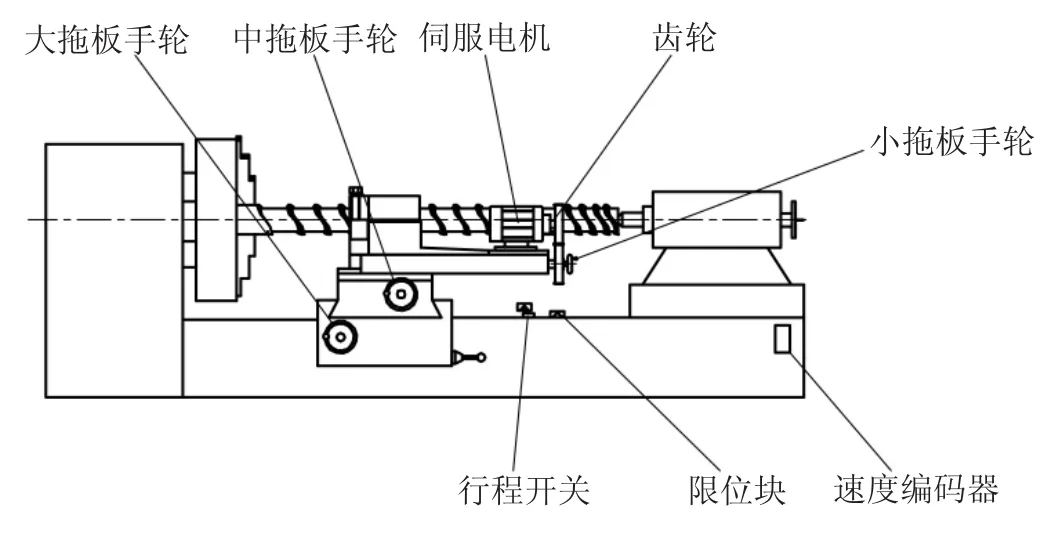
图1 加工不等距螺距零件工作图
2 安装方法
1)把车床的小拖板丝杠去掉,换新丝杠;
2)在小拖板上安装伺服电机;
3)分别在新换的丝杠和伺服电机上安装齿轮连接;
4)在大拖板上安装限位块和行程开关。在车床丝杠安装速度编码器上去信号,连接好PLC即可使用。
3 使用方法及加工原理
操作人员根据图纸对零件的要求,向PLC进行数据录入。数据录入后即可加工零件,使用非常方便。
使用方法如下:
1)等螺距丝杠加工:由车床按图纸要求的螺距(该螺距是由车床本身原有规格或外设挂齿轮可实现的)进行走刀量设置,车床丝杠带动大拖板随着工件每转动一周移动一个螺距,从而完成工件的加工。
2)不等距丝杆加工:由安装在车床丝杠速度编码器随车床丝杠转动,每转动一周发出50个信号后,经PLC对起始点数据进行记录,并给伺服电机发出指令使伺服电机工作。伺服电机转动经齿轮传动带动小拖板前后移动,实现了实际刀具的走刀量大于或小于等螺距的走刀量。
即:走刀量为大拖板移动量(基准螺距)与小拖板的移动量(补偿螺距)的合成。
第1圈螺距M1=m1;第2圈螺距M2=M1+p1;第3圈螺距M3=M2+p2;第4圈螺距M4=M3+p3;…,第n-1圈螺距Mn-1=Mn-2+pn-2;第n圈螺距Mn=Mn-1+pn-1。
M为基准螺距(车床可实现的螺距,大拖板移动的走刀量),p为补偿螺距(伺服电机带动小拖板移动的走刀量)。
4 结语
该辅机在车床上安装方便,加工其它零件时不需要拆卸,且可代替手工操作加工零件,加工后的零件表面可与数控车削工艺媲美,是一些小型企业必不可少的辅机装备。
(编辑启 迪)
TG 502
A
1002-2333(2014)05-0049-01
张慧珍(1963—),女,副教授,研究方向为机床受力变形及机床工装、辅机设计等。
2014-03-05
