S7通信在卷烟梗丝线控制系统改进中的应用
2014-06-27李钰靓刘春桂
李钰靓,刘春桂
(1.浙江中烟工业有限责任公司杭州卷烟厂,杭州 310008; 2.安徽工程大学电气工程学院,安徽芜湖 241000)
S7通信在卷烟梗丝线控制系统改进中的应用
李钰靓1,刘春桂2
(1.浙江中烟工业有限责任公司杭州卷烟厂,杭州 310008; 2.安徽工程大学电气工程学院,安徽芜湖 241000)
针对现代烟厂要求控制系统能集中管理、分散控制生产线的要求,对烟厂梗丝线控制系统进行了改进。改进后的系统采用西门子S7通信协议,通过PROFIBUS-DP网络将所有生产环节的PLC连接到同一个控制系统中,形成了主主通信控制系统。操作员通过Win CC或任一主站(采用西门子S7-300/400系列PLC)即可查看整条梗丝线的生产情况。Win CC临界报警功能有利于操作人员提前做出规避操作。改进后的系统操作灵活,管理便捷,节约了人力资源。
S7通信;主主通信;PLC;Win CC;主从通信
目前,由于设备供应商热衷于给设备单独配置PLC打包出售,使得国内烟厂各个生产环节由彼此独立的控制系统控制。在这种生产模式下,各个控制系统的PLC分散独立,无法集中管理、统一调度,操作员需要到生产现场对PLC逐个进行参数设置及调整,耗时长,劳动强度高,系统控制精度得不到保证。最终导致卷烟品质不佳,严重制约了卷烟品牌的市场竞争力。针对这一问题,本文提出将基于PROFIBUS-DP网络的西门子S7通信技术运用到杭州烟厂梗丝线上,将原有各控制系统的PLC连接成主主通信控制系统。操作员可在总控室内通过新增的上位机Win CC对生产过程进行实时动态监控并及时修改参数。
1 整体设计方案
1.1 方案选择
杭州烟厂要求技改后的控制系统不但能够实现集中管理、分散控制,而且还要最大程度地利用现有设备,减少企业设备投资。目前,主从通信广泛应用于工业控制领域,但主从通信中仅允许有一个主站。若采用主从通信对杭州烟厂梗丝线进行技改,则各个生产环节的PLC控制器均被闲置,不仅无法保证各环节的生产控制精度,而且不能充分利用现有设备,造成资源浪费,不能满足企业的技改要求。
经查阅相关技术资料后,决定采用主主通信,以实现集中管理、分散控制的技改要求。目前,在技术较成熟的MPI(multipoint interface)通信协议和S7通信协议下均可实现主主通信。MPI通信协议适用于对通信速率要求不高、通信数据量不大、少数站点间通信的网络,多用于连接上位机和少量PLC的近距离通信,最大通信距离为50 m。梗丝线工艺流程复杂,需要的站点数较多,控制精度对数据传输的实时性和吞吐量要求颇高。由于通信距离越短需要增加的中继器越多,增加了企业的设备投资,因此MPI通信协议不是最佳选择。
S7通信是S7系列PLC基于MPI,PROFIBUS,ETHERNET网络的一种优化的通信协议[1-4],主要用于S7-400/400,S7-300/400系列PLC之间的主主通信,非常适合S7 PLC与HMI的通信,例如与监控软件Win CC的通信[5-6]。本方案选择基于PROFIBUS网络的S7通信。PROFIBUS总线应用广泛,性价比高,DP接口易于集成;传输距离设为200 m,减少了中继器的使用数量,节约了企业的投资成本;数据传输速率为1.5 Mbit/s,数据吞吐能力强,实时性较好;通过DP接口连接所有PLC,充分利用了原有设备,硬件成本低。
1.2.1 CPU的S7连接资源
CPU的通信资源指CPU的连接数量指标。S7-300PLC分为动态连接和静态连接,同HMI和编程器之间的通信均需占用静态连接数。一个S7连接要占用一个静态连接,因为S7-300PLC静态连接资源较少,所以S7-300PLC系统间不能直接建立S7连接。由于梗丝线各生产环节主控制器均为S7-300PLC,故本方案在总控室内新增一个S7-400PLC,并将它们连接成S7单边通信,只能在S7-400PLC侧建立单边连接。S7-400PLC作为Client,S7-300PLC作为Server,S7-400PLC调用“PUT”,“GET”命令访问Server的数据,这种方式称为S7单边通信。
1.2.2 S7 单边通信功能块
在S7单边通信中,S7-400PLC通过PUT/GET功能块访问Server端的数据并得到对方确认。S7-400PLC通过GET功能块将S7-300PLC侧DB1~DB4中的数据读到本侧DB1~DB4数据区中,便于操作员分析现场生产数据;S7-400PLC通过PUT功能块将本侧DB5~DB8中的数据写入S7-300PLC侧DB5~DB8数据区中,对S7-300PLC发出生产调节控制指令。在S7-400PLC侧仅需编写少量通信程序即可满足通信需求,实现集中管理、分散控制的技改要求。
1.3 具体方案
本方案使用PROFIBUS-DP总线将所有S7-300PLC、总控室内新增的1个S7-400PLC以及Win CC的DP接口连接起来,然后采用西门子Step7v5.4软件进行系统硬件组态连接,形成主主通信控制系统。同时根据生产指标要求,编写针对性的PID子程序取代PLC通用的PID模块以提高各个生产环节的控制精度。网络结构如图1所示。

图1 主主通信网络结构
本方案的S7-300/400PLC均作为主站控制器使用,其中S7-400PLC控制级别最高,不仅可以读取任一S7-300PLC主站的生产信息,还可根据生产需要直接修改任一S7-300PLC的参数设置。S7-400PLC通过PROFIBUS-DP总线与上位机Win CC进行信息交换,所有S7-300PLC的控制级别相同,可以读取彼此的生产信息,修改各自的控制参数,但不能修改其他S7-300PLC的参数。
违法信访行为的产生反映出我国民众法治意识和思维的淡薄。徐贲认为:只有在大多数公民愿意和习惯说理,有说理的要求、能力和习惯的社会里,说理才会真正成为一种价值规范和生活方式。信访评议团制度为广大人民群众提供了说事明理的平台,通过第三方介入机制,以法律规范约束访民行为,其效果远好于政府强制力。评议过程是一次生动的法律课,通过参与、旁听评议,引导人民群众在法治轨道上反映诉求,有助于形成办事依法、遇事找法、解决问题用法、化解矛盾靠法的信访法治环境。
2 硬件设计
本方案在控制系统原有基础上,将梗丝线中所有主从系统控制主站S7-300系列PLC的CPU升级为315-2DP,并仍作为各自主从系统的控制主站。S7-300PLC通过远程分布I/O系统ET200S与生产设备的模拟输入输出模块相连接,将采集到的模拟信号直接转换成数字信号,提高了信号传输过程中的可靠性,抗干扰能力得到增强。通过PROFIBUS-DP总线接口使所有S7-300/400系列PLC主站和上位机Win CC连接形成主主通信。
考虑到梗丝线控制系统的兼容性及日后扩展升级的需要,本方案器件选型均采用西门子公司的系列产品,以便于系统集成。主要器件选型如表1所示。

表1 主主通信主要器件选型
3 软件设计
3.1 S7-300/400PLC间S7通信的建立
通过集成DP接口将S7-300PLC与S7-400PLC连接成S7单边通信。S7-300PLC受自身连接资源限制,仅可作为通信服务器;在S7-400PLC侧建立单边连接,其作为客户器。S7-400PLC可通过PUT/GET功能块访问服务器端的数据信息。网络配置如图2所示。
S7单边通信连接过程如下:
1)新建项目
右击图标并选中“打开”,在打开的SIMATIC管理器中新建一个名为“HZGSX”的项目,并选择项目的保存路径。单击“确定”按钮,创建一个项目,如图3所示。

图2 S7-300/400PLC S7通信配置
2)硬件组态
双击“HZGSX”项目后,在菜单栏中选中“插入”选项,即可插入一个S7-400站点。根据设计方案和硬件安装顺序依次插入机架、CPU、电源,如图4所示。在插入CPU时弹出的组态PROFIBUS界面中新建一条PROFIBUS(1),并设置站地址、传输速率和行规为“Standard”。由于S7-300主站组态过程类似于S7-400主站,故不重复介绍。

图3 创建一个项目的界面
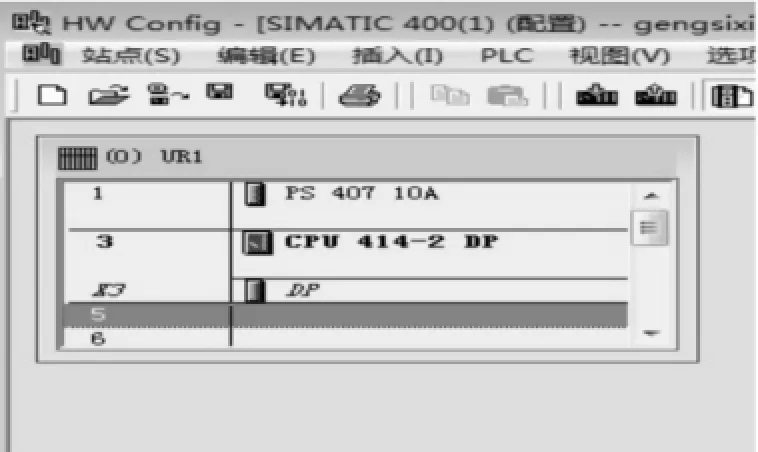
图4 S7-400站硬件组态
3)建立S7连接
单击硬件组态画面“Configure Network”按钮,在打开的“NetPro”界面设置网络,并将连接方式设置为S7 connection。检查无误,最后编译存盘,S7-400侧即建立了一条S7连接。网络连接如图5所示。

图5 建立网络连接
4)下载和调试
将程序和模块信息载入PLC的CPU中,然后才可进行程序的调试。将CPU工作模式设置为STOP模式,选中项目窗口内要下载的工作站,选中菜单栏“PLC”下菜单中的“下载”选项,下载完成。也可通过单击“PLC”选项中的“Monitor/Modify Variables”来查看调试成功与否。
根据生产实际需要,本方案建立了S7单边通信方式,通过调用S7-400PLC侧OB1中的通信功能块来访问S7-300PLC的数据。S7-400PLC侧仅需要一对通信数据区即可满足通信要求。少量的通信数据要求使得S7-400PLC主站与各S7-300PLC主站之间的通信变得简单、高效、快捷。
3.2 系统监控
监控显示选用西门子的Win CC V 6.0取代原有的模拟屏。S7通信也适合西门子S7系列的PLC与HMI通信。在梗丝线控制系统中选用西门子的Win CC作为实时动态监控界面,不仅使得S7-400PLC主站与监控设备之间的S7通信变得更加流畅,还能提供全面详细的实时动态信息给操作员。杭州烟厂梗丝线Win CC监控显示主页画面如图6所示。

图6 杭州烟厂梗丝线Win CC监控显示主页画面
由图6可以看出,网络状态已连接,梗丝线在正常运行状态时,Win CC动态显示了整条梗丝线工艺流程的生产信息,信息全面、详细、清晰直观,报警功能使得安全性得到进一步提高。Win CC中设置了操作员窗口,便于操作员针对可能出现的临界情况快速做出参数调整,极大地方便了操作员集中管理整条生产线。
4 调试运行验证
将西门子S7通信技术运用于杭州烟厂梗丝线控制系统中,形成了多主站的主主通信控制模式。S7-400PLC与各S7-300PLC进行信息交换,并将信息传给上位机Win CC。操作员在总控室通过上位机Win CC即可查看生产各个环节的动态生产信息并根据需要做出相应的调整,各生产环节由相应的S7-300PLC主站进行调节控制。图7~10为部分生产环节的调试运行图。其中,图7表示加料流量趋势,图8表示膨化回风温度趋势,图9表示加香前温度趋势,图10表示1#水分仪水分趋势&压梗机堵料报警。

图7 加料流量趋势

图8 膨化回风温度趋势
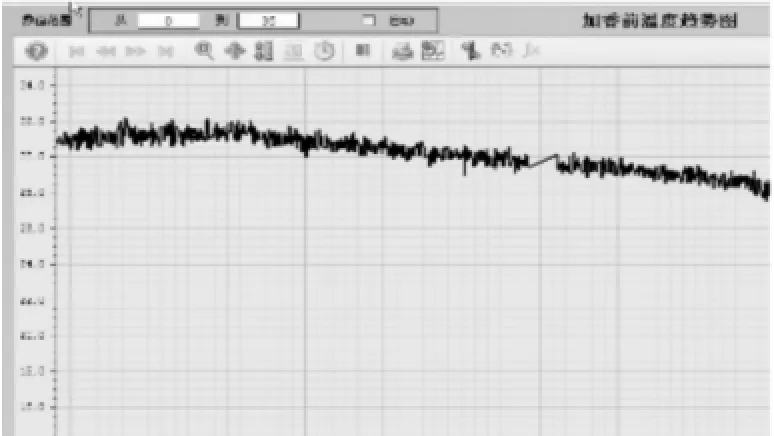
图9 加香前温度趋势

图101 #水分仪水分趋势&压梗机堵料报警
由图7~10可以看出:西门子S7通信技术应用到杭州烟厂梗丝线控制系统技改的效果较好,主主通信的优势使得操作员在总控室内就可对梗丝线的整个生产过程进行实时动态监控,一旦出现临界情况,操作员可第一时间做出调整,极大地缩短了故障排查时间,提高了工作效率,增强了系统的稳定性及可靠性。其中,图10显示了压梗机堵料报警,报警方式简洁、清晰、醒目。
5 结束语
针对杭州烟厂梗丝线控制系统的改进需求,本方案在充分利用原有设备的基础上,灵活运用西门子S7通信技术,解决了原控制系统的不足。通过PROFIBUS-DP总线接口,将新增的1个S7-400PLC与梗丝线原有的多个S7-300PLC连接成主主通信,上位机Win CC取代了落后的模拟屏显示器。生产实践证明本方案切实可行。改进后的系统便于操作员集中管理、分散控制整条生产线,控制精度更高,更加稳定和安全。本方案同时也为其他企业技改提供了参考依据。
[1]刘伯松,刘烨,李炳林,等.基于Ethernet网络的双向S7通信仿真[J].吉林:长春工业大学学报,2012,33 (3):323-327.
[2]李鹏翔.基于S7-400的PROFIBUS-DP网络的组态及应用[J].可编程控制器与工厂自动化,2013(2):67-69.
[3]胡阳兰,刘国宏.PROFIBUS-S7网络通讯在五机五流连铸机自动控制系统中的应用[J].重型机械,2010 (5):281-283.
[4]余辉,万玮,李培,等.PROFIBUS总线在烟厂控制系统中的应用[J].工业控制计算机,2013,26(5):84,87.
[5]汪钧,沈俊杰,施华.基于WinCC在烟草行业中的应用研究[J].机械与电子,2006(1):45-47.
[6]金剑,金钊.基于Win CC的烟箱标签打印系统设计[J].计算机测量与控制,2010,18(8):1940-1942.
(责任编辑 杨黎丽)
Application of S7 Communication in the Improvement on the Control System of Cigarette Cut Stem Production Line
LI Yu-liang1,LIU Chun-gui2
(1.Zhejiang Zhongyan Industrial Co.,Ltd.Hangzhou Cigarette Factory,Hangzhou 310008,China; 2.College of Electric Engineering,Anhui Polytechnic University,Wuhu 241000,China)
Modern cigarette factory requires its control systems to be able to centralized management,decentralized control production lines.In response to this requirement,the control system of tobacco factory cut stem production line is updated.The improved system uses Siemens S7 communication protocol,PLC of all production processes were connected to the same control system via PROFIBUSDP network,forming master-master communication control system.The operator can view the entire cut stem production through Win CC or any master(Siemens S7-300/400 series PLC).Win CC Critical alarm function can help the operator to make evasive action in advance.The improved system can be operated flexibly,managed easily,and it saves human resources.
S7 communication;master-master communications;PLC;WinCC;master-slave communication
TP23
A
1674-8425(2014)05-0093-05
10.3969/j.issn.1674-8425(z).2014.05.018
2013-09-18
李钰靓(1983—),男,浙江杭州人,硕士,工程师,主要从事工控设备管理工作;刘春桂(1986—),男,江苏海安人,硕士研究生,主要从事先进传感与检测技术研究。
李钰靓,刘春桂.S7通信在卷烟梗丝线控制系统改进中的应用[J].重庆理工大学学报:自然科学版,2014 (5):93-97.
format:LI Yu-liang,LIU Chun-gui.Application of S7 Communication in the Improvement on the Control System of Cigarette Cut Stem Production Line[J].Journal of Chongqing University of Technology:Natural Science,2014(5):93-97.
