电袋一体式除尘技术的应用
2014-06-26殷延星马剑飞郭学会
殷延星,沈 华,马剑飞,郭学会
(河南煤气(集团)有限责任公司义马气化厂,河南义马 472300)
0 概述
豫西某大型化工企业采用采用动力车间的锅炉产生蒸汽和发电,用作生产用动力来源。该企业3号锅炉为生产能力为130 t/h的燃煤锅炉,于2007年投产,其锅炉配置的静电除尘器为卧式干型双室三电场,设计除尘效率99.5%,随着使用时间的延长,除尘效率逐渐降低,锅炉烟气不能够达标排放。
为了达到清洁生产的目的,满足《火电厂大气污染物排放标准》(GB13223-2011)的排放要求,该企业对3号锅炉除尘系统进行了电袋一体化除尘技术改造。
电袋复合型除尘器是近几年发展起来的一种新型除尘设备。具备了电除尘和袋式除尘的优点,具有节能、高效、稳定的特点,尤其适应于高灰浓度烟气除尘。
电袋复合型除尘器由两个单元组成,即电除尘单元和布袋除尘单元。一般情况下,电除尘单元布置一个电场。这种电袋复合型除尘器前电后袋,可将烟气中80%~90%的粉尘收集,使进入滤袋的浓度大大降低,滤袋的阻力降低、清灰周期加大,从而延长布袋的寿命。同时发挥了布袋除尘器对煤种不敏感、微细粉尘收集效率高(99.9%)等优点,能确保达到30 mg/m3的排放标准。
1 改造方案
利用原有电除尘器的基础和结构,采用电袋一体式除尘器方案,原一电场阴、阳极及高、低压设备利旧检修,采用电除尘器的结构方式;原二、三电场阴、阳极及高、低压设备全部拆除,在其空间布置布袋除尘器的复合结构。结构上电除尘与布袋除尘在同一壳体范围内,并采取气流分布措施,以保证两种除尘方式的气流平衡。改造增加100%烟气旁路设施。
袋区采用低压脉冲喷吹方式清灰,电区阴、阳极均采用电磁振打清灰,通过PLC控制。电除尘改为电袋组合除尘后,除尘器本体阻力增加很多(至少500 Pa),故原来的引风机出力不能满足运行要求,必须进行改造。
2 改造原则
保留原有三个灰斗,保留一电场本体内部阴阳极机构以及一电场整套高低压控制系统不变。二、三电场原有壳体结构不变,拆除二、三电场内部阴阳极机构,在其内部分室布置布袋结构区;拆除原二、三电场配套高、低压控制柜,配置改造后二、三袋除尘区的控制柜,并与一电场控制的衔接,保证在电袋除尘器运行后,当有滤袋破损时,能够不停炉安全的更换滤袋。改造完后整体性能指标达到最新环保排放标准要求。布袋沿气流方向布置见图1。
为了在机组启动或低负荷及烟温异常时保护滤袋,在袋区顶部布置零泄漏的密封阀和旁路烟道(100%烟气量旁路),且旁路阀具有快开和快关功能,并与主机DCS连接;在电除尘进口烟道处加装预涂灰装置。为保证电区和袋区气流的均匀性,原进口烟道处的3层气流均布板不变,并在电区与袋区之间再增加1层气流均布板,板高与布袋高度平齐。
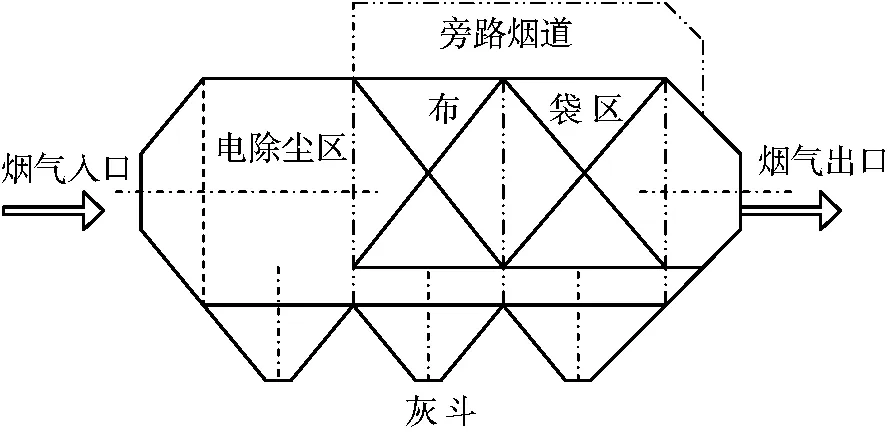
图1 电袋改造方案示意图
3 设备配置及选型
3.1 电区
电除尘器是利用高压强电场将气体电离,产生出正离子、电子和负离子。当烟气进入电场时,尘粒会荷电。荷电尘粒在电场力作用下向相反电极移动并沉积到电极上。借助振打系统将这部分积尘清除并集中到灰斗中,完成对排放气体的净化。
本次改造,只对一电场进行了维修,保留了原有电场的结构。阴、阳极板均采用顶部电磁锤振打清灰,阳极板为厚度1.5 mm的板;阴极线为不锈钢针刺线,线体采用Q235材质圆钢,线针采用不锈钢。电控柜为双层密封门,防水、防尘。
3.2 袋区
布袋除尘器的滤袋要求采用进口PPS+PTFE基布,当锅炉尾部发生燃烧时,保证除尘器在200℃下运行30 min而无损坏,无永久性变形,并进行防水、防油、浸渍处理,有效使用寿命≥4年。
除尘器滤袋袋口采用弹性胀圈,以确保密封牢固可靠,方便拆装,安装可靠性高,滤袋合理剪裁,尽量减少拼缝。拼接处,重叠搭接宽度≥10 mm,袋笼上端部须采用滤袋防护机构,避免清灰气流对滤袋的损伤。滤袋下部进行翻边处理。
除尘器袋笼骨架采用流水线制作,焊接点牢固、无毛刺,表面采用高温有机硅喷涂工艺处理,保证笼骨耐磨、耐腐。滤袋框架碰焊后必须光滑、无毛刺,并且有足够的强度,保证不脱焊。
清灰系统主要部件须进行预组装试验。从储气罐到气动提升阀控制汽缸和分气箱之间的管路系统选用无缝钢管。清灰系统的电磁脉冲阀采用3英寸的电磁脉冲阀。清灰方式为低压脉冲喷吹,使用移动式喷嘴,喷吹口同布袋同心度小于0.05 mm,垂直度0.05 mm。
布袋除尘器的花板孔要求采用数控设备进行加工,激光切割,确保加工精度,板厚≥6 mm,开孔中心精度0.2 mm,安装后平面度 <1‰,材质为 Q235-A,花板拼装焊接后要求表面平整,花板孔四周的毛刺必须清理干净,由花板组成的净气室部分应整体运输以便于保证安装精度。
3.3 旁路系统及预涂灰装置
旁路系统包括旁路提升阀和旁路烟道,可在系统烟气异常时保护滤袋。旁路提升阀垂直布置,阀芯及框架材料为Q235,密封采用耐高温硅橡胶(满足210℃工况下长期使用),以防止灰尘进入和因高温所引起的变形或老化。旁路提升阀具有快速开启的功能,其全关到全开的动作时间≤10 s。旁路提升阀可就地操作、PLC远方操作和联锁动作。
预涂灰装置就是在除尘器投运前给滤袋喷涂一层干燥粉煤灰,以防止系统启动时因低温湿烟气黏污滤袋而导致系统负荷增大或糊袋。涂灰粉料为干燥的Ⅰ级粉煤灰。预涂灰装置布置在除尘器进口烟道处,管道进口选用硬密封蝶阀,可与密封罐车连接。
3.4 控制系统
电袋除尘器控制系统包括前级电除尘器控制系统、后级布袋除尘器控制系统、旁路烟道保护系统。
3.4.1前级电除尘器
工频电源采用微机自动电压控制系统,能自动、快速实现电场动态与静态伏安曲线测试、双重火花检测、瞬态与稳态波形自动检测。
低压部分采用PLC。振打控制提供连续振打和周期振打两种方式,加热控制提供连续加热和恒温加热两种方式,工作方式、控制温限和时间参数等均可随时在线修改。
3.4.2后级布袋除尘器
后级布袋除尘器控制系统和旁路烟道保护系统共用PLC,控制柜配有人机界面液晶触摸显示屏。在控制柜上设有自动与就地转换开关,当其置于自动时,由PLC按设定的运行方式和参数自动控制;当置于就地时,可在现场手动控制每个脉冲电磁阀。
后级布袋除尘器控制系统主要包括以下内容:在线清灰、强制清灰、单阀清灰方式。在自动运行时,人机界面操作终端可独立控制每个分室的启、停。气包压差信号范围可调,脉冲电磁阀为矩阵控制式,不允许两个及两个以上的脉冲电磁阀同时工作。
布袋除尘器的脉冲清灰控制采用手动和自动两种方式,可相互转换。自动控制采用压差、定阻和定时控制方式,可相互转换。压差检测点分别设置在布袋除尘器的进出口。当达到设定的压差值或时间周期时,除尘器各室依次进行脉冲喷吹清灰。清灰状态采用在线清灰方式依次清灰。清灰程序的执行由PLC自动控制。清灰时间(周期)0~4 h可调节控制。
3.4.3旁路烟道保护系统
为了保证设备的正常运行,对设备的旁通阀进行优化控制。当失去压缩空气或断电时,保证旁通阀的阀位状态不变。旁路烟道保护系统主要的控制信号包括清灰气包压力、烟道进口压力、空气预热器出口烟温。
保护系统主要针对烟温报警,默认为温度过高或过低均报警。当空气预热器出口烟气温度大于180℃时,则打开旁路阀关闭提升阀;当低温保护功能投入后,空气预热器出口烟气温度小于80℃时,则打开旁路阀关闭提升阀。在低压柜上设有旁路操作禁止、允许转换开关和旁路强制开按钮,当转换开关置于允许位置时,按下旁路强制开按钮时系统进入旁路状态,如果转换开关置于禁止位置时,旁路强制开按钮失效。
4 改造效果
电袋组合除尘系统于2012年9月10日投入运行,经过三个月的试运行,目前运行状态稳定。在工况基本相似的前提下,对改造前后除尘器进出口烟气的主要参数进行测试,结果见表1(以一侧为例)。

表1 除尘器改造检测数据
由表1可见,电袋组合式除尘技术可满足除尘器出口含尘浓度<50 mg/m3的环保要求。电袋组合除尘改造相对于增大原有电除尘空间的改造方案,可节省投资约200万元,且每年还可节省用电3.75×106kW·h(按年运行6 000 h计算),节省电费约112.5万元[按0.5元/(kW·h)计算]。
5 结语
随着国家建设步伐的加快和中原经济区建设驶入快车道的发展,可持续发展的战略目标进一步强力推进,国家提高了对环境排放标准的要求,加大了环境保护的力度,原有的老电厂以及一些由于设计原因、煤质变化较大和运行工况变差,导致锅炉烟气排放浓度显著高于环保标准的电除尘器需要改造。根据该企业电袋一体化除尘器的综合工业应用,事实证明该技术是一种科学、可靠、先进的技术,值得推广。但因锅炉的型式、燃料种类不同,改造方法要因地治宜、因势利导,根据不同的工况选择不同的改造方法。