甲烷转化烟道气中CO2的回收与利用技改简介
2014-06-26,
,
(中海石油天野化工股份有限公司,内蒙古 呼和浩特 010070)
1 概 述
天野化工股份有限公司200 kt/a甲醇装置,由中国五环工程有限公司设计,中化二建公司承建;除压缩机为进口外,其余设备均为国产。装置于2005年11月建成投产,设计日产甲醇667 t,日耗天然气608 500 m3。装置的主要单元包括天然气转化、甲醇合成、甲醇精馏、CO2回收等(见图1);其中,CO2回收单元采用的是南京化工科技研究院的低分压CO2回收技术,吸收转化炉烟道中的CO2气体,为甲醇装置和尿素装置提供CO2气体。
CO2回收单元,主要回收甲烷转化单元烟道气(总气量约100 km3/h)中的CO2(CO2含量为10%),以满足甲醇、尿素装置对CO2的需求。其流程(图2)为,转化炉烟道气进入烟气冷却塔,经洗涤冷却、去除灰尘后,由烟气风机加压送至CO2吸收塔,同自上而下的脱碳溶液在塔内填料层进行传质传热,CO2被脱碳溶液吸收,形成富液;未被吸收的剩余气体经洗涤液洗涤,除沫后由塔顶放空(直接排入大气)。富液通过富液泵加压后,送至CO2再生塔上部,与自塔底逆流而上的再生气在填料层进行传质传热,溶液中CO2被再生出来,解吸后的溶液称为贫液,通过贫液泵加压,返回吸收塔完成一次循环。夹带大量水蒸气的CO2气由塔顶引出,先后进入CO2冷却器、CO2分离器、脱硫槽,进行降温、分离水汽和脱除硫化物,产出合格的CO2。

图1 甲醇装置流程简图

图2 CO2回收工艺流程简图
CO2回收装置使用的脱碳溶液主要活化成分为醇胺[NH2(CH2)nOH],沸点64 ℃(10 mmHg),熔点10.5 ℃,蒸气压0.4 mmHg,密度1.0179 t/m3,溶液浓度12%~20%,外观为无色液体。该物质同时含有羟基和胺基,通常认为羟基可降低化合物蒸气压,并增加其在水溶液中的溶解度,而胺基则在水溶液中提供了所需的碱度,促使酸性气体的吸收。
2 CO2回收单元存在的问题
2012年2月,CO2回收单元所使用的脱碳溶液突然发生降解,其现象为,溶液从浅黄色变为红色。虽然采取了开启溶液再生加热器和加大置换量的方法,但仍然没有抑制住溶液的降解速度,导致CO2产量由5 500 m3/h降到4 800 m3/h。2012年3月,联系厂家亲临现场进行技术指导,但溶液的劣化速度反而加剧,产量由4 800 m3/h降到4 300 m3/h,溶液从红色变为酱油色,且在CO2增压机GB401入口发现有大量脱碳溶液结晶物,造成GB401打量下降,严重影响了尿素装置、甲醇装置的负荷。
3 溶液降解的原因分析
3.1 溶液反应机理方面
脱碳溶液出现降解后,2012年3月公司成立了技术攻关小组,着重对脱碳溶液的吸附机理和降解原因进行研究。
脱碳的主要吸收成分是一乙醇胺(HOCH2CH2NH2),其吸收CO2的主要反应如下:

(HOCH2CH2NH)2CO+H2O (1)
2HOCH2CH2NHCHO+H2O (2)
HOCH2CH2NHCONHCH2CH2OH+H2O (3)
脱碳溶液在生产中主要存在热降解、氧化降解和化学降解,发生的降解反应如下:
(4)
(5)

(6)
由降解反应(4)式可知,一乙醇胺在150 ℃高温下,分解成甲醇等副产物,使脱碳溶液有效浓度下降,影响其吸收效果;由降解反应(5)式可知,回收烟道气中的CO2时,脱碳溶液易被烟道气中的O2氧化生成α-氨基乙酸(NH2CH2CHO)、氨基乙酸(NH2CH2COOH)、乙醇酸(HOCH2COOH)、乙醛酸(CHOCOOH)、草酸(HOOCCOOH)、蚁酸(HCOOH)等多种副产物;由降解反应(6)式可知,随着系统中的热稳定盐(HSS-)含量的增加,设备表面的保护层(FeS)将被破坏(形成络合物FeHSS-及S2-),致使设备腐蚀速度加快,加剧了溶液的降解。这些副反应,不仅造成胺的大量损耗,生成的副产物又加剧了设备的腐蚀,腐蚀产物再进一步促进胺的降解,由此形成恶性循环,严重影响了CO2回收系统的正常运行。
3.2 装置运行参数方面
为提高甲醇产量,2012年1月,经部门研究评估后,决定采用如下方案来增产。其一,采取了转化炉提温的方案,使转化气量和烟道气量都有了显著增加,但提温后,烟道气中的氧含量也上涨了1%(从2%增长至3%),O2过多进入CO2回收工序与溶液接触后,溶液降解速度明显增加。其二,采取了溶液提浓度的方案,将溶液中的总胺浓度从15%提高至17%,CO2产量由5 300 m3/h提高至5 500 m3/h,但提高浓度后,发现溶液的降解速度更快了,导致再生加热器的开启频率由原来的每周一次改为连续运行,溶液颜色很难维持到正常颜色。
3.3 再生设备方面
在溶液出现轻微降解后,虽然及时采取开启溶液再生加热器的方法进行溶液再生,但由于再生加热器设计能力偏小,且顶部除沫器损坏,以及操作存在不合理性等方面的原因,致使再生出的溶液携带部分降解成分重新返回再生塔,没有充分发挥出再生设备的最大工作效率,导致溶液质量进一步劣化,最终溶液颜色由红色变为酱油色,出现严重降解,CO2产量急剧下降。
4 采取的措施
针对上述问题,咨询同类型厂家脱碳溶液的使用情况,得知也存在降解,并已经更换了脱碳溶液配方;进一步了解得知,新溶液的成分由多种醇胺盐组成,具有降解速度慢、吸收效率高、CO2产能高等优点。2012年4月,我们改变了原溶液的组分,并对再生设备进行局部改造及对CO2回收系统进行优化,使溶液逐渐恢复至正常颜色,并彻底解决了CO2产能不足的问题。具体措施如下。
4.1 改变溶液配方
新旧两种溶液对比实验模拟结果表明,在目前工艺操作参数改变和溶液浓度提高的情况下,新溶液的降解速度慢并且比较稳定,吸收效率高(见表1);并实施了改变溶液配方的方案,顺利完成了溶液的在线置换,使溶液的降解速度得到遏制。同时,公司技术人员通过对脱碳溶液在不同浓度下的降解速度进行反复的试验(见表2),最终确定了最佳溶液浓度(16%~17%),大幅度提高了CO2的回收率。

表1 新旧脱碳溶液对比实验情况
注:烟道气流量100 m3/h、氧含量2.5%,脱碳溶液浓度17%。
4.2 改造再生加热器
再生加热器的设置是为了去除溶液中的降解产物,再生利用有效成分,减少溶液的消耗。由于该设备设计能力偏小,新增加并改造了1台化肥装置闲置的换热器,并对原再生加热器进行机械清洗和除沫器修复,彻底解决了再生加热器能力不足和带液二次污染的问题。而且,在2台再生加热器底部增加了测温点,釜底温度上升至140 ℃后排液,既保证了溶液较好地回收利用,又减少了废液排污次数,使降解溶液逐渐恢复至正常颜色。目前,2台再生加热器一用一备,由于溶液的性能比较稳定,降解速度缓慢,即使在溶液出现降解后,只需开启1台再生加热器就可以满足溶液的再生需求。
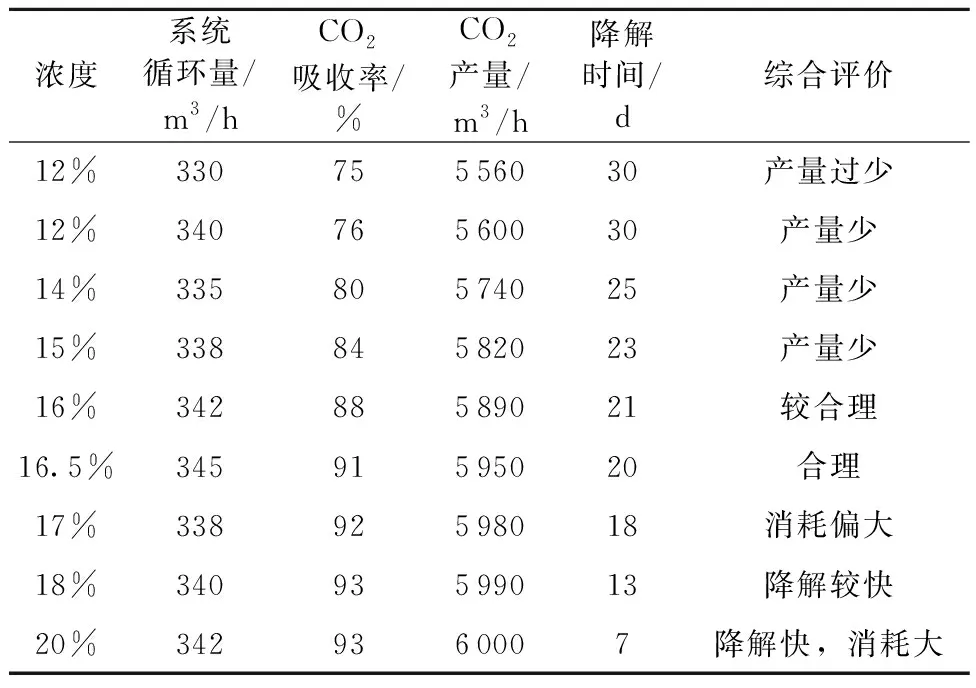
表2 新脱碳溶液不同浓度下的试验情况
注:新溶液厂家提供的适用脱碳溶液浓度为10%~20%;烟道气流量均为10 km3/h。
4.3 提高再生加热器进料温度
原再生加热器的进料管线在贫富液换热器出口,换热后的贫液由于温度低,再生慢,而且蒸汽消耗较大。将进料管线改到贫富液换热器贫液入口管线上后,使再生加热器进口温度上升了40 ℃左右,大大提高了降解溶液的恢复速度。具体流程见图3。

图3 再生加热器进液管线改造流程简图
4.4 提高再生塔液位
由于贫富液换热器入口贫液滤网在运行期间经常堵塞,无法保证系统溶液循环量,而且贫液泵机封损坏率较高,通过提高再生塔液位,使贫液滤网处的静压能增加,提高贫液泵入口压力,保证循环量,增加CO2产量近100 m3/h。
通过以上改造,2012年6月,CO2产量在原5 500 m3/h的基础上增加约450 m3/h(见表3),满足了尿素装置、甲醇装置的用碳平衡。

表3 改造后CO2回收单元运行情况
注:① 烟道气流量均为100 km3/h;② 改造前溶液循环量300 m3/h,再生塔液位70%,CO2产量4 300 m3/h。
5 效益分析
5.1 增产效益
提高CO2产量后,尿素装置多产尿素40 t/d,甲醇装置多产甲醇10 t/d,每年可创利约335万元。
5.2 节省脱碳溶液的费用
由于新溶液在使用过程中性能比较稳定,具有消耗低、降解速度较慢的优势,溶液消耗较旧溶液明显降低,每年可节约成本约56万元。
5.3 减少设备损坏的效益
改造后,消除了GB401入口结晶物,减少了GB401停车检修次数,使尿素产量保持稳定,每年减少设备维修费用约100万元。
上述三项合计,每年产生的经济效益约为491万元。
6 结 语
目前,CO2回收装置运行稳定。通过一年多的观察,新溶液性能稳定,没有异常降解的情况,能够满足CO2的吸收和再生需求。
通过理论分析,找准了CO2回收单元问题的症结所在;有效处理后,增加了CO2产量,彻底解决了甲醇装置和尿素装置CO2不足的问题,使甲醇、尿素产量明显增加,为公司创造了巨大的经济效益。
参考文献:
[1]张颖,郝东升.化工设计(第2版)[M].呼和浩特:内蒙古大学出版社,2005.
[2]刘志丽主编. 化工原理[M].北京:化学工业出版社,2008.
