590MPa级大梁钢的奥氏体连续冷却转变动力学研究
2014-06-26赵江涛刘永前周祖安刘文艳杨海林
赵江涛 刘永前 刘 斌 周祖安 刘文艳 杨海林
(1.武汉钢铁(集团)公司研究院 湖北 武汉:430080;2.武钢热轧总厂 湖北 武汉:430080)
降耗节能、高强减薄是汽车工业和汽车用钢的发展趋势,高强度汽车钢的开发及应用是钢铁领域的研究热点之一。高强度大梁钢的生产主要通过铌钛复合强化和控轧控冷的思路来实现,铌和钛是非常有效的细晶强化和沉淀强化元素[1-3],通过热连轧和控制冷却工艺获得铁素体+珠光体或贝氏体的组织,从而获得高强度。
某钢厂生产的590MPa级高强度大梁钢采用铌钛复合强化,屈服强度≥500MPa,抗拉强度≥590MPa,广泛应用于重型卡车纵梁制造[4]。本文针对590MPa级大梁钢利用Formastor-F全自动相变记录仪模拟加热和冷却工艺,测量了从0.1℃/s到100℃/s不同冷却速度下的热膨胀曲线,并结合金相组织观察和硬度测量,分析了试验钢的奥氏体连续冷却组织转变规律。通过分析试验钢冷速和组织的工艺窗口,为优化轧钢工艺起到重要参考作用。
1 试验材料及方法
1.1 试验材料
试验材料采用热轧态590MPa级大梁钢,成份如表1所示。
1.2 试样制备
将试样加工成φ3×10mm的圆柱形试样,一端加工出φ2×2mm的孔,用于放置热电偶,试样两端要求光滑且平行,试样形状如图1所示。

表1 590MPa级大梁钢的成分
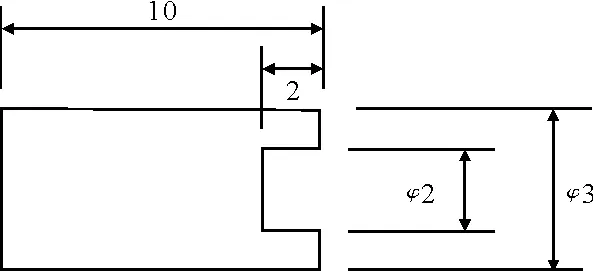
图1 试样加工图(单位:mm)
1.3 试验方法
热模拟试验工艺如图2所示。
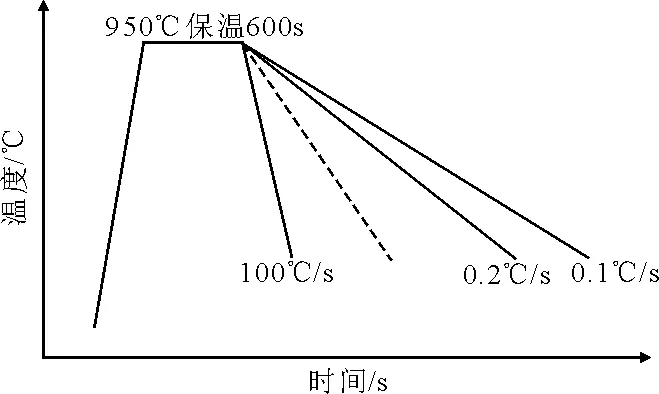
图2 热模拟工艺
在Formastor-F试验机上将热模拟试样加热到950℃后保温600秒钟,然后按0.1℃/s、0.2℃/s、0.5℃/s、1℃/s、2℃/s、3℃/s、5℃/s、10℃/s、20℃/s、30℃/s、50℃/s、100℃/s等12个冷却速度冷却到常温,获取每个试样的热膨胀曲线。
在OLYMPUS GX71金相显微镜下观察每个热模拟样的组织类型及百分比,在FV-700维氏硬度计上检测每个试样的硬度值。
通过切线法确定每条热膨胀曲线上的临界点为相变点,并结合金相分析和硬度测试判定组织变化,采用ORIGIN软件绘制试验钢的CCT图。
2 试验结果及分析
2.1 试验钢的CCT曲线
试样在不同冷却速度下获得的组织和硬度如表2所示。
试验样取自热轧态的商品材钢板,原始组织是铁素体+珠光体。
试验测得试验钢的AC1是703℃,AC3是860℃。以时间的常用对数为横坐标,以温度为纵坐标,将各相变点连接成线,标注铁素体、珠光体、贝氏体、马氏体四大组织区域,绘制试验钢CCT曲线如图3所示。
当试验钢在100℃/s的冷却速度下时,测得Ms点是437℃。通过公式计算[5]Ms点是452℃。
Ms=538-317C-11Si-33Mn-11Ni-28Cr-11Mo-11W
不同冷却速度下的金相组织如图4所示。

图3 试验钢的CCT曲线
2.2 冷却速度对组织转变、晶粒尺寸及硬度的影响规律
从表2中可以看出,在0.1℃/s~100℃/s冷却速度之间,随着冷却速度的增加,试验钢的晶粒生长、组织转变及硬度呈现规律性变化。
随冷速增加,珠光体的转变受到抑制,所占的比例在逐渐减少,冷速达到5℃/s和10℃/s时仅存在微量珠光体,同时钢中贝氏体含量逐渐增加。试样以100℃/s速度冷却时,出现马氏体。
试验钢原始组织中珠光体比例是18.7%,高于0.1℃/s~0.5℃/s冷速范围内的珠光体含量。虽然前者在实际生产中的层流冷却速度高于后者在静态CCT试验中的冷却速度,但是由于前者在奥氏体区进行了塑性变形,使奥氏体晶粒细化,亚结构密度增加,有利于碳原子和铁原子的扩散,加速了珠光体的转变[6-7],所以,在冷却速度与塑性变形的综合作用下,前者的珠光体含量略高于后者。
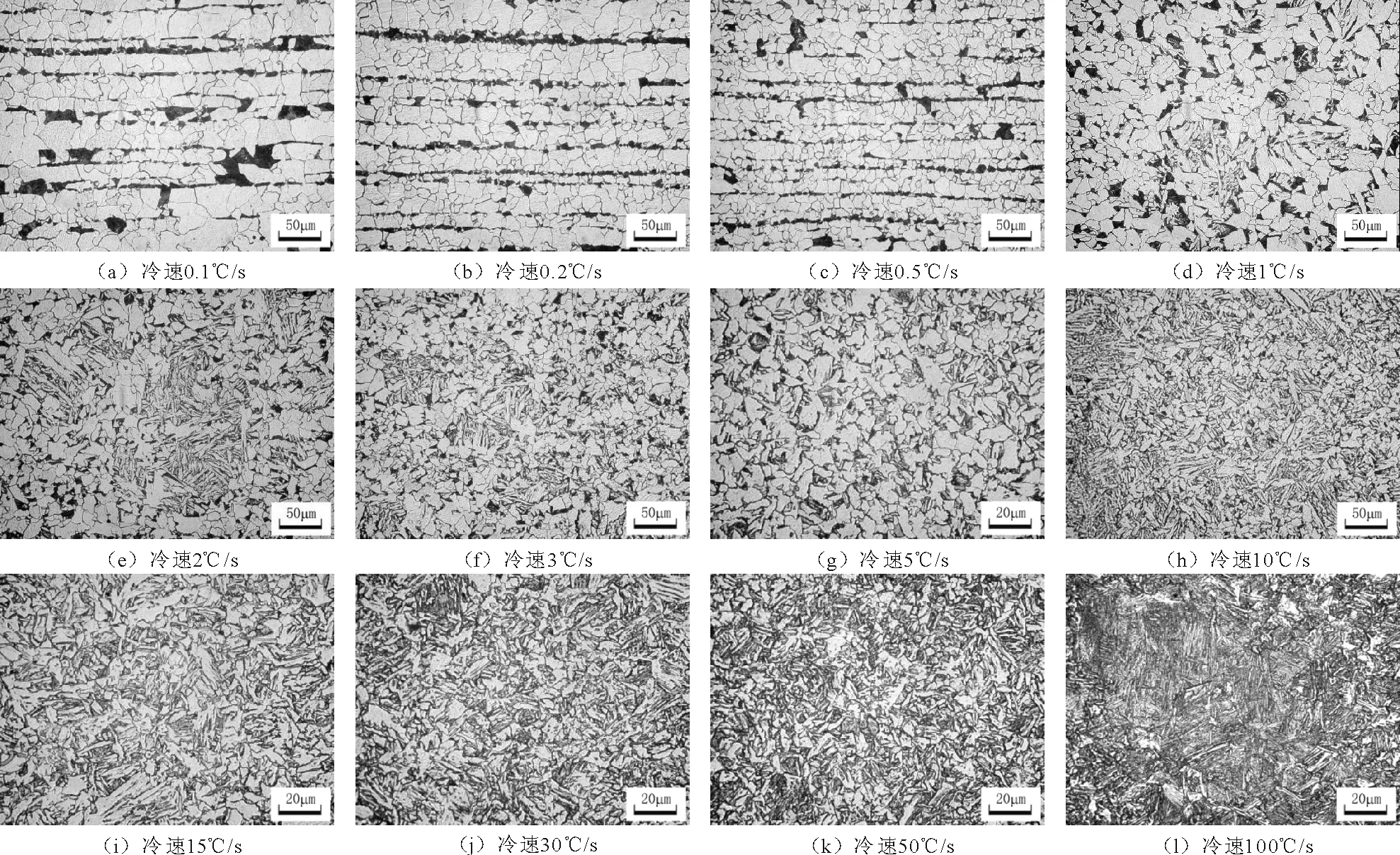
图4 试验钢在不同冷速下的金相组织
铁素体晶粒的长大受到抑制,在0.1℃/s~0.5℃/s冷速范围内,先析铁素体晶粒尺寸逐渐变小。冷速>1℃/s时,开始析出贝氏体,随冷速增加,贝氏体板条变薄、细小,碳化物颗粒变小,组织的位错密度提高。随着晶粒尺寸减小,试样的硬度逐渐增加,表明晶粒细化使得试验钢的强度增加。
2.3 试验钢的CCT曲线特点及分析
从图4可以看出,试验钢在奥氏体化后,以小于等于50℃/s 的速度冷却时,首先析出先析铁素体,然后析出珠光体或贝氏体,当冷速为100℃/s 时,先析铁素体来不及析出,奥氏体体直接转变为贝氏体和马氏体。
当冷速在0.1℃/s~0.5℃/s之间时,组织为先析铁素体+珠光体,显微组织见图4(a-c)。冷却过程中,由于冷速较慢,利于Fe原子的扩散,非共格界面迁移比较容易,在奥氏体晶界处先析出等轴状铁素体。当奥氏体中C含量逐渐增加,达到共析成份点时,开始向层片状珠光体转变,温度降至640℃左右时,奥氏体分解完毕。
当冷速在1℃/s~3℃/s之间时,组织为先析铁素体+珠光体+贝氏体,显微组织见图4(d-f)。由于冷速加快,冷却时间变短,珠光体的孕育时间和析出时间缩短,珠光体的析出量逐渐减少。随着过冷度的不断增加,贝氏体开始析出并逐渐增多。
当冷速在5℃/s~10℃/s之间时,组织以铁素体和贝氏体为主,仍有极微量的珠光体,见图4(g-h)。随着冷速加快,奥氏体晶粒的长大受到抑制,贝氏体在晶界形核率增加,孕育期变短,转变速度加快。贝氏体呈板条状,碳化物分布于板条间。
当冷速在15℃/s~50℃/s之间时,组织为铁素体和贝氏体,显微组织见图4(i-k)。珠光体的转变被完全抑制。
当冷速达到100℃/s时,组织为贝氏体+马氏体,显微组织见图4(l)。先析铁素体受到抑制,奥氏体先转变为贝氏体,由于冷速过快,奥氏体来不及完全转变为贝氏体就进入437℃以下的马氏体转变区,所以在此冷速下获得贝氏体和马氏体和混合组织。
3 结论
(1) 通过热膨胀法和金相分析的方法,确定了590MPa级铌钛复合强化大梁钢的CCT曲线。
(2) 试验钢在0.1℃/s~100℃/s的冷却过程中,发生了铁素体析出(A→F)、珠光体转变(A→P)、贝氏体转变(A→B)、马氏体转变(A→M)。铁素体析出范围是0.1℃/s~50℃/s,珠光体转变范围是0.1℃/s~10℃/s,贝氏体转变范围是1℃/s~100℃/s,马氏体转变范围是50℃/s以上。随着冷却速度加大,先析铁素体的量先增多后减少,珠光体的量逐渐减少,贝氏体和马氏体的量逐渐增多。
(3) 试验钢CCT曲线的测定为该钢种的工艺制定与优化提供了理论依据。
[1] 钟定忠等.汽车大梁板WL510钢的研制[J].特殊钢.2002,23(增刊):56-58.
[2] 周晓光等.FTSR轧制BG510L钢的组织与性能分析[J].钢铁.2008,43(2):73-76.
[3] 刘仁东等.鞍钢高强汽车大梁板A610L的开发与研制[J].汽车工艺与材料.2004,(6):51-53.
[4] 赵江涛等.590MPa级高强度汽车大梁钢的组织与性能研究[J].武汉工程职业技术学院学报.2012,(2):8-10.
[5] 孙宝珍等.合金钢手册(上册)[M].北京:冶金工业出版社,1984:241.
[6] X. Liu, J. K. Solberg and R. Gjengedal. Proc. of Int. Conf. on HSLA'95[M]. Beijing: China Science and Technology Press, 1995:253.
[7] A. Sandberg and W. Roberts. Proc. of Int. Conf. On Thermomechanical Processing of Microalloyed Austenite[J]. California: Metallurgical Society of AIME, 1982:405.
